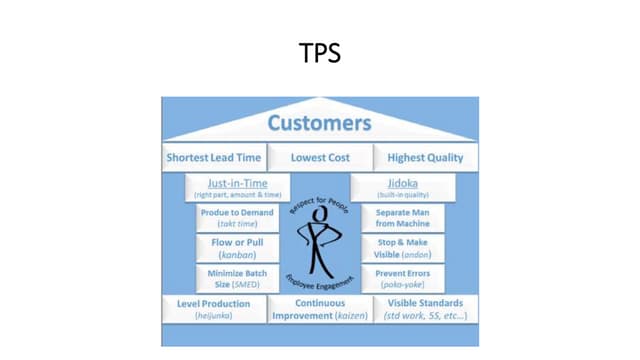


























































This document provides an overview of Toyota's lean manufacturing system known as the Toyota Production System (TPS). It discusses how TPS was developed based on the philosophies of Toyota's founders and leaders like Taiichi Ohno. Key aspects of TPS discussed include just-in-time production using kanban systems, jidoka or built-in quality control, eliminating waste, visual management with 5S, and problem-solving through continuous improvement. The document positions TPS as a holistic management approach focused on eliminating waste and respecting people, not just an inventory reduction technique.




























![The Toyota Way (Toyota Production System) [Operations Management]](https://cdn.slidesharecdn.com/ss_thumbnails/om-150830140656-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)
![Presentation on toyota motors[1]](https://cdn.slidesharecdn.com/ss_thumbnails/presentationontoyotamotors1-110914135400-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)