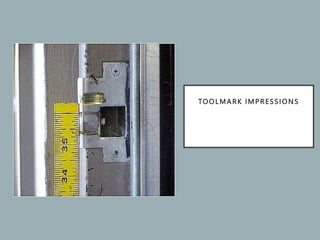
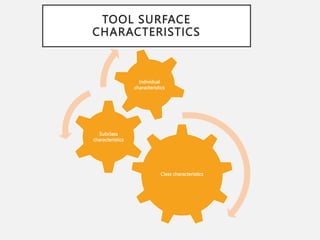
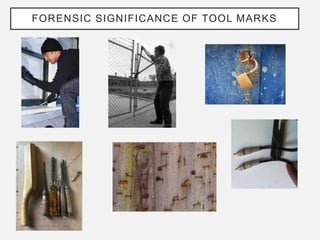
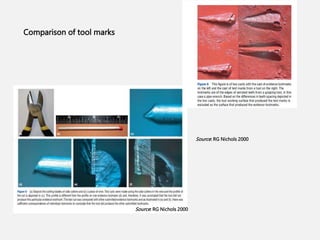
The document discusses tool mark evidence analysis methods, including types of tool marks and their forensic significance. It emphasizes the importance of meticulous documentation, photography, and preservation of evidence to ensure accurate comparisons between tool marks found at crime scenes and those from potential tools. The conclusion highlights the processes of exclusion, identification, or yielding inconclusive results in forensic examinations of tool marks.