Downloaded 112 times
![Arif Rahman – The Production Systems
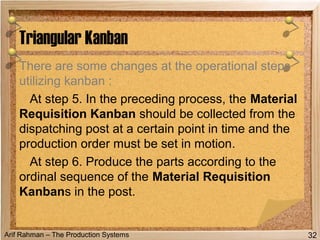
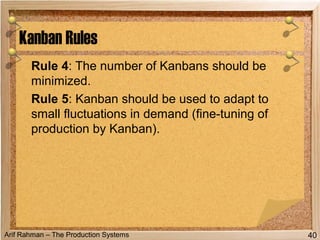
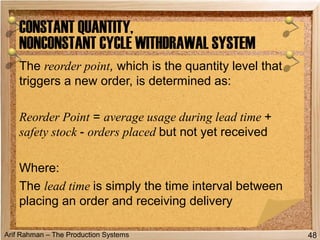
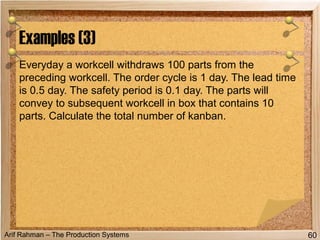
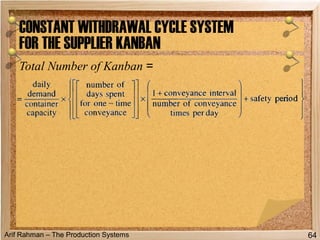
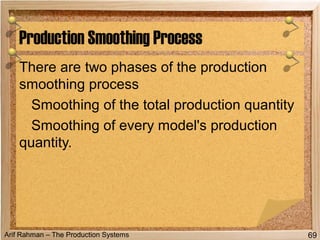
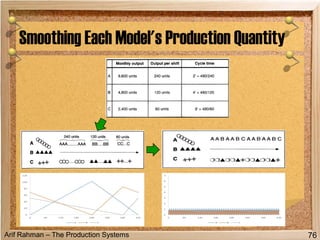
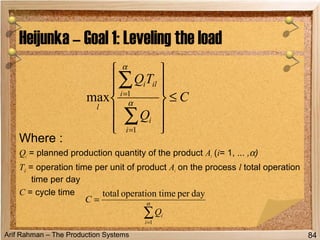
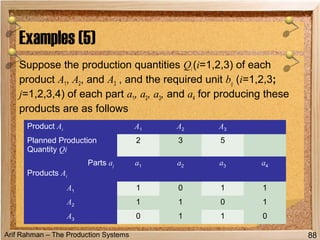
Then, the total necessary quantity (Nj) of the part aj
(j=1,2,3,4) for producing all products Ai(i=1,2,3) can be
computed as follows:
the total production quantity of all products Ai(i=1,2,3) :
and
untuk (j=1,2,3,4)
Examples (5)
89
[ ] [ ]5785
0110
1011
1101
532
]][[][
=
=
= ijij bQN
10532
3
1
=++=∑=i
iQ [ ]10/510/710/810/5]/[ =QN j](https://image.slidesharecdn.com/13pullsystem-190208153118/85/13-pull-system-89-320.jpg)
![Arif Rahman – The Production Systems
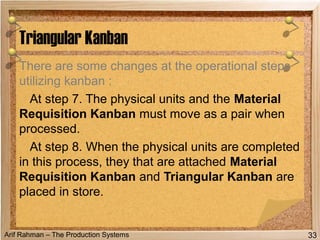
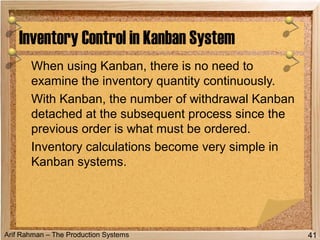
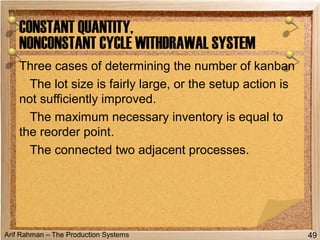
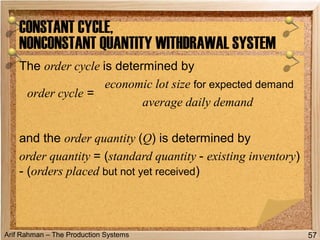
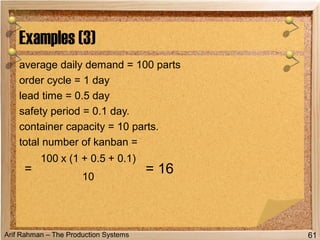
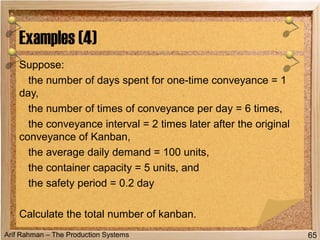
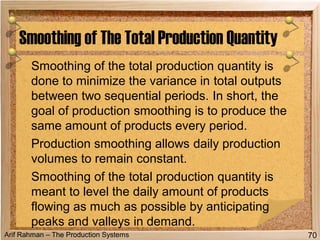
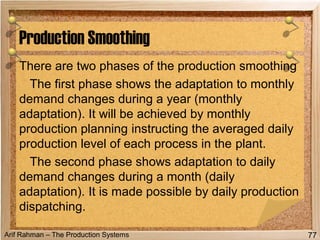
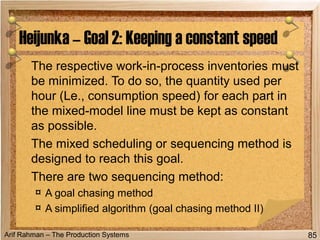
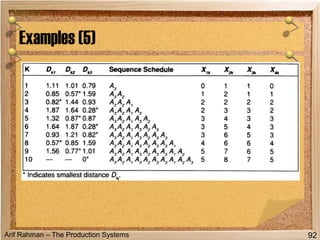
Applying the values of [Nj/Q] and [bij] to the formula in step 2
of the above algorithm,
When K = 1, the distances Dki can be computed as follows:
Thus, D1,i* = min {1.11, 1.01, 0.79) = 0.79
Sequence A3
Xjk = Xjk-1 + b3j = [0 1 1 0]
Examples (5)
90
( ) ( ) ( ) ( ) 11.110100010,1for
2
10
512
10
712
10
812
10
51
1,1 =−−+−−+−−+−−== ××××
Di
( ) ( ) ( ) ( ) 01.110001010,2for
2
10
512
10
712
10
812
10
51
2,1 =−−+−−+−−+−−== ××××
Di
( ) ( ) ( ) ( ) 79.000101000,3for
2
10
512
10
712
10
812
10
51
3,1 =−−+−−+−−+−−== ××××
Di](https://image.slidesharecdn.com/13pullsystem-190208153118/85/13-pull-system-90-320.jpg)
![Arif Rahman – The Production Systems
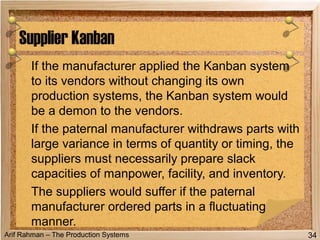
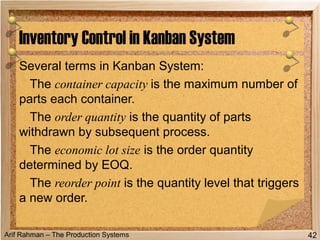
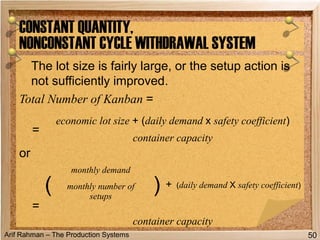
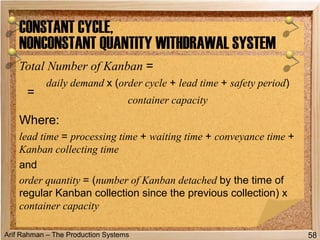
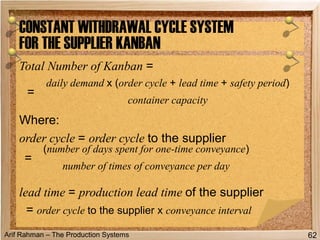
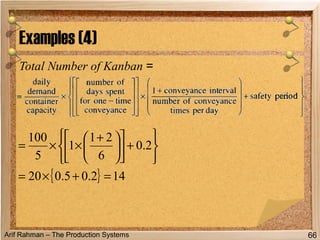
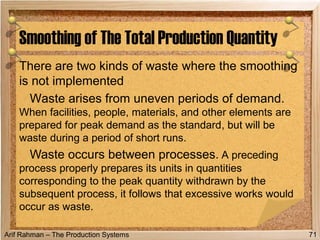
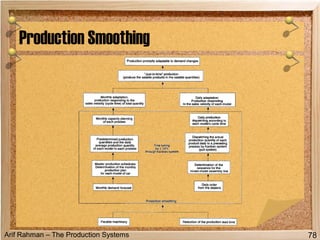
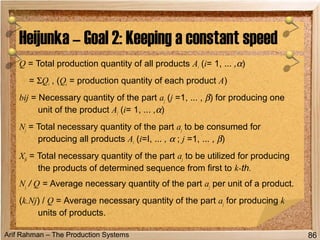
When K = 2, the distances Dki can be computed as follows:
Thus, D2,i* = min {0.85, 0.57, 1.59) = 0.57
Sequence A3 A2
Xjk = Xjk-1 + b2j = [1 2 1 1]
Examples (5)
91
( ) ( ) ( ) ( ) 85.010110110,1for
2
10
522
10
722
10
822
10
52
1,2 =−−+−−+−−+−−== ××××
Di
( ) ( ) ( ) ( ) 57.010011110,2for
2
10
522
10
722
10
822
10
52
2,2 =−−+−−+−−+−−== ××××
Di
( ) ( ) ( ) ( ) 59.100111100,3for
2
10
522
10
722
10
822
10
52
3,2 =−−+−−+−−+−−== ××××
Di](https://image.slidesharecdn.com/13pullsystem-190208153118/85/13-pull-system-91-320.jpg)

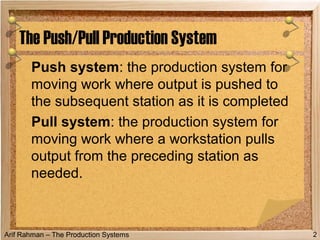
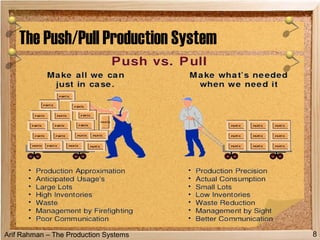
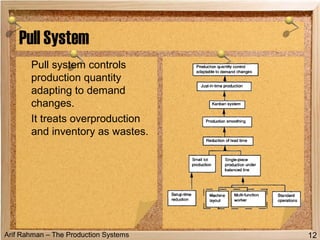
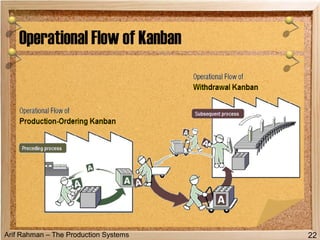
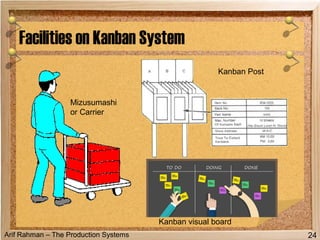
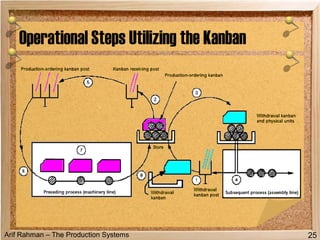
The document discusses push and pull production systems. It focuses on explaining the pull system and Kanban methodology. Some key points: - A pull system is a production system where a downstream workstation pulls units from upstream as needed, rather than units being continuously pushed downstream. - Kanban is a signaling system used in pull production to trigger replenishment of units. Withdrawal Kanbans are sent from downstream to upstream and trigger production of replacement units. - The operational flow of Kanban involves carriers exchanging withdrawal Kanbans for production-ordering Kanbans between processes, and attaching the Kanbans to units as they move through the system.








































































![[Deck] What's New in Spark-Iceberg Integration via DSV2.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/deckwhatsnewinspark-icebergintegrationviadsv2-260210005337-25955b12-thumbnail.jpg?width=640&height=640&fit=bounds)














