Downloaded 5,422 times

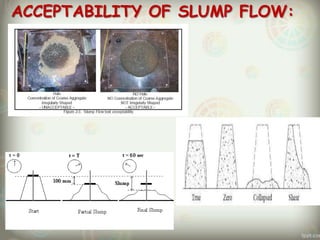



![ACCEPTANCE CRITERIA FOR SCC IN FREE STATE
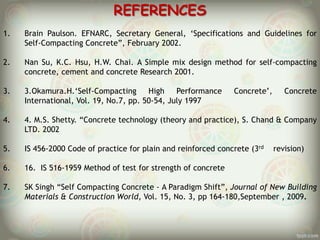
Test Results on Fresh Concrete and Acceptance Criteria for SCC
S. No
Method
1
Slump
Flow
Test
Unit
Water/Cement Ratio
0.23
0.24
0.25
0.26
EFNARC[3]
0.27
Specification
Remarks
SF1: 550-650
mm
655
660
665
680
700
SF2: 660-750
SF2
SF3: 760-850
VS1: T500 ≤ 2
2
T500
sec
3.94
3.88
3.82
3.32
2.50
3
V-Funnel
sec
8.50
8.35
8.10
7.95
6.89
VF1: ≤ 8
4
T5min
sec
11.89
10.92
10.66
10.23
9.95
VF2: 9-25
5
L-Box
h2/h1
0.950
0.959
0.969
6
U-Box
mm
9
7
6
0.975 0.980
5
4
VS2: T500 > 2
PA1: > 0.8
(2 rebars)
PA2: > 0.8
(3 rebars)
0-30 [23]
VS2
VF2
PA2
OK](https://image.slidesharecdn.com/itsfinalppt-140227130236-phpapp01/85/self-compacting-concrete-21-320.jpg)



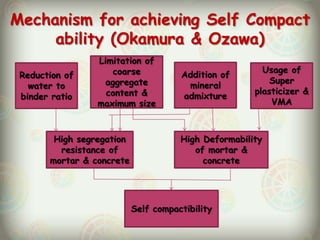
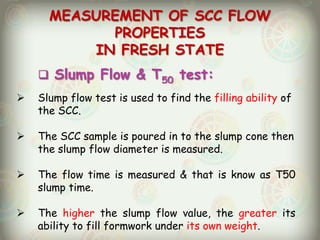
Self-compacting concrete (SCC) was developed in Japan in the 1980s to solve issues with inadequate concrete compaction. SCC is highly flowable under its own weight and fills formwork without vibration. It was pioneered by Professor Hajime Okamura and has seen increasing use globally since 2000. The document discusses the constituents, properties, testing, and advantages of SCC compared to traditional vibrated concrete.

























































































