Surface treatment techniques play an important role in improving properties like hardness, wear and corrosion resistance. The document discusses 8 techniques:
1) Mechanical hardening uses impacts to work-harden surfaces and improve fatigue strength. Shot peening is commonly used.
2) Different coating techniques add thin layers, like case hardening which diffuses alternate elements into steel to harden surfaces.
3) Phosphate conversion coatings chemically react phosphoric acid with metal surfaces to form insoluble phosphate layers for corrosion resistance.
4) Chromate conversion coatings provide highly corrosion-resistant surfaces for aluminum.






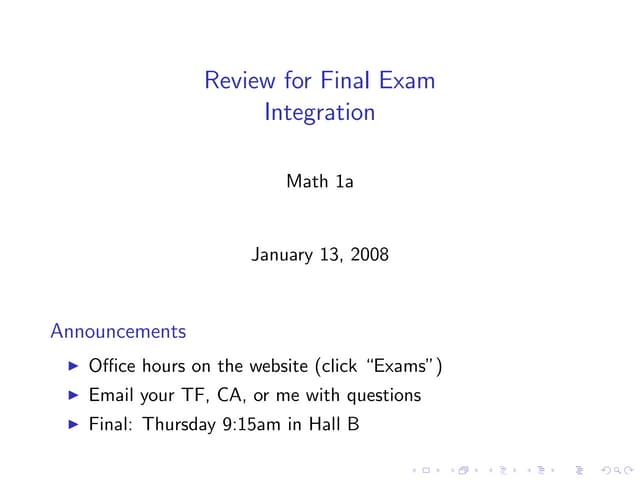
![7. ChemicalVaporDeposition
Chemical Vapor Deposition(CVD) is an atmosphere controlled process
conducted at elevated temperatures (~1925° F) in a CVD reactor. During
this process,thin-film coatings are formed as the result of reactions
between various gaseous phases and the heated surface of substrates
within the CVD reactor.
As differentgases are transported through the reactor, distinct coating
layers are formed on the tooling substrate. For example, TiN is formed as
a result of the following chemical reaction: Titanium carbide (TiC) is
formed as the result of the following chemical reaction.
The final productof these reactions is a hard, wear-resistant coating that
exhibits a chemical and metallurgical bond to the substrate. CVD coatings
provide excellent resistance to the types of wear and galling typically seen
during many metal-forming applications.
8. Thermo reactiveDiffusion
Thermoreactive Diffusion(TD or TRD) is a high temperature coating
process forproducing metal carbides (typically vanadium carbide) on the
surface of a carbon-containing substrate.
This is a multi-stage coating processwhich utilizes a pre-heat cycle, a
coating segment,ultra-sonic cleaning, heat-treating, and post-coating
polishing. The coating segmentis performed in a molten bath [typically
consisting of a solute (Borax), a metal source,and a reducing agent]:
carbide-forming compounds inthe bath react with carbon in the substrate](https://image.slidesharecdn.com/surfacetreatment-150509134545-lva1-app6891/75/Surface-treatment-technologies-10-2048.jpg)




















































![Thin_Film_Technology_introduction[1]](https://cdn.slidesharecdn.com/ss_thumbnails/1b4496c8-2102-411b-8465-a3dd3f398327-150205034538-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)
































