플라스틱 사출성형 효율화관리플라스틱사출성형 효율화관리
2015. 10. 13 ~ 15
자동차부품산업진흥재단자동차부품산업진흥재단
전문위원전문위원 조 영택조 영택
『『君臣有義君臣有義』』
군신유의군신유의
군주와 신하의 관계는 의리에군주와 신하의 관계는 의리에
바탕을 두어야 한다바탕을 두어야 한다 ..
신신 (( 우리회사우리회사 )) 은 군은 군 (( 고객 사고객 사 )) 에게에게
충성을 다하고충성을 다하고
군군 (( 고객사고객사 )) 은 신은 신 (( 우리회사우리회사 )) 을 신뢰한을 신뢰한
2.
Contents
원 재 료부 분원 재 료 부 분
금형 부 분금형 부 분
설비 부 분설비 부 분
1. 관리운영 [3 단계 서식관리 ] 3 . 원재료 생성공정에 따른 불량사례
2. 원재료관리의 오해 4. 흡수성 수지와 비흡수성 수지
3.
원재료 관리 (1-
1)
원재료라함은 성형에
사용되는 신재와 분쇄재를 통칭한다 .
1. 관리운영
1) 원재료 관리대장 ; 재료의 입 , 출고 기록관리 ( 자금적관자금적관
리리 / 구매 )
2) 원재료 수불대장 ; 사용시의 필요량을 인수받아 호기별
사용량을
배분하고 통제 및 기록 ( 양적관리양적관리 / 생
관 )
3) 원재료 사용통계대장 ; 호기별 사용량 대비 생산량에 대
한
세부내역 [ 수량 , 무게 ] 을 기록 ( 질적관질적관
리리 / 생산 )
4.
원재료 관리 (1-2)
if
원재료관리가불충실할 때 나타나는 오해원재료관리가 불충실할 때 나타나는 오해 !!!!
① 불량율은 낮은데 , 수지 LOSS 량이 많다 ?
② 계산상으로는 흑자인데 , 월말결산은 적자 ?
③ 기계가동율은 높은데 , 매출액은 낮다 ?
④ 같은 기계 , 같은 금형 , 같은 조건 , 같은 사람 인데 왠 (?)
불량품 !!
정확한 자료를 확보하기 위한 행보
1) 작업시 짜낸양과 런너 , 스프루 그리고 불량품 ( 예열불량 , 초물불량 ) 과
양품의 분리 .
2) 모든 수량 ( 양품제외 / 적색박스 ) 의 제품별 기록관리는 분쇄실의 작업일
지에 기록 .
3) 분쇄할 수 없는 것은 무게를 계량하여 제품무게 ( 런너 , 스프루포함 ) 로
수량화 .
5.
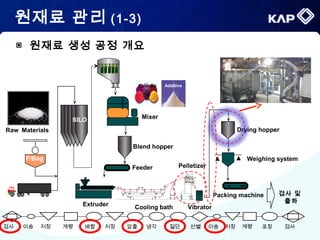
▣ 원재료 생성공정 개요
F/Bag
SILO
Feeder
Extruder Cooling bath
Pelletizer
Vibrator
Additive ModifierColorant
검사 및
출하
Mixer
Blend hopper
Drying hopper
▲ ▲ Weighing system
Packing machine
Raw Materials
검사 이송 저장 계량 배합 저장 압출 냉각 절단 선별 이송 저장 계량 포장 검사
원재료 관리 (1-3)
6.
일반적으로 수지의 흐름성이낮아지면
제품 성형시 에어트랩 ( 기공 ) 발생율이 높아 지는데
기존 대비 다소 낮아 성형시 에어가 미쳐 빠져 나가지 못했음 .
원재료 관리 (1-3)
1. 생산시 제품 흐름성 (MI) 검사 및 관리 강화
- 기존 Lot 당 1 회 검사에서 2 회로 검사 강화하
여 흐름성 저하분 출고 가능성을 차단 .
1-1. 사용 원재료 흐름성 기준 상향 조정
- 기존 사용 원재료 MI 기준 : >15
- 개선분 사용 원재료 MI 기준 : >20
: 개선 생산분 납품 후 업체 양호 판단시
개선 소재로 대응 .
▣ 검사 공정
7.
★ 투과율 SPEC치 대비하여 최대 최소 0,6 % 편차 발생 육안으로 변색 확인가능
측정결과 합격이라고 하나 관리 기준 재조정 필요 투과율 편차 1.0⇒0.5
◈ 원재료 칼라 이색 발생
NG 판정
특징 : 흰색이 강함
LOT : K15F14AB
OK 판정
특징 : 누런색을 띔
LOT : K15F14I
▣ 배합 공정
원재료 관리 (1-3)
8.
압출기 Gas 빼기장치 (Gas Vent-Up) 이물질
제거 미흡으로 인한 내부 가스 잔류 → 압출기 내부
잔존 Gas 재료에 함유 되어 Pallet 결정 내부 Gas 층 ( 기공 ) 형성
◈ TL 사이드 몰딩
전면부 기포 불량 발생
ED164 단면 ED164 옆면 ED164 절단면
원재료 확인 결과 재료 내부 기공 확인
▣ 압출 공정
공장내부 진공탱크
공장외부 진공탱크
압출기
원재료 관리 (1-3)
Pelletizer
Drying hopper
▲ ▲Weighing system
Packing machine
Cutter 지름
1. Cutter 교체 주기 단축 : 1 회 /200 톤 → 1 회 /150 톤
2. Cutter 연마 한도 기준 변경 : 194mm → 196mm (Cutter 지
름 )
기존에는 Cutter 지름 194mm 까지는 연마 후 재사용하였으나 ,
196mm 로 연마 한도 관리를 통해 발생 분진 / 분칩 발생 억제
(Cutter A 급 지름 : 200mm)
→ 연마가 거듭될 수록 Cutter 날의 예리함이 떨어져 상대적으로
분진발생이 많음 .
→ 즉 실행
Ⅲ. 개선 대책 – Pelletizer Cutter 관리
Cutter 지름
1.Pelletizer Cutter 관리 강화 – Cutter 교체 주
기 단축 , 연마 한도 기준 변경
2. 건조 Hopper 관리 – 분진 / 분칩 발생을
최소화 목적
→ 건조 Hopper 하부에 Air 를 인입시켜
분진 / 분칩을 Dust Collector 로 배출 시킴
원재료 관리 (1-3)
11.
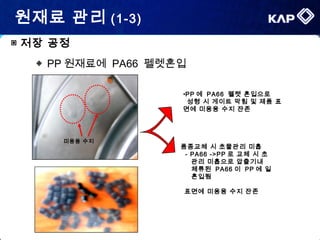
▣ 저장 공정
원재료관리 (1-3)
◈ PP 원재료에 PA66 펠렛혼입
미용융 수지
•PP 에 PA66 펠렛 혼입으로
성형 시 게이트 막힘 및 제품 표
면에 미용융 수지 잔존
품종교체 시 초물관리 미흡
- PA66 ->PP 로 교체 시 초
관리 미흡으로 압출기내
체류된 PA66 이 PP 에 일
혼입됨
표면에 미용융 수지 잔존
12.
원재료 관리 (1-4)
플라스틱의
수분흡수
비 흡수성 수지
PE; PP; PS ...
흡수성 수지
PA; PC; PET
표면 수분
내부 침투내부 침투
수분이 내부에 잘
침투하지 못함
원재료의 분자구조
사이에 물 분자가 배
열함
PA 는 흡수성 고분
자로 수분율이 물성
및 치수안정성에 큰
영향을 미친다 .
▣ 흡수성수지와 비 흡수성수지 혼동
▶ 플라스틱 원재료에 대한 지식부족으로 불량생산을 가중
13.
원재료 관리 (1-4)
▶PC, PVC 등은 실린더의 온도가 과열되거나 , 용융된 상태에서 장시간
체류 , 보관 할 경우에는 열분해를 하여 물성이 변하게 된다 .
- 보유하고 있는 호퍼의 크기가 크거나 , 소량생산으로 호퍼에 체류
하는 시간이 길어질 때 에는 체크밸브가 없는 스쿠류를 사용해야 한
다
(PC 는 Ester 결합 : 열이 가해지면 함유되어 있는 수분이 가수분해 유
발 )
▶ POM 은 실린더 온도가 220℃ 이상이거나 , 체류시간의 과다로 인할 때
포름알데히드로 분해하면서 색상을 검게 탈색되므로 불량이 양산되지
않도록 유의해야 한다 .
◈ 실린더온도에 민감한 수지
- O - C -
O
- C -
CH3
CH3
- O - - C - O -
O
- O - C -
O
- C -
CH3
CH3
- C -
CH3
CH3
- O -
에스테르기
14.
금형 관리 (2-1)
금형온도
휨/ 변형충진
기계적성질
수축
표면웰드라인
1) 금형 표면온도의 균일한 분포가 필수적이다
2) 금형설계에서 세심하게 검토되어야 함
3) 실제로 눈에 보이지 않아 어려움이 있음
▣ 금형 온도가 제품에 끼치는 영향
15.
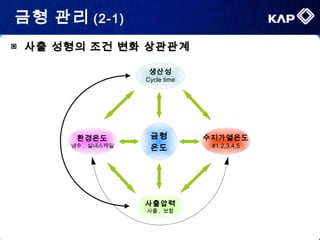
▣ 사출 성형의조건 변화 상관관계사출 성형의 조건 변화 상관관계
생산성
Cycle time
수지가열온도
#1,2,3,4,5
환경온도
냉수 , 실내스케일
사출압력
사출 , 보합
금형
온도
금형 관리 (2-1)
16.
▣ 금형온도 편차( F/PROOF 장치의 문제점 )
금형 관리 (2-2)
고정측
이동측
금형 온도 편차
?
▣ 금형 심도에따른 온도 변화도
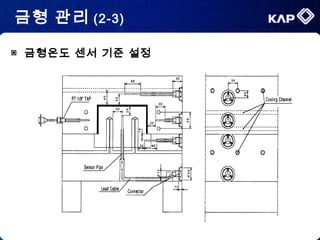
금형 관리 (2-3)
ⓓ
0℃
20℃
50℃
80℃
100℃
110℃
ⓔ
ⓐ
ⓑ
초기예열 (Preheating
Stage)
10 분
(min)
생산시간 (Cycle
time)
시간
(Time)
ⓐ 사출시간 (Injection Time)
ⓑ 냉각시간 (Cooling Time)
ⓒ 생산시간 (Cycle Time)
ⓓ 금형표면온도 변화 폭
ⓔ 제품 취출점 (Ejection
Point)
금형온도 관리점
ⓒ
① 금형면 온도
② 5mm 내부온도
③ 10mm 내부온도
④ 15mm 내부온도
⑤ 20mm 내부온도
⑥ 25mm 내부온도
⑦ 30mm 내부온도
⑧ 금형온도 관리점 (Auto Master)
⑨ 35mm 내부온도
⑩ 40mm 내부온도
⑪ 45mm 내부온도
1. 상기의 도표와 같이 금형온도 조절기로 금형 온도 관리 점금형 온도 관리 점 50˚C50˚C 를 관리하고 있는 상태를 나타
낸 것이다 .
2. 금형내부의 온도는 표면 온도 , 내부로 5mm 간격 위치별로 온도변화를 실험한 결과이다 .
19.
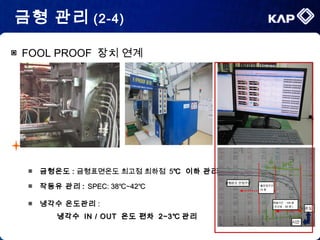
▣ FOOL PROOF장치 연계
금형 관리 (2-4)
▣ 금형온도 : 금형표면온도 최고점 최하점금형표면온도 최고점 최하점 55℃℃ 이하 관리이하 관리
▣ 작동유 관리 : SPEC: 38℃∼42℃SPEC: 38℃∼42℃
예열시간 : 105 분
( 조건표 : 60 분 )
* 불안정구간
: 75 분
금형온도 안정구간
온도
시간
▣ 냉각수 온도관리 ::
냉각수냉각수 IN / OUTIN / OUT 온도 편차온도 편차 2∼3℃2∼3℃ 관리관리
20.
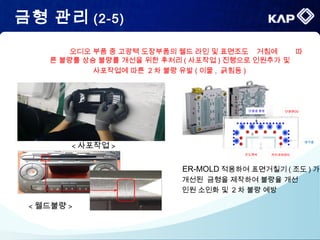
< 웰드불량 >
<사포작업 >
오디오 부품 중 고광택 도장부품의 웰드 라인 및 표면조도 거침에 따
른 불량률 상승 불량률 개선을 위한 후처리 ( 사포작업 ) 진행으로 인원추가 및
사포작업에 따른 2 차 불량 유발 ( 이물 , 긁힘등 )
ER-MOLD 적용하여 표면거칠기 ( 조도 ) 가
개선된 금형을 제작하여 불량율 개선
인원 소인화 및 2 차 불량 예방
금형 관리 (2-5)
21.
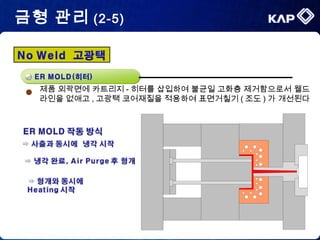
급열급냉 ( 증기)급열급냉 ( 증기 )
금형온도를 열 변형온도 이상으로 급속 가열하여 고분자 수지를 충진
하고
급속 냉각함으로써 고광택과 높은 표면경도를 실현
1) 금형냉각 : 캐비티 표면에서 일정한 거리
에 냉각라인 가공
2) 금형온도 ( 금형내부에
설치된 온도센서에 의해
측정된 금형온도 )
금형 관리 (2-5)
22.
제품 외곽면에 카트리지- 히터를 삽입하여 불균일 고화층 제거함으로서 웰드
라인을 없애고 , 고광택 코어재질을 적용하여 표면거칠기 ( 조도 ) 가 개선된다
금형 관리 (2-5)
23.
시스템비교시스템비교
구 분 ERMOLD H & C (Steam) 비 고
Heating Heater Steam
Cooling Water Chiller Water 일반 냉각수 사용
구동 설비
Controller 유 유
보일러 무 유
배관 무 유
Chiller 무 유
C/T 단축 ( 적용가
능 )
금형 관리 (2-5)
24.
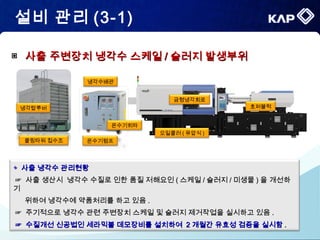
▣ 사출 주변장치냉각수 스케일사출 주변장치 냉각수 스케일 // 슬러지 발생부위슬러지 발생부위
호퍼블럭
금형냉각회로
오일쿨러 ( 유압식 )
냉각수배관
쿨링타워 집수조
냉각탑루버
온수기펌프
온수기히타
◈◈ 사출 냉각수 관리현황사출 냉각수 관리현황
☞☞ 사출 생산시 냉각수 수질로 인한 품질 저해요인사출 생산시 냉각수 수질로 인한 품질 저해요인 (( 스케일스케일 // 슬러지슬러지 // 미생물미생물 )) 을 개선하을 개선하
기기
위하여 냉각수에 약품처리를 하고 있음위하여 냉각수에 약품처리를 하고 있음 ..
☞☞ 주기적으로 냉각수 관련 주변장치 스케일 및 슬러지 제거작업을 실시하고 있음주기적으로 냉각수 관련 주변장치 스케일 및 슬러지 제거작업을 실시하고 있음 ..
☞☞ 수질개선 신공법인 세라믹볼 데모장비를 설치하여수질개선 신공법인 세라믹볼 데모장비를 설치하여 22 개월간 유효성 검증을 실시함개월간 유효성 검증을 실시함 ..
설비 관리 (3-1)
25.
설비 관리
▣ ▣세라믹볼의 수질정화 원리세라믹볼의 수질정화 원리
물물 (( 水水 ))
++
차염소산나트륨차염소산나트륨 (NaClO)(NaClO)
++
금속산화물금속산화물 (( 세라믹세라믹 -- 볼볼 ))
세세
라라
믹믹
촉촉
매매
수수
◈◈ OHOH 라디칼라디칼
☞☞ 최강의 산화력최강의 산화력
◈◈ 슈퍼옥사이드이온슈퍼옥사이드이온
☞☞ 활성산소활성산소
(( 산화력을 촉진시킴산화력을 촉진시킴 ))
스케일제거스케일제거 ,,
슬러지제거슬러지제거 ,,
탈취탈취 ,, 제균제균
◈◈ 세라믹볼 이란세라믹볼 이란 ??
◇◇ 토후쿠 대학기술로 만들어진토후쿠 대학기술로 만들어진 1818 종 산화금속종 산화금속 혼합 후혼합 후 16001600 도에서 소결한 볼도에서 소결한 볼 (( 특허특허 5151 건 등록건 등록 ))
◇◇ 일본 내일본 내 10001000 개소 이상 설치 후 수질관리 운영 중개소 이상 설치 후 수질관리 운영 중
26.
설비 관리
급 수급수
수돗물수돗물
지하수지하수
자연수자연수
차염소산나트륨차염소산나트륨
(( 주기적 보충주기적 보충 ))
세라믹 볼
( 영구적 )
쿨링타워 저 수 조
▣ 세라믹세라믹 -- 볼 설치방법볼 설치방법
27.
설비 관리
개선내용 물탱크에세라믹볼과 차염소산 투입후 냉각수 화학 반응
개 선 전 (~ 2015 년 7 월 13 일 ) 개 선 후 (2015 년 8 월 21 일 )
물탱크에 세라믹
볼
과 차염소산 투입
물탱크에 세라믹
볼
과 차염소산 투입
부표
세라믹 볼
2 차 : 냉각수 수질이
정화되어 거품이 줄어듬
.
2 차 : 냉각수 수질이
정화되어 거품이 줄어듬
.
11 차차 :: 화학반응화학반응 (( 거품거품
발생발생 ))
11 차차 :: 화학반응화학반응 (( 거품거품
발생발생 )
냉각탑 집수조
주변에 슬러지
가
퇴적 되어 있음
냉각탑 집수조
주변에 슬러지
가
퇴적 되어 있음
냉각탑 집수조
주변에 퇴적된
슬러지가 제거됨 .
냉각탑 집수조
주변에 퇴적된
슬러지가 제거됨 .
16일경과
개선내용 쿨링타워 집수조의 슬러지 제거
28.
설비 관리
15 일경과
루버내부에
이물이 퇴적
되어 있음
루버 내부에
이물이 퇴적
되어 있음
루버 내부에
이물이 점차
제거 되어 감
루버 내부에
이물이 점차
제거 되어 감
바이오 필름과
붉은 녹이
부착되어 있음
바이오 필름과
붉은 녹이
부착되어 있음
바이오 필름과 붉
은 녹이 점차제거
되고 있음
바이오 필름과 붉
은 녹이 점차제거
되고 있음
18일경과15일경과
개선내용 냉각탑 루버의 스케일 및 슬러지 제거
개선내용 온수기 히타의 스케일 및 슬러지 제거
설비 관리
제균제균 ((除菌除菌 ))
레지오넬라레지오넬라 &&
미생물제거미생물제거
품질향상품질향상
저비용저비용
수질개선수질개선
스케일스케일 &&
슬러지제거슬러지제거
효 과효 과
◆◆ 스케일 및 슬러지 제거스케일 및 슬러지 제거 ,, 제균제균
◇◇ 품질산포예방품질산포예방 (( 냉각수온도유지냉각수온도유지 ))
◇◇ 직접 비용절감직접 비용절감 (( 세정제세정제 ,, 정수기정수기 ))
◇◇ 장비수명 연장장비수명 연장 (( 열화열화 ,, 고장고장 ))
◇◇ 주변장치 청소시간 단축주변장치 청소시간 단축
용 도용 도
◆◆ 사출냉각수 수질개선사출냉각수 수질개선
◇◇ 수돗물수돗물 (( 공업용수공업용수 ))
◇◇ 지하수지하수 (( 석회수석회수 ))
◇◇ 자연수자연수 (( 빗물빗물 ,, 담수담수 ))
◇◇ 오염수오염수 (( 오 폐수오 폐수 ))
▣ 용도 및 적용효과용도 및 적용효과
31.
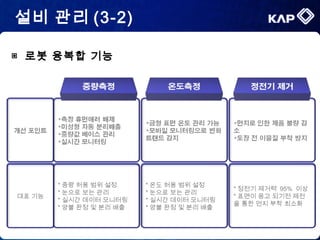
▣ 로봇 융복합기능
설비 관리 (3-2)
* 중량 허용 범위 설정
* 눈으로 보는 관리
* 실시간 데이터 모니터링
* 양불 판정 및 분리 배출
* 온도 허용 범위 설정
* 눈으로 보는 관리
* 실시간 데이터 모니터링
* 양불 판정 및 분리 배출
* 정전기 제거력 95% 이상
* 표면이 응고 되기전 제전
을 통한 먼지 부착 최소화
대표 기능
설비 관리 (3-2)
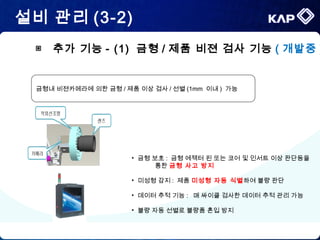
금형내비젼카메라에 의한 금형 / 제품 이상 검사 / 선별 (1mm 이내 ) 가능
• 금형 보호 : 금형 에젝터 핀 또는 코어 및 인서트 이상 판단등을
통한 금형 사고 방지
• 미성형 감지 : 제품 미성형 자동 식별하여 불량 판단
• 데이터 추적 기능 : 매 싸이클 검사한 데이터 추적 관리 가능
• 불량 자동 선별로 불량품 혼입 방지
▣ 추가 기능 - (1) 금형 / 제품 비젼 검사 기능 ( 개발중 )
34.
설비 관리 (3-2)
▣추가 기능 - (2) 원격 모니터링 / 점검 기능
• 생산 상황 실시간 관리 가능
• 취출 이상시 실시간 이상 여부 확인 가능
• 신속한 문제 해결 가능
• 생산 현황 및 제품 중량 , 온도 데이터 이력 조회
가능
• 모바일 , 휴대폰에서 생산 / 불량 상황을 모니터링
• 불량 및 에러발생 문자 알림 기능
35.
설비 관리 (3-2)
타사로봇에 독립 컨트롤러를 장착하여 동일한 융복합 기능이 구현 가능
메이커 : 유도 , 유신 , 위트만 , 엥겔 등 어느 로봇에나 장착 가능
Wittman ( 중국 ) Yushin ( 슬로바키아 ) Yudo ( 슬로바키아 )
자동차 부품 (15-06-15)전자제품 (15-07-10) 자동차 부품 15-06-24)
타사용 장치 설치 사례
36.
▶ 일을 단순하게만들어라일을 단순하게 만들어라 !!
▶ 변화를 두려워하지 마라변화를 두려워하지 마라 !!
▶ 좋은 생각을 가지고 있는 직원들의 마음껏 일좋은 생각을 가지고 있는 직원들의 마음껏 일
할할
수 있는 환경을 베풀어주라수 있는 환경을 베풀어주라
▶ 직원에 대한 과감한 투자는 설비보강보다
더 큰 효율을 가진다
▶ 생각을 존중하고생각을 존중하고 ,, 실행에 옮겨라실행에 옮겨라
전문위원의 제안전문위원의 제안
![Contents
원 재 료 부 분원 재 료 부 분
금형 부 분금형 부 분
설비 부 분설비 부 분
1. 관리운영 [3 단계 서식관리 ] 3 . 원재료 생성공정에 따른 불량사례
2. 원재료관리의 오해 4. 흡수성 수지와 비흡수성 수지](https://image.slidesharecdn.com/5-215-151006-151020024530-lva1-app6892/85/5-2-15-151006-2-320.jpg)
![원재료 관리 (1-
1)
원재료라 함은 성형에
사용되는 신재와 분쇄재를 통칭한다 .
1. 관리운영
1) 원재료 관리대장 ; 재료의 입 , 출고 기록관리 ( 자금적관자금적관
리리 / 구매 )
2) 원재료 수불대장 ; 사용시의 필요량을 인수받아 호기별
사용량을
배분하고 통제 및 기록 ( 양적관리양적관리 / 생
관 )
3) 원재료 사용통계대장 ; 호기별 사용량 대비 생산량에 대
한
세부내역 [ 수량 , 무게 ] 을 기록 ( 질적관질적관
리리 / 생산 )](https://image.slidesharecdn.com/5-215-151006-151020024530-lva1-app6892/85/5-2-15-151006-3-320.jpg)






















































![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)



















![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831084711-thumbnail.jpg?width=640&height=640&fit=bounds)

![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831041351-thumbnail.jpg?width=640&height=640&fit=bounds)













