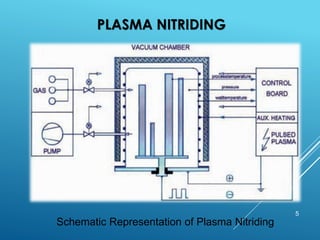
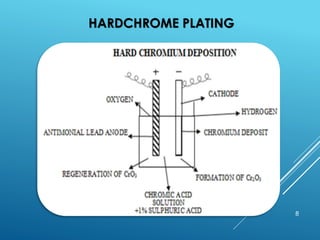
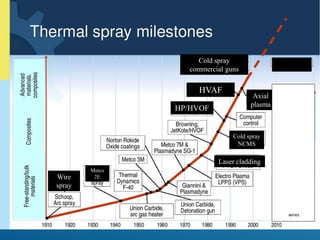
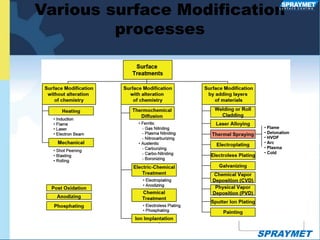
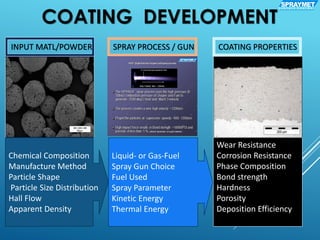
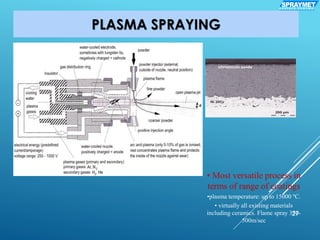
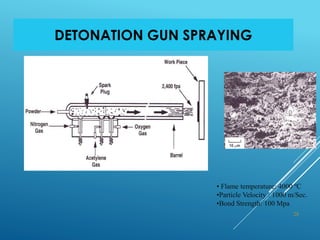
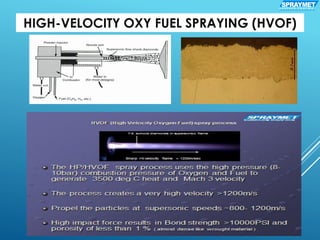
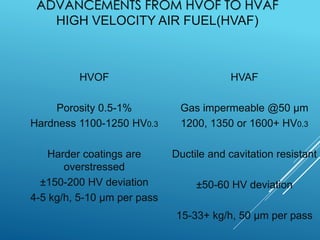
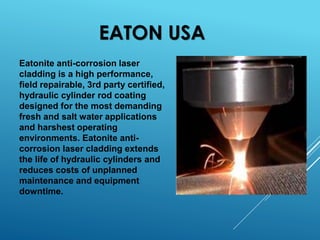
This document provides an overview of various surface coating processes including a timeline of their development. It describes processes such as nitriding, hard chrome plating, electroless nickel plating, physical vapor deposition, chemical vapor deposition, plasma spraying, detonation gun spraying, high-velocity oxy-fuel spraying, and high-velocity air-fuel spraying. It discusses the working mechanisms, advantages, applications and comparison of these different coating techniques. The document aims to outline the key advancements in surface engineering processes for modifying material properties.






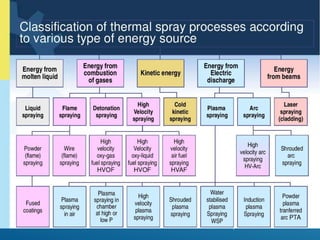























![Thin_Film_Technology_introduction[1]](https://cdn.slidesharecdn.com/ss_thumbnails/1b4496c8-2102-411b-8465-a3dd3f398327-150205034538-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)


































