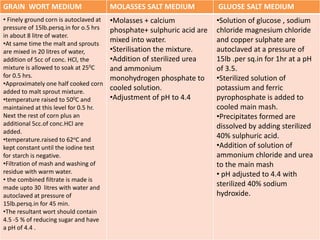
This document summarizes the characteristics, physiology, production methods, and production process of baker's yeast. It describes yeast as unicellular fungi that are typically spherical or oval in shape. It also outlines various fermentation media used in yeast production, including grain wort, molasses salt, and glucose salt media. The production process involves preparing fermentation media, carrying out fermentation, harvesting yeast cells, and mixing, extruding and packaging the yeast.