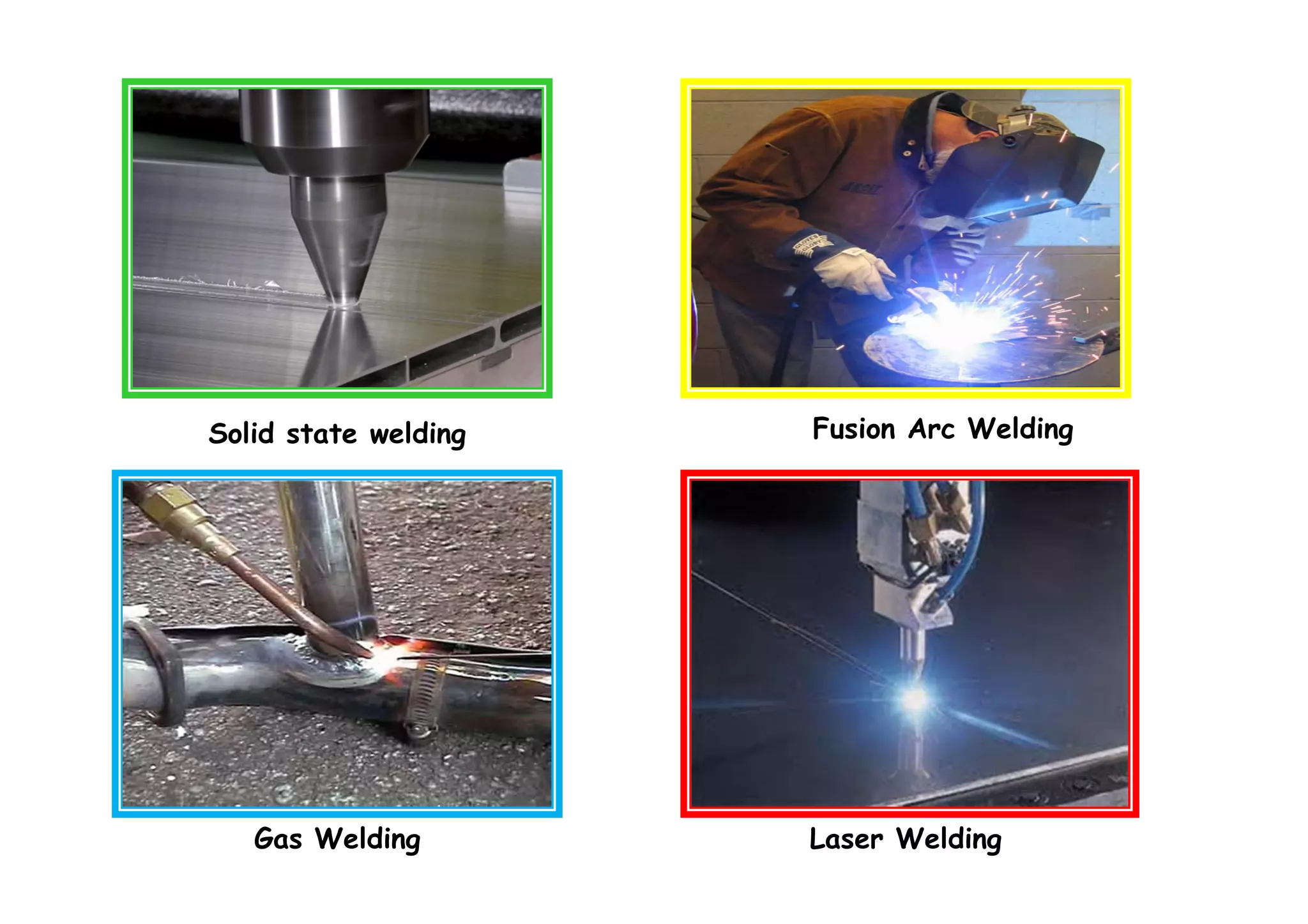
The document provides information on various welding processes and factors related to welding design and quality. It discusses different welding techniques, their typical applications based on production quantities, joint design considerations for minimizing distortion and stresses, non-destructive and destructive testing methods, and common welding defects such as lack of fusion, undercut, porosity, overlap and their causes.