Downloaded 935 times


























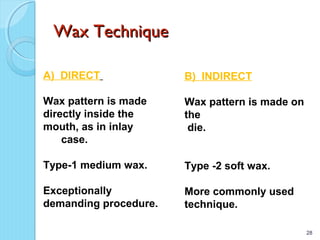











































































This document provides an overview of the lost wax casting technique used in dentistry. It discusses the history of casting, outlines the key steps including preparation of a die, wax pattern fabrication, spruing, investing, burnout and casting. The objectives of casting are to heat the alloy quickly to melt it completely, prevent oxidation during heating, and produce a casting with sharp details by forcing the molten metal into the mold. Successful casting depends on attention to detail and consistency of technique at each step.






























































![Comparative Evaluation of Distortion in Wax Patterns Fabricated [Autosaved].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/comparativeevaluationofdistortioninwaxpatternsfabricatedautosaved-251120030257-d5823d4f-thumbnail.jpg?width=640&height=640&fit=bounds)
























