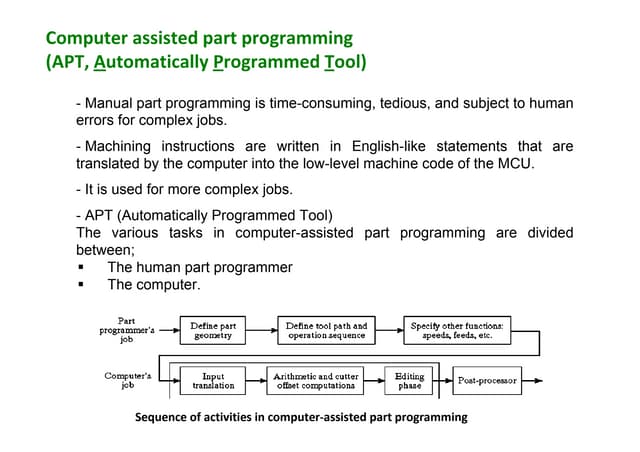
The document discusses CNC machines, flexible manufacturing systems (FMS), and automated guided vehicles (AGVs), outlining their functions and benefits in manufacturing. It details the roles of computer control units and advanced industrial robotics in enhancing production efficiency and flexibility. Additionally, it highlights the evolution towards computer-integrated manufacturing (CIM) that supports rapid responses to customer needs.