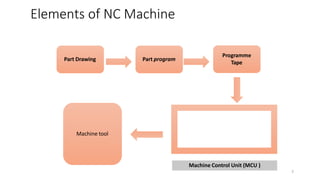
NC machine tools are controlled by programmed instructions without a human operator. The NC program contains a set of instructions that controls axis motion. The main components of an NC machine are the part program, programming tape, machine control unit, and machine tool. The MCU reads and interprets the program to control the machine tool's functions like spindle speed, tool positioning, and feed rate. NC machines offer benefits like high accuracy, reduced scrap, and increased productivity compared to conventional machining.