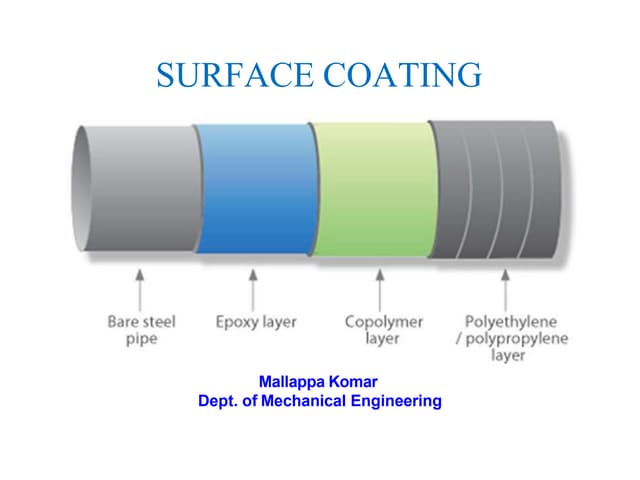
Surface coatings are used to protect metals from corrosion and improve their properties. Common coating methods include conversion coatings like oxidation, phosphatization and chromating which form protective oxide layers. Thermal treatments involve diffusion, carburizing and nitriding to enrich the surface. Metal coatings are applied by electroplating, electroless plating or metallizing. Vapor deposition techniques like PVD and CVD are used to deposit thin, hard coatings. Organic coatings such as paint provide decorative and protective functions. Coatings selection depends on the substrate material and desired properties.