가공 부품
생산 기술중요 포인트
- 양산 준비 단계별 중요 포인트
2013 . 6
절삭가공 전문위원 송 호익
2.
목 차
1. 생산기술이란
2. 공정 설계란
3. 생산 기술 중요 포인트
- 생산 방식의 결정
- 생산 설비 결정시 고려사항
- 설비 제작 단계 점검사항
- 현장 검수 시 확인사항
- 설비 입고 및 라인 시운전시 고려사항
- 초기 유동 관리
3.
생산 기술 이란?
설계 품질을 가장 경제적으로 구현 하기 위해
- 제조품질의 개선
- 생산성 향상
- 납기 단축을 목적으로 하여
* 작업자
* 생산설비의 설계
* 재료개발 및 응용
* 제조 방법 등을 생산시스템으로서 계획하고
개발하는 전문적 기술
- 제조업의 경영 성과에 직결됨
4.
생산 기술 이란?
생산 시스템
공학
경영공학
가공기술 전문지식
프로세스공학
경험
학문적
지식
전문지식
경험
* 생산 기술은 학문과 전문지식 및 경험이
필요한 높은 전문성이 요구됨
* 물건 만들기 기술이며 철학이다
5.
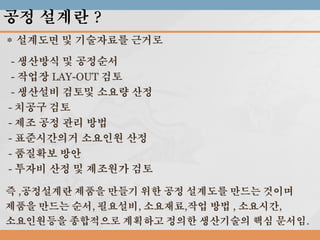
공정 설계란 ?
*설계도면 및 기술자료를 근거로
- 생산방식 및 공정순서
- 작업장 LAY-OUT 검토
- 생산설비 검토및 소요량 산정
- 치공구 검토
- 제조 공정 관리 방법
- 표준시간의거 소요인원 산정
- 품질확보 방안
- 투자비 산정 및 제조원가 검토
즉 ,공정설계란 제품을 만들기 위한 공정 설계도를 만드는 것이며
제품을 만드는 순서, 필요설비, 소요재료,작업 방법 , 소요시간,
소요인원등을 종합적으로 계획하고 정의한 생산기술의 핵심 문서임.
6.
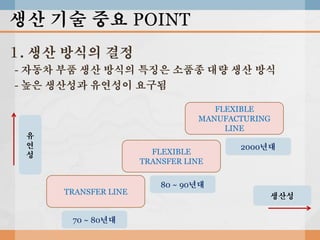
생산 기술 중요POINT
1. 생산 방식의 결정
- 자동차 부품 생산 방식의 특징은 소품종 대량 생산 방식
- 높은 생산성과 유연성이 요구됨
FLEXIBLE
MANUFACTURING
LINE
유
연
성
FLEXIBLE
TRANSFER LINE
TRANSFER LINE
70 ~ 80년대
2000년대
80 ~ 90년대
생산성
7.
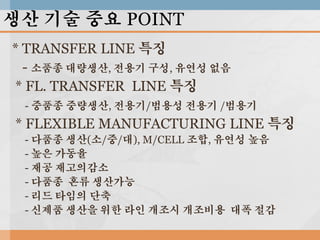
생산 기술 중요POINT
* TRANSFER LINE 특징
- 소품종 대량생산, 전용기 구성, 유연성 없음
* FL. TRANSFER LINE 특징
- 중품종 중량생산, 전용기/범용성 전용기 /범용기
* FLEXIBLE MANUFACTURING LINE 특징
- 다품종 생산(소/중/대), M/CELL 조합, 유연성 높음
- 높은 가동율
- 재공 재고의감소
- 다품종 혼류 생산가능
- 리드 타임의 단축
- 신제품 생산을 위한 라인 개조시 개조비용 대폭 절감
8.
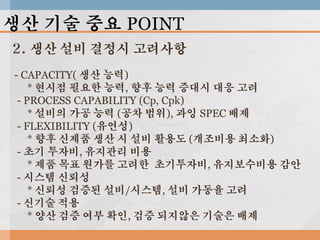
생산 기술 중요POINT
2. 생산 설비 결정시 고려사항
- CAPACITY( 생산 능력)
* 현시점 필요한 능력, 향후 능력 증대시 대응 고려
- PROCESS CAPABILITY (Cp, Cpk)
* 설비의 가공 능력 (공차 범위), 과잉 SPEC 배제
- FLEXIBILITY (유연성)
* 향후 신제품 생산 시 설비 활용도 (개조비용 최소화)
- 초기 투자비, 유지관리 비용
* 제품 목표 원가를 고려한 초기투자비, 유지보수비용 감안
- 시스템 신뢰성
* 신뢰성 검증된 설비/시스템, 설비 가동율 고려
- 신기술 적용
* 양산 검증 여부 확인, 검증 되지않은 기술은 배제
9.
생산 기술 중요POINT
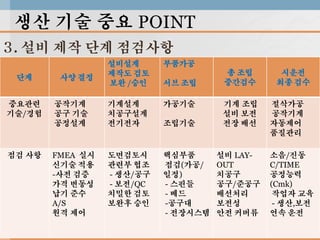
3. 설비 제작 단계 점검사항
단계
중요관련
기술/경험
점검 사항
설비설계
제작도 검토
보완 /승인
부품가공
공작기계
공구 기술
공정설계
기계설계
치공구설계
전기전자
가공기술
FMEA 실시
신기술 적용
-사전 검증
가격 변동성
납기 준수
A/S
원격 제어
도면검토시
관련부 협조
- 생산/공구
- 보전/QC
치밀한 검토
보완후 승인
핵심부품
점검(가공/
일정)
- 스핀들
- 베드
-공구대
- 전장시스템
사양 결정
서브 조립
조립기술
총 조립
중간검수
기계 조립
설비 보전
전장 배선
설비 LAYOUT
치공구
공구/준공구
배선처리
보전성
안전 커버류
시운전
최종 검수
절삭가공
공작기계
자동제어
품질관리
소음/진동
C/TIME
공정능력
(Cmk)
작업자 교육
- 생산,보전
연속 운전
10.
생산 기술 중요POINT
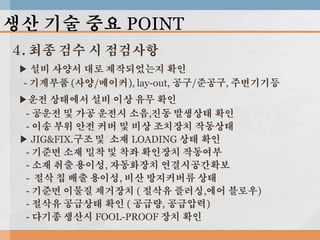
4. 최종 검수 시 점검사항
▶ 설비 사양서 대로 제작되었는지 확인
- 기계부품 (사양/메이커), lay-out, 공구/준공구, 주변기기등
▶운전 상태에서 설비 이상 유무 확인
- 공운전 및 가공 운전시 소음,진동 발생상태 확인
- 이송 부위 안전 커버 및 비상 조치장치 작동상태
▶ JIG&FIX.구조 및 소재 LOADING 상태 확인
- 기준면 소재 밀착 및 착좌 확인장치 작동여부
- 소재 취출 용이성, 자동화장치 연결시공간확보
- 절삭 칩 배출 용이성, 비산 방지커버류 상태
- 기준면 이물질 제거장치 ( 절삭유 플러싱,에어 블로우)
- 절삭유 공급상태 확인 ( 공급량, 공급압력)
- 다기종 생산시 FOOL-PROOF 장치 확인
11.
생산 기술 중요POINT
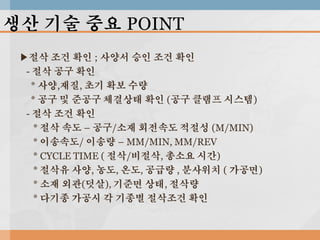
▶절삭 조건 확인 ; 사양서 승인 조건 확인
- 절삭 공구 확인
* 사양,재질, 초기 확보 수량
* 공구 및 준공구 체결상태 확인 (공구 클램프 시스템)
- 절삭 조건 확인
* 절삭 속도 – 공구/소재 회전속도 적절성 (M/MIN)
* 이송속도/ 이송량 – MM/MIN, MM/REV
* CYCLE TIME ( 절삭/비절삭, 총소요 시간)
* 절삭유 사양, 농도, 온도, 공급량 , 분사위치 ( 가공면)
* 소재 외관(덧살), 기준면 상태, 절삭량
* 다기종 가공시 각 기종별 절삭조건 확인
12.
생산 기술 중요POINT
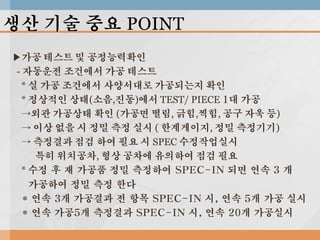
▶가공 테스트 및 공정능력확인
- 자동운전 조건에서 가공 테스트
* 실 가공 조건에서 사양서대로 가공되는지 확인
* 정상적인 상태(소음,진동)에서 TEST/ PIECE 1대 가공
→외관 가공상태 확인 (가공면 떨림, 긁힘,찍힘, 공구 자욱 등)
→ 이상 없을 시 정밀 측정 실시 ( 한계게이지, 정밀 측정기기)
→ 측정결과 점검 하여 필요 시 SPEC 수정작업실시
특히 위치공차, 형상 공차에 유의하여 점검 필요
* 수정 후 재 가공품 정밀 측정하여 SPEC-IN 되면 연속 3 개
가공하여 정밀 측정 한다
* 연속 3개 가공결과 전 항목 SPEC-IN 시, 연속 5개 가공 실시
* 연속 가공5개 측정결과 SPEC-IN 시, 연속 20개 가공실시
13.
생산 기술 중요POINT
-연속 가공 20대 SPEC-IN 확인후 중요 항목 공정 능력 산출
Cmk > 1.67 확보 되는지 점검
* 내경,외경, 전장, 구멍간 거리등 치수 공차
* 진원도,원통도, 동축도 등 기하 공차
*설비공정능력을 파악 하기 위해서는 충분한 양의 소재를 사전에
공급하여 준비시키고,능력 확인후 에도 가능하면 많은 소재를
연속적으로 가공해보고 문제점 여부를 점검한다
▶설비 교육 : 생산/보전 인원
-운전 교육
-공구 교환 및 기종교환 교육
-설비 보전 교육
-TROUBLE SHOOTING
- 매뉴얼 (운전/설비) 및 중요기능 교육
14.
생산 기술 중요POINT
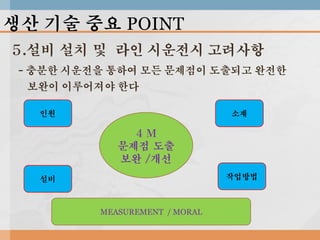
5.설비 설치 및 라인 시운전시 고려사항
- 충분한 시운전을 통하여 모든 문제점이 도출되고 완전한
보완이 이루어져야 한다
인원
소재
4M
문제점 도출
보완 /개선
작업방법
설비
MEASUREMENT / MORAL
15.
생산 기술 중요POINT
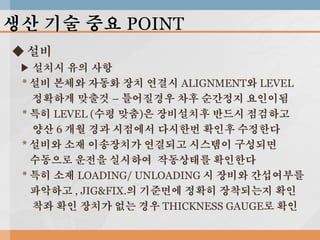
◆ 설비
▶ 설치시 유의 사항
* 설비 본체와 자동화 장치 연결시 ALIGNMENT와 LEVEL
정확하게 맞출것 – 틀어질경우 차후 순간정지 요인이됨
* 특히 LEVEL (수평 맞춤)은 장비설치후 반드시 점검하고
양산 6 개월 경과 시점에서 다시한번 확인후 수정한다
* 설비와 소재 이송장치가 연결되고 시스템이 구성되면
수동으로 운전을 실시하여 작동상태를 확인한다
* 특히 소재 LOADING/ UNLOADING 시 장비와 간섭여부를
파악하고 , JIG&FIX.의 기준면에 정확히 장착되는지 확인
착좌 확인 장치가 없는 경우 THICKNESS GAUGE로 확인
16.
생산 기술 중요POINT
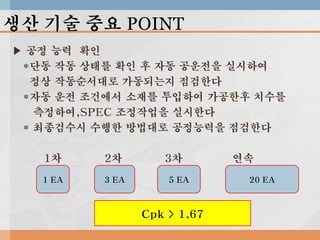
▶ 공정 능력 확인
*단동 작동 상태를 확인 후 자동 공운전을 실시하여
정상 작동순서대로 가동되는지 점검한다
*자동 운전 조건에서 소재를 투입하여 가공한후 치수를
측정하여,SPEC 조정작업을 실시한다
* 최종검수시 수행한 방법대로 공정능력을 점검한다
1차
2차
1 EA
3 EA
3차
5 EA
Cpk > 1.67
연속
20 EA
17.
생산 기술 중요POINT
▶ 시스템 신뢰성 확인
* 설비 시운전 단계에서 양산 시작 단계까지의 일정이
짧기 때문에 , 시운전기간을 최단기간으로 줄여야 하고
실제 연속 운전을 하면서 시스템 전체의 신뢰성을 확인하고
제반 문제점에 대한 보완 및 개선 조치를 신속히 시행한다
* 라인(또는 셀) 전체의 연속 가동시 발생 되는 TROUBLE을
체크하여 조치하고, 이력카드를 작성 관리한다
- 고장(기계/전기), 순간정지,공구(파손/돌발마모), 소재
작업자 능력, UTILITY공급이상등
*라인 연속 가동시간을 점차 늘여 가면서 4M 준비상태를 점검
1HR → 2HR → 4HR→ 8HR
18.
생산 기술 중요POINT
◆ 소재
▶ 소재는 설비검수 전 단계에서 준비 되어야 한다
* 절삭가공 장비는 최종 검수 시 업체에서 가공 테스트를
해야 하므로 적어도 소재는 검수 1~2 개월 전에 준비
TEST-PIECE를 가공하여 공급해 주어야 한다
* 가능하면 많은 수량을 준비해서 업체에서 충분히
가공 테스트를 할 수 있도록 지원해야 나중에 발생 할 수
있는 문제점을 사전에 예방 할수있다
* 소재는 신규 개발 시 가공에 비해 선행 개발이 되므로
검수 및 시운전 단계에서는 품질 확보가 안된 경우가
대부분이므로,직접 가공을 하면서 소재 문제점을 신속히
FEED- BACK하여 개선 조치를 하도록 한다
19.
생산 기술 중요POINT
▶소재 결함의 유형
*주조결함
- 기공 ; 금속의 응고 과정중 가스가 배출 되지않고 둥근
구 형태로 금속 내부에 남아있는 결함
- 개재물 ; 용융 금속에 이물질이 혼합되어 응고 한것
- 수축관(shrinkage) ;응고 과정에서 금속의 수축에
의해 형성된 공간
_ 찢어짐(hot tear) ; 두께가 얇은 부분과 두꺼운 부분의
응고속도 차이에의한 표면 찢어짐
- 기타 결함 ; 덧살 과다, 기준면불량등 가공 저해요소
20.
생산 기술 중요POINT
* 단조 결함
-크랙(crack); 고온금속의 강도를 초과하는 응력으로
가공 했을 때 나타나는 결함으로 나선형
형태가 많이발생, 주로 표면결함으로 검출
- 겹침(lap) ; 단조 과정 중 금속이 단조표면에 겹쳐서
나타나는 결함, 주로 선형이나 U자 형태로
나타나며, 주로 표면 결함으로 검출된다
- 터짐(burst);부적절한 온도에서 단조시 내부에 일정치
않은 cavity가 발생하여 생성된 결함
표면 및 표면하에 선상으로 나타남
- 기타 결함 ; 상하형 경계면 덧살, 기준면 불량등
21.
생산 기술 중요POINT
*압연 결함
-회전하는 ROLL사이에 재료를 통과시켜 이때 눌러지는
압력으로 재료의 단면적을 줄이면서 길이를 늘이는 가공
압연과정에서 결함이 발생하기도 하지만,이미 모재에
존재하는 결함이 압연과정을 거치면서 새로운 형태의결함
으로 변하기도 함
-스트링거 ;각재로 압연시 강괴에 존재하는 비금속 개재물이
퍼지면서 늘려진 결함
-라미네이션 ;판으로 압연시 비금속 개재물이 판상으로 퍼져
나타나는 결함 , 표면 및 표면하에 나타남
-균열 ; 판 재료에서 연화 처리 없이 지나치게 두께를 감소
시킬때 발생
- 기타 결함 ; 터짐, 찢어짐,균열등
* 인발 결함 : 대체적으로 압연 결함과 유사하게 나타남
22.
생산 기술 중요POINT
◆ 작업방법(METHOD)
- METHOD는 일종의 SOFT/WARE 이며 기술이다
- 3M(설비,소재,사람)을 가장 효율적으로 활용할수있는
방법을 표준화/ 문서화해서 관리 하는 것
*작업 수행방법을 표준화/ 문서화 해서 이행하고 시운전 후 보완 확정
- 제조 공정도
- 작업 표준서
- 공정 FLOW-CHART
- MAN/MACHINE CHART
- 소요인원 산정/배치표 등
* 검사 방법을 표준화/문서화 해서 이행하고 양산 전 보완 확정
- 단계별 (소재, 재공, 완제품) 검사규격, 검사절차서
- 공정 검사 표준서
- 자주검사 표준 및 체크시트
- QC 검사 기준서/협정서
- 정기 검사 기준서 등
* 시스템을 가장 효율적으로 운영 할 수 있는 교육 교안 준비및활용
23.
생산 기술 중요POINT
◆ 인원
-신설 라인의 인원은 현장 경험이 있어야 하며, 사전에 선발하여
준비하고, 설비 검수 시 직접 참여케 하여 교육을 받게 할 것
- 설비 설치 및 시운전 단계에서 충분히 시스템을 이해하고
자력으로 운전 가능하도록 교육/훈련 시키고, 반드시
테스트하여 능력을 확인 할 것 ( 특히 외국 장비)
- 설비 보전 요원은 시운전 기간 중 문제점에 대한 보전 내역
및 조치 사항을 기록하여 이력 관리토록 하고, 변경된 부품
도면이나, 전기 회로상 변경된 부분의 전기회로도를 인수받도록
교육하고 매일 일지에 기록하도록 한다
24.
생산 기술 중요POINT
- 시운전 단계에서 운영 인원에 대한 충실한 교육을 실시 하여야
양산후 높은 생산성을 확보 할수있다
*설비운전방법, 공구교환방법, 공구세팅방법, 기종교환방법
순간정지 해결방법, SPEC 수정방법, 비상시 정지방법등
*제품 기능 및 가공부 특징, 관련 부품 연관성등 제품교육
*자주검사 방법, 게이지 사용법, 계측장비 보정 방법등 검사관련
*3정 5행 교육, 눈으로보는 관리등 생산현장 기초관리 업무
25.
생산 기술 중요POINT
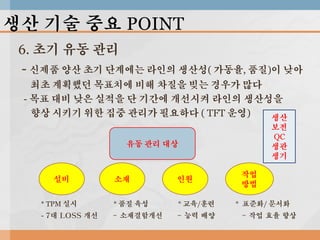
6. 초기 유동 관리
- 신제품 양산 초기 단계에는 라인의 생산성( 가동율, 품질)이 낮아
최초 계획했던 목표치에 비해 차질을 빚는 경우가 많다
- 목표 대비 낮은 실적을 단 기간에 개선시켜 라인의 생산성을
향상 시키기 위한 집중 관리가 필요하다 ( TFT 운영)
생산
보전
QC
생관
생기
유동 관리 대상
설비
소재
인원
* TPM 실시
* 품질 육성
* 교육/훈련
- 7대 LOSS 개선
- 소재결함개선
- 능력 배양
작업
방법
* 표준화/ 문서화
- 작업 효율 향상
26.
생산 기술 중요POINT
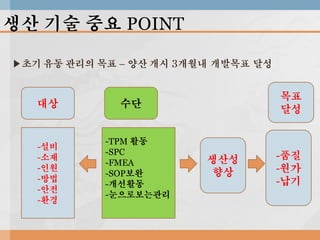
▶초기 유동 관리의 목표 – 양산 개시 3개월내 개발목표 달성
대상
-설비
-소재
-인원
-방법
-안전
-환경
목표
달성
수단
-TPM 활동
-SPC
-FMEA
-SOP보완
-개선활동
-눈으로보는관리
생산성
향상
-품질
-원가
-납기













![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)

































![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831084711-thumbnail.jpg?width=640&height=640&fit=bounds)
























![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831041351-thumbnail.jpg?width=640&height=640&fit=bounds)













