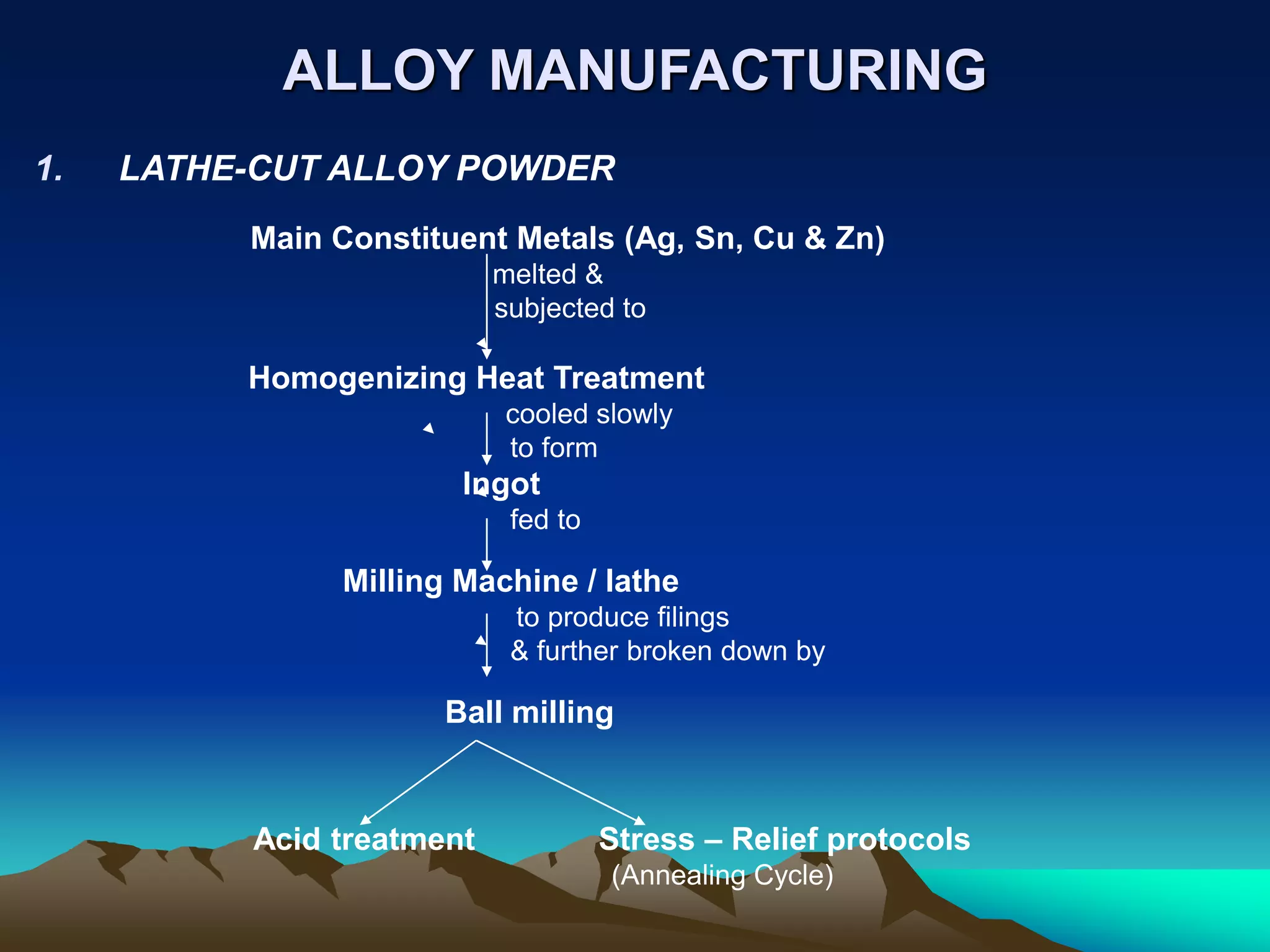











































































The document discusses dental amalgam, including its historical background, composition, manufacturing process, phases, kinetics of amalgamation, manipulation factors, properties, and alternatives. It provides details on the alloy manufacturing process, phases that form in amalgam, the kinetics of how amalgam sets, and factors that influence manipulating the amalgam mix, such as choice of alloy, mercury, and trituration method. It also outlines the properties of set amalgam, including its dimensional changes, strengths, corrosion resistance, and thermal properties.



































































