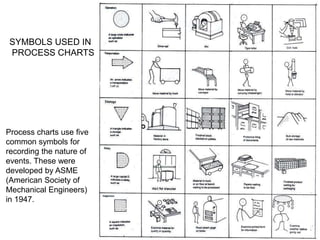
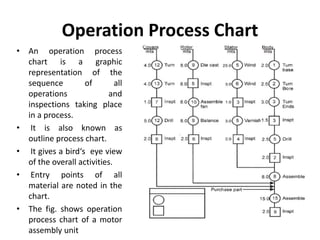
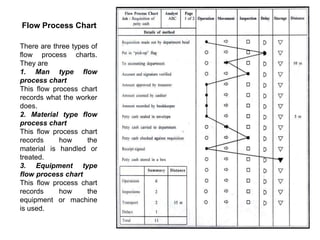
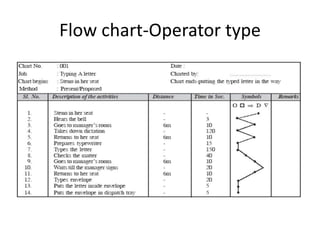
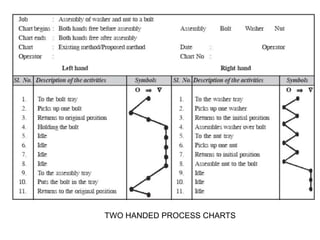
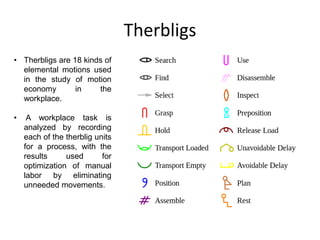
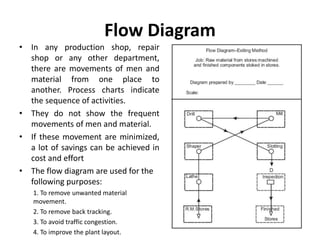
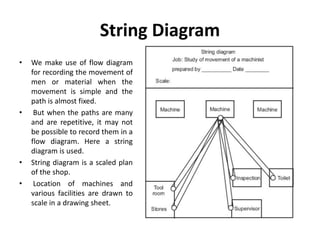
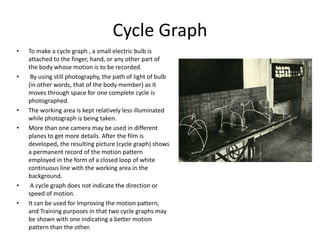
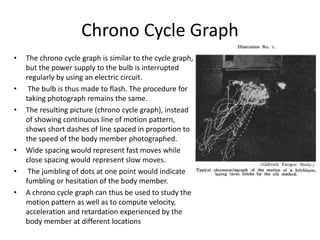
The document discusses work study and method study. It describes the basic procedures for method study which include selecting work to study, recording the existing method, examining the facts critically, developing a more efficient method, defining the new method, installing it, and maintaining it. It provides examples of different types of charts that can be used for process recording like operation process charts, flow process charts, two-handed process charts, and multiple activity charts. It also discusses principles of motion economy for efficient work methods.