
More Related Content
What's hot
What's hot (20)
Similar to Surface Coating.pptx
Similar to Surface Coating.pptx (20)
Recently uploaded
Recently uploaded (20)
Surface Coating.pptx
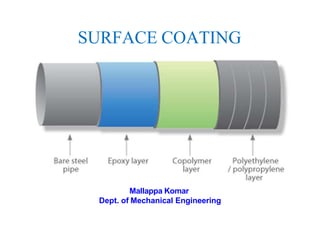
- 1. SURFACE COATING Mallappa Komar Dept. of Mechanical Engineering
- 2. Corrosion is defined as the deterioration of a material, usually a metal, because of a reaction with its environment.
- 3. Corrosion is: A natural phenomenon that occurs over time. An electrochemical reaction (on metals) Happens at different rates with different metalsand in different environments
- 4. If we expose iron or steel to air and water we can expect to see rust form in a short time, showing the familiar color of red-brown iron oxide. Depending on the environment the rust may develop in minutes.
- 8. With other metals such as copper, brass, zinc, aluminum, and stainless steel we can expect corrosion to take place, but it might take longer to develop.
- 9. One reason for the reduction of the corrosion rate with these metals is the potential formation of metallic oxides of copper, zinc, aluminum, and chromium.
- 10. Unfortunately ordinary iron or steel does not form this protective layer, so must be separated from the environment by some other means. Generally protective coatings are utilized for this purpose.
- 11. Coating A coating is a covering that is applied to the surface of an object, usually referred to as the substrate. The purpose of applying the coating may be decorative, functional, or both. The coating itself may be an all-over coating, completely covering the substrate, or it may only cover parts of the substrate. An example of all of these types of coating is a product label on many drinks bottles- one side has an all-over functional coating (the adhesive) and the other side has one or more decorative coatings in an appropriate pattern (the printing) to form the words and images.
- 12. Functions of coatings • Adhesive – • adhesive tape, pressure-sensitive labels, iron- on fabric • Changing adhesion properties • Non-stick PTFE coated- cooking pans • Release coatings e.g. silicone-coated release liners for many self-adhesive products • primers encourage subsequent coatings to adhere well (also sometimes have anti-corrosive properties)
- 13. Optical coatings • Reflective coatings for mirrors • Anti-reflective coatings e.g. on spectacles • UV- absorbent coatings for protection of eyes or increasing the life of the substrate • Tinted as used in some coloured lighting, tinted glazing, or sunglasses • Catalytic e.g. some self-cleaning glass • Light-sensitive as previously used to make photographic film
- 14. Protective • Most paints are to some extent protecting the substrate • Hard anti-scratch coating on plastics and other materials e.g. of titanium nitride to reduce scratching, improve wear resistance, etc. • Anti-corrosion • Underbody sealant for cars • Many plating products • Waterproof fabric and waterproof paper • antimicrobial surface • Magnetic properties such as for magnetic media like cassette tapes, floppy disks, and some mass transit tickets
- 15. Coating processes Coatings Conversion Coatings (oxidation, anodizing) Thermal Coatings (carburizing – flame spraying) Metal Coatings (electrochemical, electroless) Deposition Physical Vapor Deposition Chemical Vapor Deposition Organic
- 16. CHEMICAL CONVERSATION COATINGS OR SURFACE CONVERSATION COATINGS These coatings are produced on the surface of a metal or alloy by chemical or electrochemical reaction. The metal is immersed in a solution of suitable chemical which reacts with the metal surface producing and adherent coating. These coatings protect the base metal from corrosion. Moreover many of these coatings are particularly useful to serve as excellent bases for the application of paints, enamels and other protective coatings. The most commonly used surface conversion coatings are chromate coatings, phosphate coatings and chemical oxide coatings.
- 17. Conversion Coatings • Oxidation • Phosphate Coatings • Chrome Coatings
- 18. Conversion Coatings - Oxidation • Oxidation – Not all oxides are detrimental – many are tightly adhering leading to passivation and hardening of surface • Al2O3 • Chromium in Stainless steel rapidly corrodes to passivate the surface • Gun-bluing – Heat steel to 700 deg F in steam or oil – Blue coating offers some corrosion resistance, but little wear benefit • Chemical Baths – similar in nature to gun-bluing • Black Oxide – chemical application – Typically applied to steel, copper and stainless steel • Anodizing – electrochemical conversion – Usually done to Aluminum – 2-25 m thick typically – Multiple colors possible – Improved Corrosion and Wear Resistance
- 19. These types of coatings are formed on the surface of metals like Fe, Al, Mg etc by treating the base metal with alkaline oxidizing agents like potassium permanganate. This treatment increases the thickness of the original oxide film on the metal, there by increasing the corrosion resistance. Oxide coatings form a good base for paints. These oxide coatings have got only poor corrosion resistance. However, for better protection the thickness of the oxide film can be increased 100 to 1000 times by electrolytic oxidation or anodisation. Chemical Oxide Coatings
- 20. • Anodised coatings are generally produced on non – ferrous metals like Al, Zn, Mg and their alloys by anodic oxidation process. • In this process, the base metal is made as anode and the cathode is an inert electrode like graphite. • The electrolytic bath is usually of H2 SO4 , chromic acid, boric acid, phosphoric acid, oxalic acid etc • The base metal to be anodized is suspended from the anode. • The process is carried out by passing a moderate direct current through the electrolytic bath. • As the anodized coatings are somewhat thicker than the natural oxide film and they posses improved resistance to corrosion. A -Anodisation or Anodised Coatings
- 21. • Anodizing on Al has gained considerable commercial importance. • Al coated surface require oxidation to convert the metal to its inert oxide. • Anodising on Al is carried out by an electrolytic process.
- 23. The O2 evolved at the anode oxides the outer layer of Al to the oxide film, Al2O3. The oxide film initially very thin, grows from the metal surface outwards and increases in thickness as oxidation continues at Al anode. The outer part of the oxide film formed is porous and to reduce porosity, the article after electrolysis is kept immersed in a boiling water bath. This treatment changes porous alumina into its monohydrate (Al2O3.H2O) which occupies more, volume, thereby the pores are sealed. 4 Al + 3 O2 Al2O3 Al2O3 + H2 O Al2O3.H2O Anodized coatings may be coloured with organic dyes and inorganic pigments to give decorative effects.
- 24. Conversion Coatings – Phosphate Coating • Immersion in a Zn-P bath with Phosphoric acid causes growth of a crystalline zinc phosphate layer – Iron, Zinc or Manganese Phosphate layer formed • Typically applied to C-steel, low alloy steel and cast irons – Sometimes applied to Zinc, Cadmium, Aluminum and Tin • Typically very thin ~ 2.5 m
- 25. • These are produced by the chemical reaction of base metal with aqueous solution of phosphoric acid and a phosphate of Fe, Mn or Zn. • The reaction results in the formation of a surface film consisting of phosphate of a surface film consisting of phosphates of the metal. • These coatings are usually applied by immersing or spraying or brushing. These coating do not give complete corrosion resistance but can serve as base for painting. • These are applied on metals like Fe, Zn, Cd, Al and Sn. Phosphate coating
- 26. Conversion Coatings – Chrome Coating • Food cans • Immersion in a chromic acid bath (pH ~ 1.8) with other chemicals to coat surface • Known carcinogen chemicals used, so alternatives are currently under research – Molybdate chemicals currently best subsititute for aluminum coatings • Very good to minimize atmospheric corrosion – Many household goods – screws, hinges (yellow brown appearance) • Typically very thin < 2.5 m
- 27. • There are produced by the immersion of the article in a bath of acidic potassium chromate followed by immersion in a bath of neutral chromate solution. • The surface film consisting of a mixture of trivals and hexavalent Cr is formed. • Chromate coatings possess more corrosion resistance and can also be used as a base for paints. These are applied on Zu, Cd, Mg and Al Chromate Coatings
- 28. • Aircraft parts, refrigerators, reflectors, machine parts etc are anodized by this method Al articles used as doors, windows, showcase household utensils are panels & anodized by this method. Applications
- 29. Thermal Treatments • Surface Heat Treatment • Diffusion Coating • Hot-Dip Coatings • Weld Overlay Coatings
- 30. Thermal Treatments – Surface Heat Treatment • Basic concept is to heat the surface to austenitic range, then quench it to form surface martensite - workpiece is steel • Heating Methods – Flame Treatment – Induction Heating • Copper coil wraps around part to heat by induction – Electron Beam or Laser Beam Hardening • Typically heat small area and allow the bulk solid heat capacity to quench the small heated area
- 31. Thermal Treatments – Diffusion Coating • With low carbon steel, the surface can be enriched by diffusion of C or N into surface • Carburizing – Heat steel to austenitic range (850-950 ºC) in a carbon rich environment, then quench and temper • Nitriding – Nitrogen diffusion into steels occurs around 500-560 ºC to form a thin hard surface – Good for Cr, V,W,and Mo steels. Will embrittle surface of Aluminum. • Metal Diffusion – Chromizing – Chromium diffuses into surface to form corrosion resistant layer. • Take care with carbon steels as surface will decarburize – Aluminizing – Used to increase the high temperature corrosion resistance of steels and superalloys
- 32. Thermal Treatments – Hot-Dip Coatings • These coatings are used for corrosion protection • Galvanizing – Parts are dipped into a molten zinc bath • Galv-annealing – Galvanized parts are then heat treated to ~500 ºC to form Fe-Zn inter- metallic • Used for metals that need spot welded to protect copper electrode from alloying with zinc and reducing its life • Zn-Al Coatings – Gives a different corrosion protect and a more lustrous appearance (can greatly reduce spangles easily observed on galvanized parts) • Aluminum Coatings – Alloyed with Si – Coatings used on steel for high temperature applications that need a lustrous appearance • Example – Automobile exhaust
- 33. Thermal Treatments – Weld Overlay coatings • Typically used to improve wear resistance by creating a hard surface over a tough bulk body • Hard Facing – Weld buildup of parts – alloy composition controls final properties – Examples – cutting tools, rock drills, cutting blades – Cladding of material for corrosion resistance • Thermal spraying – Molten particle deposition – a stream of molten metal particles are deposited on the substrate surface – Major difference from hard facing is that the surface of the substrate is not subjected to welding. Instead it just undergoes a bonding process with the molten particles.
- 34. Metal Coatings • Electroplating • Electroless Coatings • Metallizing of Plastics and Ceramics
- 35. Metal Coatings - Electroplating • Used to increase wear and corrosion resistance • Electrochemical process used to create a thin coating bonding to substrate • Process is slow so coating thickness can be closely controlled (10-500 m) • Applications – Tin and Zinc are deposited on steel for further working – Zinc and Cadmium are deposited on parts for corrosion resistance (Cadmium is toxic and can not be used for food applications) – Copper is deposited for electrical contacts – Nickel for corrosion resistance – Chromium can be used to impart wear resistance to dies and reduce adhesion to workpieces such as aluminum or zinc – Precious metals for decoration or electronic devices
- 36. Metal Coatings – Electroless Coatings • Part is submerged into an aqueous bath filled with metal salts, reducing agents and catalysts – Catalysts reduce metal to ions to form the coating • Excellent for complex geometries as deposition is uniform across surface regardless of geometry (except very sharp corners (0.4 mm radii))
- 37. Metal Coatings -Electroless Nickel Plating • Has the appearance of stainless steel • Autocatalytic immersion process • Key characteristics: – Heat treatable coating (to 68 Rc) very hard – Non-porous – Corrosion resistant – .001” thick typical – Withstand load to 45 ksi • Can be applied to: – steel and stainless steel, iron, aluminum, titanium, magnesium, copper, brass, bronze, and nickel
- 38. Electroless Nickel vs. Chrome Plating ELECTROLESS NICKEL HARD CHROME METAL DISTRIBUTION VERY GOOD POOR CORROSION RESISTANCE 1,000 HOURS ASTM B117 400 HOURS ASTM B117 HARDNESS: AS DEPOSITED HEAT TREAT 48-52 Rc 70 Rc 64-69 Rc 48-52 Rc MELTING POINT 1800oF 2900oF WEAR RESISTANCE GOOD VERY GOOD CO-EFFICIENT OF FRICTION: DYNAMIC STATIC 0.19 0.20 0.16 0.17 DUCTILITY 1-2% Very Low Almost 0 EFFLUENT COST RELATIVELY LOW HIGH DEPOSITION RATE (PER HOUR PER HOUR) .0002 - .0003 .001 - .002 EFFECTIVE OF HYDROGEN EMBRITTLEMENT ON PLATED COMPONENTS FAIR/NOT SERIOUS USUALLY SERIOUS
- 39. Metal Coatings – Metallizing of Plastics and Ceramics • Poor adhesion is the major challenge (As in all coating processes, however it is more challenging in this case.) • Applications – Decorative (plumbing fixtures, automotive parts), reflectivity (headlights), electrical conduction (electronic touchpads), and EMF shielding
- 40. Vapor Deposition • Physical Vapor Deposition (PVD) – Thermal PVD – Sputter Deposition – Ion plating • Chemical Vapor Deposition (CVD)
- 41. Physical Vapor Deposition – Thermal PVD • Thermal PVD – also called Vacuum Deposition – Coating material (typically metal) is evaporated by melting in a vacuum – Substrate is usually heated for better bonding – Deposition rate is increased though the use of a DC current (substrate is the anode so it attracts the coating material) – Thin ~0.5 m to as thick as 1 mm.
- 42. Physical Vapor Deposition – Sputter Deposition • Vacuum chamber is usually backfilled with Ar gas • Chamber has high DC voltage (2,000-6,000 V) • The Ar becomes a plasma and is used to target the deposition material. The impact dislodges atoms from the surface (sputtering), which are then deposited on the substrate anode • If the chamber is full of oxygen instead of Ar, then the sputtered atoms will oxidize immediately and an oxide will deposit (called reactive sputtering)
- 43. Physical Vapor Deposition – Ion Plating • Combination of thermal PVD and sputtering • Higher rate of evaporation and deposition • TiN coating is made this way (Ar-N2 atmosphere) – The gold looking coating on many cutting tools to decrease the friction, increase the hardness and wear resistance
- 44. Chemical Vapor Deposition • Deposition of a compound (or element) produced by a vapor-phase reduction between a reactive element and gas – Produces by-products that must be removed from the process as well • Process typically done at elevated temps (~900ºC) – Coating will crack upon cooling if large difference in thermal coefficients of expansion – Plasma CVD done at 300-700ºC (reaction is activated by plasma) • Typical for tool coatings • Applications – Diamond Coating, Carburizing, Nitriding, Chromizing, Aluminizing and Siliconizing processes – Semiconductor manufacturing
- 45. Organic Coatings - paint • Enamels – Form film primarily by solvent evaporation – 30 % Volatile Organic Content (VOC) • Lacquers – solvent evaporation • Water-base paints – water evaporation, therefore much better • Powder Coating – superior – more detail to follow
- 46. Powder Coating • Fully formulated paint ground into a fine powder • Powder is sprayed onto part, retained by static electricity • Heat cured onto part • Can virtually eliminate VOCs
- 47. Teflon and dry lubricant coatings • Sprayed, dipped or tumbled to coat, followed by heating to bond • Key characteristics: – Low friction coefficient (0.02 – 0.08) – Can sustain load of 250 ksi
- 48. Contents: Protective coatings: Surface preparation for metallic Coatings Solvent cleaning Acid pickling Alkali cleaning Sand blasting Electro plating One example with explanation
- 49. Protective coatings An important method for protecting a metal from corrosion is to apply a protective coating. The protective coatings may be of metal, inorganic or organic. The coated surface isolates the metal from the corroding medium. The coating applied must be chemically inert towards the environment.
- 50. Protective Coating Surface preparation for Coating: 1. Cleaning: To prepare for suitable condition Removing contaminants to prevent detrimental reaction product - E.g. de-greasing, sand blasting, vapour degreasing, pickling and alkaline cleaning. 2. Solvent Cleaning: Must be non-inflammable and nontoxic. Trichloro trifluoroethane which has low toxicity are costlier. Vapour de-greasing is economical and advantageous because of continuous cleaning with small quantities of solvent.
- 51. 3. Electrolyte Pickling: Provides better and rapid cleaning by increasing hydrogen evolution resulting in agitation and blasting action. Sand blasting is mechanical cleaning. 4. Alkaline Cleaning: Cheaper and less hazardous. Used in conjunction with surface active (wetting) agent. Ability depends on pH, rapidly decreases below 8.5. Other abilities are rinsability, detergent properties, sequestering, wetting etc
- 52. 5. Acid Cleaning Acid such as HCl, H2SO4, H3PO4 is very effective. 5-10% H2SO4 and HCl used to remove inorganic contaminants. Pickling are performed at high temp. (60 ̊C). It is effective for removal of grease, oil , dirt and rust.
- 53. • Metallic coatings are mostly applied on Iron and steel because these are cheap and used construction commonly materials. There are two types of metallic coatings. Metallic Coatings
- 54. • The base metal which is to be protected is coated with a more anodic metal for eg. Coatings of Zn, Al and electrode potentials are lower Cd steel are anodic because their than that of the base metal ie. Fe. i. Anodic coatings
- 55. • It is obtained by coating a more inert metal having higher electrode potential. Than the base metal. Eg. Coating of Sn, Cr, Ni on Fe surface. • The coating should be continuous and free from pores and cracks. • These coating metals usually have higher corrosion resistance than the base metal. ii. Cathodic Coatings
- 56. METHODS OF APPLICATION OF METALLIC COATING
- 57. • It is used for producing a coating of low melting metal such as Zn, Sn, Ph, Al etc on relatively higher melting metals such as iron, steel, copper etc. • This is done by immersing the base metal covered by a layer of molten flux. • The flux is used to keep the base metal surface clean and also to prevent oxidation of the molten metal. • Most widely used hot dipping methods are : (i) galvanization and (ii) tinning 1. Hot Dipping
- 58. • It is the process of coating Zn over iron or steel sheet by immersing it in molten Zn. The procedure involves the following stages. • The iron or steel article is first cleaned by pickling with dil H2So4 for 15 – 20 min. at 60 – 900C in an acid bath. • This treatment also removes any oxide layer present on the surface of the metal. a. Galvanization
- 59. a. Galvanization • The article is then washed with water in a washing bath & dried in a drying chamber. ⚫It is then passed through a pair of hot rollers to remove excess of Zn and to get uniform thickness for coating. ⚫Then it is annealed at about 6500C & cooled slowly. ⚫In the case of Zn coating even if the protecting layer has cracks on it, iron being cathodic does not get corroded.
- 60. ⚫It is then dipped in a bath of molten Zn kept at 425 – 4350C. ⚫The Surface of the bath is covered with NH4Cl flux to prevent oxide formation. ⚫The article gets coated with a thin layer of Zn. a. Galvanization
- 61. Applications This method is widely used for protection of Fe from atmospheric corrosion in the form of articles like roofing sheets, wires, pipes, nails, screws, tubes etc. It is to be noted that galvanized utensils should not come in contact with acids.
- 62. • It is an eg. For cathodic coatings. It is the process of coating of Sn over Fe or steel articles by immersing it in molten Sn. • The process consists in Ist treating the iron sheet with dil H2So4 to remove any oxide film. • After this it is passed through a bath of ZnCl2 flux which helps the molten Sn to adhere to the metal sheet. • • Next the sheet passes through palm oil which prevents through a pair of hot rollers to remove excess of Sn & produce uniform thickness for Sn coating. ii. Tinning
- 63. • Tinning is widely used for coating steel, Cu and brass sheets which are used for making containers for storing food studs, oils, kerosene & packing food materials. • Tinned Cu sheets are used for making cooking utensils & refrigeration equipments. Applications
- 64. In this process, a thick homogeneous layer of coating metal is bonded firmly & permanently to the base metal on one or both the sides. This method enhances corrosion resistance. The choice of cladding material depends on the corrosion resistance required for any particular environment. 2. Metal Cladding
- 65. Nearly all existing corrosion resisting metals like Ni, Cu, Al, Ag, Pt and alloys like stainless steel, Ni alloys, Cu alloys can be used as cladding materials. Cladding can be done by different means. a. Fusing cladding material over the base b. Welding metal. c. Rolling sheets of cladding material over base metal. 2. Metal Cladding
- 66. ⚫In this process, the coating metal in the molten state is sprayed on the previously cleaned base metal with the help of a sprayer. ⚫The sprayer coatings are continuous but somewhat porous a sealer – oil is applied on such a coating to provide a smooth surface. ⚫However, adhesion strength of metallic spraying is usually lesser that obtained by hot dipping or electroplating. ⚫It is therefore essential to have a cleaned metal surface. Spraying can be applied by the following two techniques. 3.Metal spraying
- 67. • In this method, the coating metal in the form of thin wire is melted by an oxy – acetylene flame and vaporized by a blast of compressed air. • The coating metal adheres to the base metal. Al is coated on aircraft steel parts using this techniques. i. Wire – gun method
- 68. • In this method, the coating metal is supplied in the form of tine powder which is converted in to a cloud of molten globules by a blower and are adsorbed on the base metal surface. ii Powder – metal method
- 69. frequently applied industrial method ⚫it is probably the most important and most of producing metallic coatings. ⚫Electroplating is carried out by a process called electrolysis. ⚫Thus in this process, the coating metal is deposited on the base metal by passing direct current through an electrolyte containing the soluble salt of the coating metal. ⚫The base metal to be electroplated is made the cathode of the electrolytic cell whereas the anode is either made of the coating metal itself or an inert material of good electrical conductivity like graphic. 4. Electroplating or Electrodeposition
- 70. ©2010 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 4/e Electroplating
- 71. • For electroplating of Ni, NiSO4 and NiCl2 are used as the electrolyte. • For electroplating of Cr, chromic acid is used as the electrolyte. • For Au plating, AuCl3 solution is taken as the electrolyte. • For Cu plating CuSO4 solution is used as the electrolyte. • In silver plating, AgNO3 solution is used as the electrolyte.
- 72. Contents: Chemical conversion coatings: anodizing, phosphating and chromate coating.
- 73. b. VITREOUS COATINGS OR CEREMIC PROTECTIVE COATINGS • Ceramic protective coatings can be broadly divided into vitreous enamel coatings and pure ceramic coatings. These coatings have the following advantages. 1.They posses high refractoriness and inertness 2. They are wear resistant & easily be cleaned 3. They are glossy in appearance 4. They are good thermal & electrical insulators
- 74. Vitreous enamels are defined as glossy inorganic composition that can adhere to metals by fusion and protect them from corrosion, abrasion, oxidation and high temperature. Vitreous enamel coatings consists of a ceramic mixture of refractories and large proportion of fluxes. These coatings are usually applied on steel and cast iron equipments. The raw materials used for the vitreous coatings are the following.
- 75. Vitreous coatings 1. Refractories like quartz (SiO2), clay etc. 2. Fluxes like borax (Sodium tetra borate Na2B4O7), cryolite (Na3AlF6) (Sodium alumino fluoride), Soda ash (anhydrous sodium carbonate Na2CO3) etc. 3. Opacifiers like TiO2, SnO2 , Al2O3 etc 4. Pigments like metallic oxides organic dyes etc 5. Floating agents like plastic, clay, gum etc 6. Electrolytes like MgSO 4, MgCO 3, Na2Co3 etc.