Downloaded 231 times
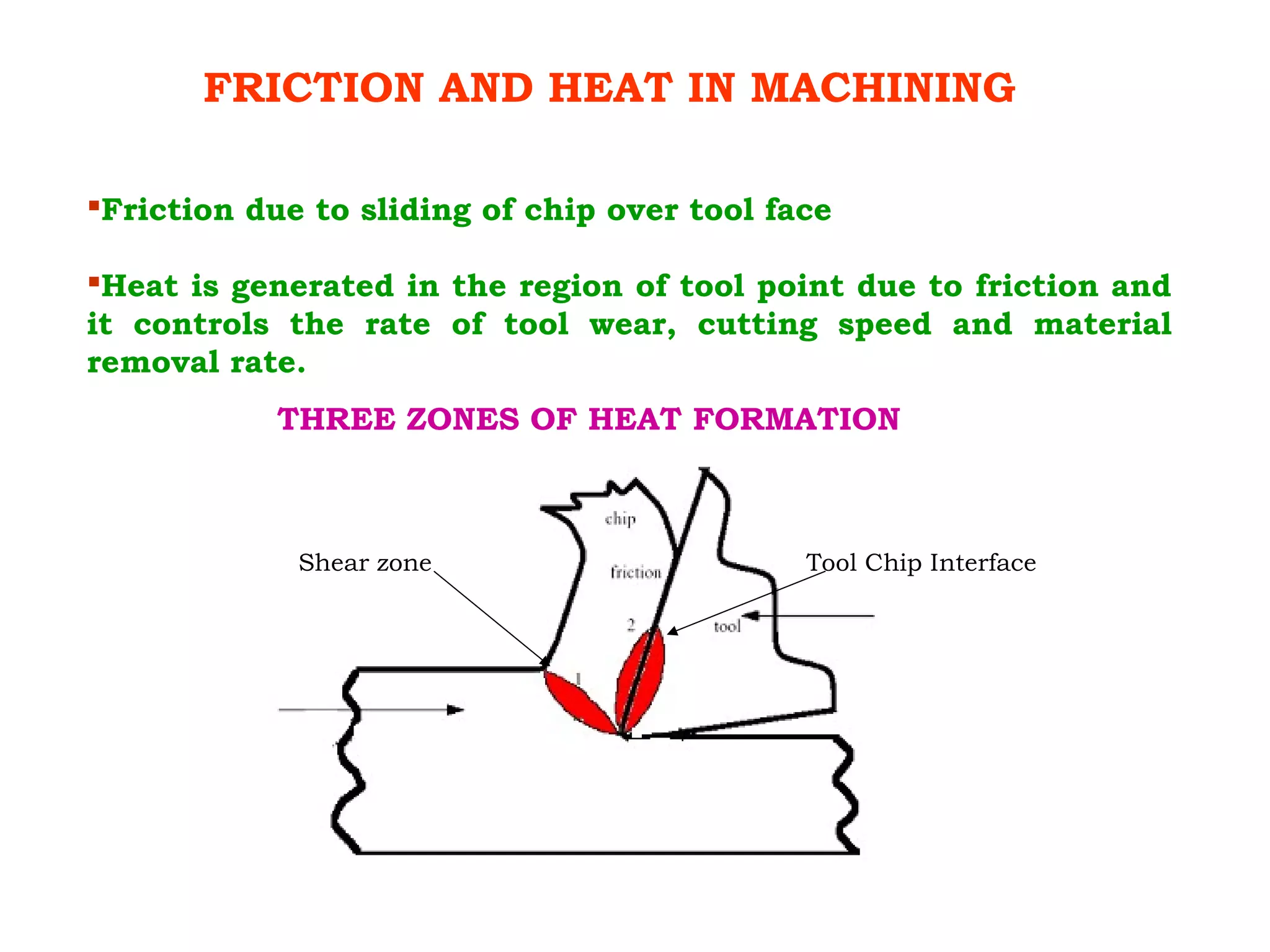
































The document discusses friction and heat generation during machining processes. It states that friction between the chip and tool face generates heat, which controls tool wear rate, cutting speed, and material removal rate. There are three zones of heat formation: the shear zone, tool-chip interface, and tool-work interface. It also discusses tool life models, properties required for cutting tool materials, common coating materials used, and factors that influence the selection of cutting parameters and tools for different materials.






























































































