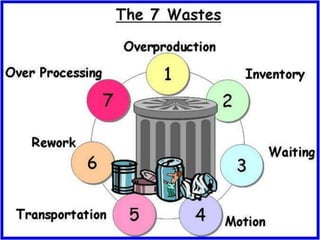
1) The Toyota Production System (TPS) was developed by Taiichi Ohno and others at Toyota to eliminate waste in production.
2) TPS is based on two key concepts: Jidoka, which stops production when quality issues are detected, and Just-in-Time, which produces only what is needed when it is needed.
3) Other aspects of TPS include reducing set-up times, small lot production, employee involvement, quality control, and supplier involvement.













![The Toyota Way (Toyota Production System) [Operations Management]](https://cdn.slidesharecdn.com/ss_thumbnails/om-150830140656-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)



































































