Downloaded 210 times




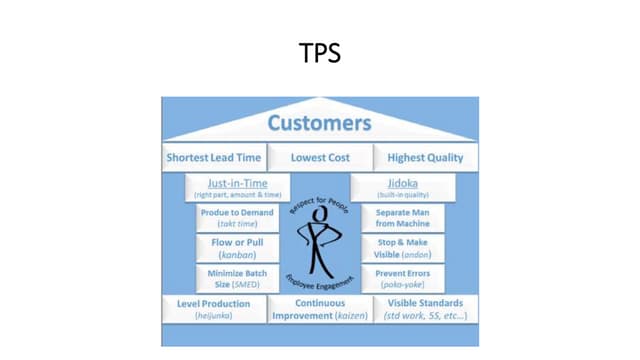
Taiichi Ohno helped develop the Toyota Production System (TPS) while working at Toyota from 1932 to 1975. TPS focuses on eliminating waste and lowering costs through just-in-time production, kanban pull systems, continuous improvement (kaizen), and emphasizing quality (jidoka). This lean manufacturing approach gave Toyota major advantages in flexibility, efficiency, and quality over competitors. By the early 2000s, Toyota became one of the largest and most profitable automakers in the world due largely to the success of its production system.