Downloaded 104 times


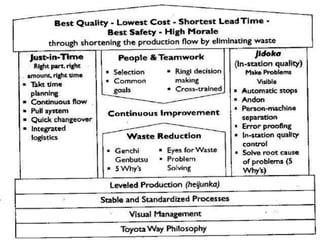


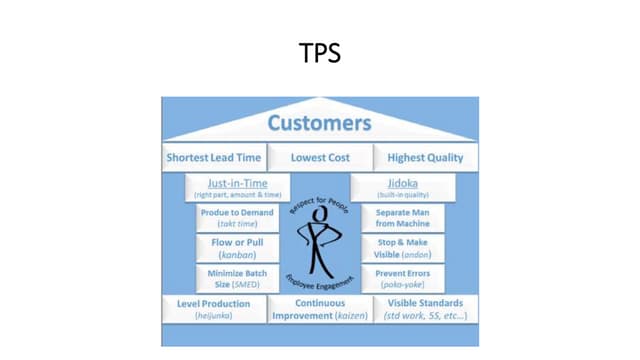
1. The document discusses the history and founding principles of Toyota Motor Corporation. It was founded in 1937 by Kiichiro Toyoda as a spin-off from his father's company, Toyota Industries. 2. Toyota established the Toyota Production System (TPS) based on two concepts - reducing waste to lower costs, and making full use of workers' capabilities. This involved just-in-time production, jidoka, kanban systems, and other lean manufacturing principles. 3. TPS principles like jidoka aimed to stop production whenever a defect was detected, eliminate waste, and give workers more responsibility and autonomy. This improved quality, productivity and respect for humanity in the workplace.




















































































![5G Explained! A High Level Overview [Introduction]](https://cdn.slidesharecdn.com/ss_thumbnails/5gexplainedahighleveloverview-260119165306-cc137a3e-thumbnail.jpg?width=640&height=640&fit=bounds)







