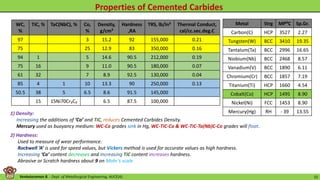
The document discusses the production and processing of cemented carbide components, specifically focusing on tungsten carbide (WC), titanium carbide (TiC), and tantalum carbide (TaC). It details the various synthesis methods, carburization processes, and sintering practices, emphasizing the importance of controlling carbon content for achieving desired material properties such as hardness and thermal conductivity. Additionally, it outlines the effects of different compositions on mechanical performance and the challenges associated with impurities and porosity during manufacturing.

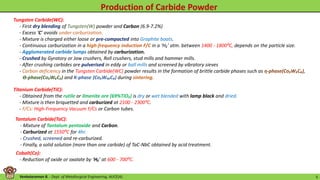
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 3
Tungsten Titania Tantalum Pentoxide Cobalt Oxide
Mixed with Carbon Mixed with Carbon & Briquetted Mixed with Carbon Reduction in H₂
Carburized Carburized Carburized
WC Powder TiC Powder TaC Powder Co Powder
Carbide Solid Solutions Screened
Crushed & Screened
Ball Mill(Wet)
Filtered
Dried
Re-Reduced
Screened
Lubricant added
Pressing
Pressing into final shape Pre-sintering in H2
Shaping by cutting & Grinding
Final Sintering in H2
Sintered Cemented Carbide Components
Inspection & Control Finished Product
[1, 3]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-3-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 4
These compounds are produced from either the Wolframite[(Fe,Mn)WO₄] or
Scheelite (CaWo₄) ores.
i) Most Carbide producers purchase Tungsten Trioxide, Tungsten acid or
Ammonium Para-tungstate from Chemical industry and reduce them.
ii) Purchase Tungsten powder directly.
2) Reaction of metal oxide with Carbon:
- Used for Titanium and Tantalum
- final Carbon content is difficult due to combination of reduction and
carburization reactions.
- necessitating crushing and re-carburization.
1) Direct reaction of the metal with Carbon:
- used for Tungsten and Molybdenum.
- Close control of ‘C’ is easily attained.
- expensive.
MO + H₂ = M + H₂O
MO + CO = M + CO₂
Tungsten Carbide(WC) is produced by the carburization of metallic Tungsten powders prepared by the reduction
of Tungsten Trioxide(WO₃), Tungsten acid (H₂WO₄), Ammonium Para-tungstate [5(NH₄) ₂ 0.12WO₃.xH₂O, where
x=5 for transparent laminated plates and x=11 for white acicular needles].
Reduction of Tungsten compound:
Furnaces used: Continuous electrically or gas-heated, push type furnaces.
Rotary F/Cs: Production of very fine Tungsten powders.
In which oxide, Tungsten acid or Ammonium Para-tungstate is spread into
thin layers in Ni boats and moved through the F/C in the direction opposite
to ‘H₂’ flow at 800-1100⁰C.](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-4-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 6
The particle size of the Tungsten powder produced depends upon:
Particle size of the original compounds or oxide.
Reduction temperature.
Water content of the H₂.
Speed of H₂ flow.
Reduction time.
Rate of passage of oxide through the furnace.
Depth of the oxide bed.
[4]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-6-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 8
Vacuum filtration or centrifugal treatment: Removal of liquid agent.
Drying and reduction treatment.
Sieving: removes agglomerates, flakes, impurities.
Addition of Lubricants (5 -10%): Paraffin wax dissolved in gasoline, alcohol, glycol solution.
Cold Pressing & Shaping: 70 – 100MPa.
Green density: 55 – 60% as of sintered density.
Hydraulic press: Blocks or plates, Intricate shapes (milling, slitting, turning, boring, surface
grinding)
Hot Isostatic pressing
About 1300 - 1350⁰C depends on ‘Co’,
in ‘Ar’ atm ‘C’ dies, 100 - 150MPa.
Produces high density, fine grain structure and
pore free parts.
[5]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-8-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 9
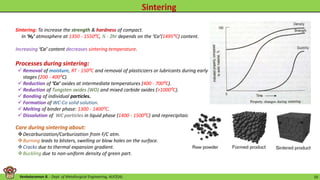
Sintering practice
Zone1: Burn off/Pre-heat.
The green compacts entering in this zone, are heated slowly so as to
avoid rapid heating which may result in the expansion of entrapped air
and lubricants.
Zone2: High temperature sintering zone.
The sintering temperature & time depends on the material, particle size
and shape.
Zone3: Cooling zone.
i) A short insulated cooling zone, which allows the sintered parts to be
cooled slowly in order to avoid thermal stresses.
ii) Relatively longer water-jacketed cooling zone, to cool the sintered
parts without exposure to air to prevent oxidation.
Heat treatment: 400 - 650⁰C to remove the lubricant by volatilisation.
Pre-Sintering: 900 - 1150⁰C in ‘H₂’ atm. for 30min. Only solid state
(negligible shrinkage)
[2]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-9-320.jpg)

![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 12
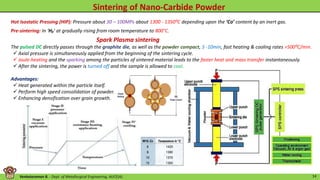
CONVENTIONAL PRODUCTION OF ULTRAFINE WC POWDER
Ultrafine tungsten powders are made up of extremely fine metal grains of about 20-50nm obtained by the ‘H₂’ reduction of
the Tungsten oxides have a pseudo orphic (sponge-like) appearance in the oxide raw material.
The carburization of the ultrafine tungsten carbide powders is carried out at low temperatures, around 1200-1450°C, in order to
restrict severe particle coarsening during the W => WC transition, limit lies in the range of 50-150nm.
THE SPRAY CONVERSION PROCESS (SCP)
The SCP has been under development by Nanodyne since 1992.
The essential process comprises of three unit operations namely:
1) An aqueous solution mixing operation, in which the final composition of
the powder is established;
2) A spray drying operation, which converts the aqueous precursor solution
to an easily fluidized solid solution powder having good flow
characteristics;
3) A gas/solid reaction operation that converts the solid powder solution to
nanostructured WC-Co powder in a high temperature fluid bed reactor.
[6]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-12-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 13
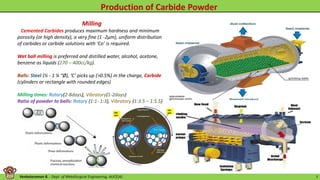
MILLING
During the course of milling stresses are induced in the Tungsten carbide(WC) grains and the cobalt(Co) phase changes from a
predominantly cubic to a hexagonal close packed structure.
Shorter milling times can also result in inhomogeneous mixing which leads to discontinuous grain growth.
Longer milling times result in increase coercivity and hardness.
High Energy Ball Milling:
Balls: Stainless steels, Tungsten Carbide (WC, expensive)
Milling atms: (Ar, air, N) or vacuum. N – may react with ground powders to form
interstitial solid solutions or nitrides.
Ball-to-Powder ratio: 10:1 – 20:1
Extent of Container filling: 50% max.
Hard milling: 10mmɸ balls
Soft milling: 3mmɸ balls
Milling speed: 200 – 300rpm.
Milling time: ½ hr, 1hr, 2hr, 4hr, 8hr, 24hr ….
Dry milling: Extended solid solutions.
Wet milling: Cold welding of nano particles.
Contamination: As negligible.
Mill about 10-20 g of the powder speed (500 - 1000 rpm) of the clamp motion, the ball velocities are high (on the order of 5 m s-1)[4][6]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-13-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 16
Crack geometry indentation for hard metal, Palmqvist profile outlined with dotted.
Vickers hardness indentation on the surface of a sample
The hardness of cemented carbide: 1000 - 2000HV
by changing cobalt(Co) content and WC grain size.
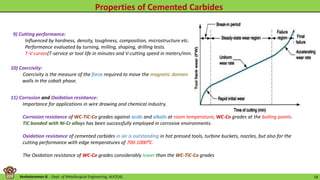
3) Hot Hardness:
Importance for high speed machining.
6%Co grade has hardness of 100VPN at 750⁰C which is higher than that of
High Speed Steel at room temperature.
4) Impact Strength:
A measure of toughness.
WC-Co grades higher impact strength than WC-TiC-Co grades.
[7]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-16-320.jpg)

![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 20
Ref: [AGREN, J., BRANDT, J., HAGLUND, S. and UHRENIUS, B. (1996) Modelling of
solid state sintering of cemented carbides. In: GERMAN, R.M. and MESSING, G.L.,
(eds.). Proceedings of sintering technology, New York, 1996, pp.149-156].
Ref: [R. Spiegler and H. F. Fischmeister, Prediction of crack paths in
WC-Co alloys, Acta metal. Material. 40 (1992) 1653-1661].](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-20-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 21
Ref:[Analysis of the material behaviour of cemented
carbides (WC-Co) in grinding by single grain cutting tests,
F. Klockea, C. Wirtza,*, S. Muellera, P. Mattfelda],
[Laboratory for Machine Tools and Production Engineering
(WZL), RWTH Aachen University, Steinbachstrasse 19, 52074
Aachen, Germany].](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-21-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 24
[11]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-24-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 25
W:C atomic ratio < 1 = carbon precipitates in the form of graphite.
W:C atomic ratio > 1 = brittle η-phase precipitates.
These both phases reduces the Transverse Rupture Strength of the alloy.
[8]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-25-320.jpg)
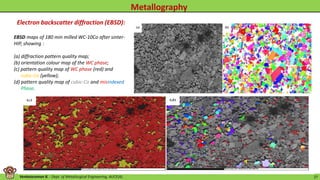
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 28
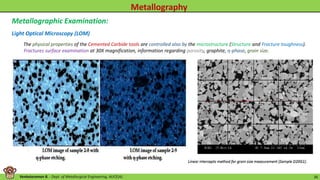
The microstructure is examined 1500X-2000X under electron microscopy to reveal the
carbide grain size, distribution of carbide and binder phase and the presence of
secondary carbide phases.
The microstructure of WC-Co alloy contains only two phases α-phase(WC) and Ƴ-phase
(Co with WC in solid solution).
The α-phase (WC grains) appear as regular shapes such as triangles of trapeziums.
The microstructure of WC-TiC-Co grades, a second carbide phase as β-phase(TiC-WC
solid solution).
Heat tinting electrolytic etching consist in heating the metallographic specimens in air at 400-500⁰C which
leads to colouring of different phases.
After examining the fractured surface, the test piece is ground to flat within 0.025mm, lapped and polished with diamond powder
(replace by Boron Carbide powder as economy).
The polished test piece is etched for 3-4 minutes in a solution of 10%NaOH and K₃Fe(CN)₆ for WC-Co, an electrolytic etching by nitric-
hydrofluoric acid mixture for WC-TiC (TaC, NbC )-Co grades.
Scanning Electron Microscopy:
[1]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-28-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A).
[9]
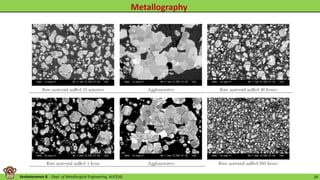
Excess ‘Co’Pores Pores Pores
Pores Pores Pores Non uniform size distribution
30](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-30-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 31
Pores
[9]
Uniform distributionFine distribution
Non uniform size distribution Non uniform size distribution ‘Co’ poolingPores](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-31-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 32
[9]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-32-320.jpg)
![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 33
[9] [10]](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-33-320.jpg)


![Venkataraman B. - Dept. of Metallurgical Engineering, AUCE(A). 02-09- 39
[5] Henderson, R.J., Chandler, H.W., Akisanya, A.R., Barber, H., Moriarty, B. (2000): Finite Element Modelling of Isostatic Pressing. Journal of
the European Ceramic Society, 1121-1128.
[6] Porat eta/., Proc. Euro Powd. Metall. Conf., European Powder Metallurgy Association, Shrewsbury, 101 (1996).
[7] B. Roebuck, et al., Measurement Good Practice Guide No. 20: Mechanical Tests for Hard metals, National Physical Laboratory, 1999.
[8] L. Åkesson, An experimental and Thermodynamic Study of the Co-W-C System In the Temperature Range 1470-1700 K, Science of Hard
Materials, p. 71-82, 1982.
[9] J.D. Kim and S.J.L.Kong. Formation of Grain Boundaries in Liquid phase sintered WC-Co Alloys. Journal of American Ceramic society,
88:500 503, 2005.
[10] V.Kumar, Z.Z.Fang, S.I.Wright, and M.M.Nowell. An analysis of Grain Boundaries and Grain Growth in Cemented Tungsten Carbide using
Orientation Imaging microscopy. Metallurgical and Materials Transactions A,37A:599 607,2006.
[11] Designation and properties of WC-10Co for different WC grain sizes (Richter, Ruthendorf and Drobniewski 1995).
[4] Powder Metallurgy & Nano Composites - HIP, Spark Plasma Sintering, High Energy Ball Milling lectures – 2016 by Dr. Baburao Jinugu,
Professor in the Dept. of Metallurgical Engineering, AUCE(A), Visakhapatnam, India.
[1] Powder Metallurgy – A.K.Sinha, Dhanpat Rai Publications, 2000.
[2] Powder Metallurgy Science, Technology and Applications – P.C.Angelo, R.Subramanian, Prentice Hall India (P) ltd, 2008.
[3] P.Schwartzkopf and R.Kieffer, Cemented Carbides. The MacMillan Company, New York, 1960ed.](https://image.slidesharecdn.com/cementedcarbides-190512091828/85/Cemented-carbides-39-320.jpg)


































































![[Deck] What's New in Spark-Iceberg Integration via DSV2.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/deckwhatsnewinspark-icebergintegrationviadsv2-260210005337-25955b12-thumbnail.jpg?width=640&height=640&fit=bounds)

