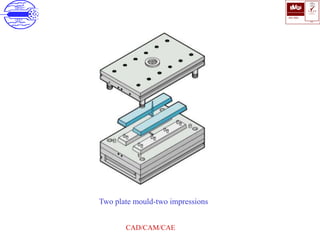
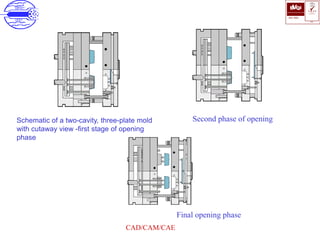
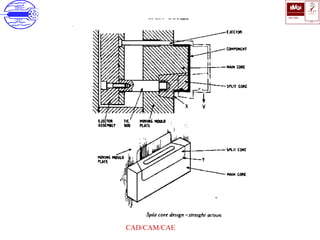
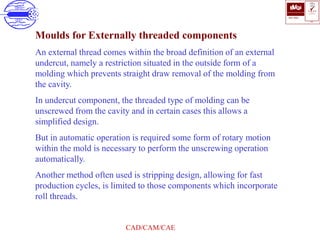
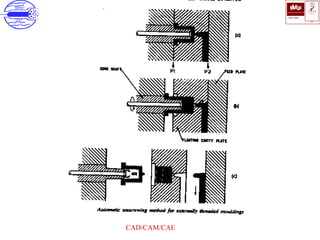
1. The document discusses different types of molds used in injection molding, including two plate molds, three plate molds, multi-daylight molds, stack molds, runnerless molds, insulated hot runner molds, and split molds.
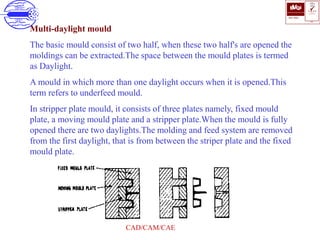
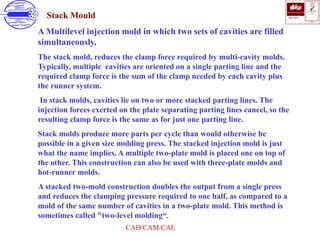
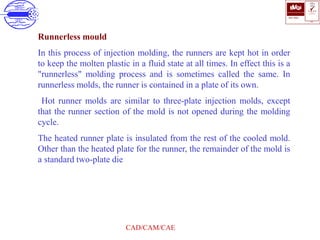
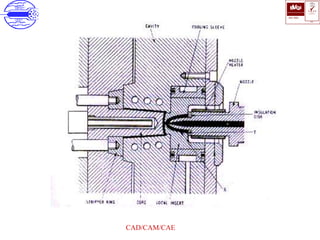
2. It provides details on the construction and functioning of each mold type, specifically how they are designed to handle components with features like undercuts, multiple cavities, and integrated runners and sprues.
3. The advantages and disadvantages of each mold configuration are outlined, such as their effectiveness for different production needs, material savings, and ease of manufacturing.

![ISO 9001
B U K A S
QUALITY
MANAGEMENT
Qi
006
V
CAD/CAM/CAE
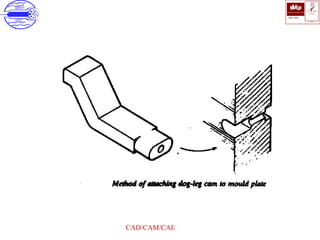
b) Cylindrical cavities:
Increase in radius due to the internal pressure of injected material can
be determined from
γ = (rp / E) [{r2+R2)/(R2-r2) +m)]
γ – Increase of inside radius(cm)
r- Original inside radius(cm)
R- Original outside radius(cm)
m- Poisson’s ratio(0.25 for steel)
p- Cavity pressure, say630kg/cm2](https://image.slidesharecdn.com/typesofmoulds-splitmould-220917095306-689f350f/85/types_of_moulds-split_mould-ppt-49-320.jpg)
![ISO 9001
B U K A S
QUALITY
MANAGEMENT
Qi
006
V
CAD/CAM/CAE
Determination of Support Pillar requirements:
W= 8ZS/M; Z= LB2/6; A=W/P
W=permissible load on support plate(kg)
S=permissible working stress(kg/cm2)[840kg/cm2]
M=Distance between supports(cm)
L=Length of support plate(cm)
Z=Section modulus(cm3)
B= Thickness of support plate(cm)
P=Maximum unit pressure on support plate(kg/cm2)[630 kg/cm2]
A= Permissible projected area of molding/impression(cm2)](https://image.slidesharecdn.com/typesofmoulds-splitmould-220917095306-689f350f/85/types_of_moulds-split_mould-ppt-52-320.jpg)