● 감성 품질향상에 따른 외관 품질 개선과 방청 내구성 향상을
위한 스패터 문제가 중요한 현안 문제임
● 경량화 및 내열성 , 방청내구성등을 향상하기 위하여 고장력
강 ,
각종 표면처리강등 특수 소재 적용이 급속히 증가 되고 있음
● 이에 따른 용접부의 기공 , 균열 등의 문제가 야기되고 있
으
며 이들 소재의 프로젝션 용접 접합강도의 안정화 문제도
주제 선정 배경주제 선정 배경
3.
목 차
1. 스패터(SPATTER)
2. 기공 (POROSITY)
3. 균열 (CRACK)
4. P.W 접합 강도
5. HIVIS 적용 소개
4.
스패터 현상스패터 현상,, 주요인주요인스패터 현상스패터 현상 ,, 주요인주요인
용접봉 끝 또는 용융지에서 작은 입자의 용적이 비산되는 현상
1. 스패터 (SPATTER)
- 용접봉과 모재의 기포 방출
- 가스의 폭발 ( 화학반응시 생성 )
- 아크 쏠림 , 과대전류 , 긴아크
- 운봉각도의 부적절
- 접촉 단락 , 아크의 반력
5.
요인 : 미소단락 ( 微小
短落 )
요인 : 아크 반력 ( 反力 )
약도
전류낮
음
X 아크길이 짧음 ( 미소단락 ) O 반력 약함
전류높
음
O 아크길이가 길다 X 반력 강함 ( 용적 , 위로 쏠리며
날림 )
COCO22 용접 스패터 발생 과정용접 스패터 발생 과정COCO22 용접 스패터 발생 과정용접 스패터 발생 과정
작은스패터 큰스패터
6.
용적의 이행용적의 이행용적의이행용적의 이행
와이어가 아크열에 의해 용융되어 용융지로 이행하는 현상
♣ 단락이행 - 와이어 용적이 모재 용융지에 접촉할 때마다 단락
전류에 의해 순간순간 끊어지며 용융방울로 모재로 옮겨 감
♣ 글로블러 이행 - 와이어 용적이 큰 방울로 되어 중력에 의해 이
탈하며 용적이 용융지와 직접 접촉 않으나 순간 단락시는 다
량의 스패터가 발생 함
♣ 스프레이 이행 -Ar 보호가스 분위기에서 특정 전류 영역에서 용
적의 크기가 작아지며 핀치효과에 의해 스프레이 형태로 이행
7.
스패터 개선 방법스패터개선 방법 1-1- 제어제어 ,, 재료재료스패터 개선 방법스패터 개선 방법 1-1- 제어제어 ,, 재료재료
1) Shield 가스에 Ar 혼합 가스를 사용
2) 파형 제어 ( 펄스 용접 )
3) 와이어 송급성 개선
4) Flux Cored 와이어 사용
5) 직류 제어 가능 용접기 사용
스패터 개선 방법스패터 개선 방법 2-2- 용접조건용접조건스패터 개선 방법스패터 개선 방법 2-2- 용접조건용접조건
구분 주요 내용
전류용
접
파형변
화
에따른
용적이
행
안정화
사례
( 일본 )
효
과
♣ 탄산가스 혼합비율 22% 이상에도 스패터 발생량 양
호
- 용접 코스트 저감 가능
♣ 전류 증가에 따른 스패터 발생량도 감소 효과
스테인리스강 펄스 전류 파형 조정 효과스테인리스강 펄스 전류 파형 조정 효과스테인리스강 펄스 전류 파형 조정 효과스테인리스강 펄스 전류 파형 조정 효과
22.
공정 ( 부번): 매니폴드 스패터 개선
개선전 : 개선후 :
< 문제점 >
▶Port 용접 공정 Spatter 과다 발생
작업자 Spatter 제거 Loss 및 외관 품질 저하
< 개선안 >
▶ 용접 파라메타 변경
→ 베이스 전류 조정 :10A → 60A
▶ 용접 조건 [Robot Teaching 자세 및 Positioner
경사각 변경 :45 도→ 180 도 ( 수평 )
스패터 개선 –베이스전류스패터 개선 –베이스전류 ,, 겨냥각도겨냥각도스패터 개선 –베이스전류스패터 개선 –베이스전류 ,, 겨냥각도겨냥각도
23.
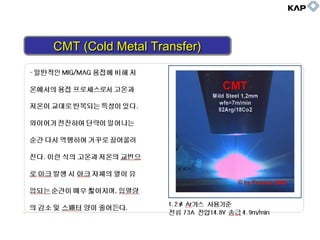
CMT (Cold MetalTransfer)CMT (Cold Metal Transfer)CMT (Cold Metal Transfer)CMT (Cold Metal Transfer)
24.
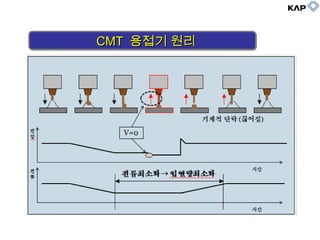
CMTCMT 작동 원리작동원리CMTCMT 작동 원리작동 원리
- 기존 단락이행은 와이어와 모재 단락이후 본전류보다 높은 전류로
전자기적 핀치효과로 이행하므로 입열량 과대 및 스패터 발생
- 단락 해소를 위해 높은 전류를 사용치 않고 토치내 모터를 통해
단락시 기계적으로 와이어를 당겨 해소함
- 저전류대 낮은 입열량으로 속도는 높이고 스패터는 감소
Material Method Man
MeasurementMachine
용접기초
이론숙지
설비 조작 미숙
선풍기사용
바람유입
용접자세
겨냥각도
용접 수순
틈새변형
용접조건
용접속도
전류 , 전압
표면
상태
오일
잔존 과다
와이어송급
모터 , 롤라 이상
와이어 휘어져 나옴설비종류
/ 노후
전류 . 전압 불균일
노즐청소
주기
초 , 중 , 종
Test
SUB ASS’Y
검사
용접조건
일상점검 ( 표준 )
용접조건
정기 관리
전류 / 전압 / 가스유량
용입 검사
용접강도
기공
불량
검사방법
설비 관련 교육 부족
가스 종류 ( 순도 ) 비율
가스유량 과대 , 과소
이음부형상
가스배기
용접와이어 종류
표면처리
연질화 , 녹
돌출길이
노즐경 사이즈 / 편심
가접위치
에어 , 수분
기공 불량 특성요인도기공 불량 특성요인도기공 불량 특성요인도기공 불량 특성요인도
28.
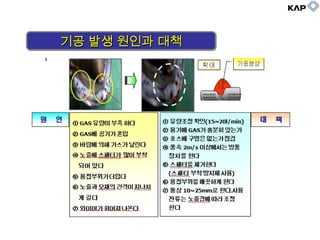
용접 품질 영향인자 특성용접 품질 영향 인자 특성용접 품질 영향 인자 특성용접 품질 영향 인자 특성
구분 주요 내용
일반특
성
대
책
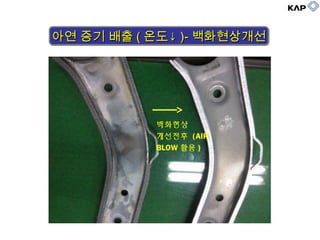
● 아연증기에 의한 피트 , 블로우홀등 기공 결함 발생
● 스패터 발생 다량 ( 무도금판의 3 배 )
● 실드 가스 영향에 의한 기공 결함
♣ 가스빠짐이 용이하도록 이음부 갭 확보
♣ 용융지 진동 효과 펄스 적용
♣ 적정 전류 전압 유지 ( 적절한 아크 길이 )
♣ Ar 가스 사용
♣ 적정 실드가스량 유지 ( 최소노즐경 13Ø 이상 , 선
풍기 바람 )
아연도강판 기공 대책아연도강판 기공 대책아연도강판 기공 대책아연도강판 기공 대책
32.
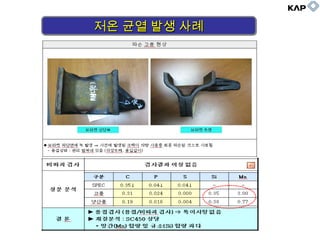
아연도강판 틈새 변화에따른 기공 개선아연도강판 틈새 변화에 따른 기공 개선아연도강판 틈새 변화에 따른 기공 개선아연도강판 틈새 변화에 따른 기공 개선
공정 ( 부번): 기공 발생 (SPFH 590 2.6t 흑색아연도금 ) 개선
개선전 : 개선후
흑연아연도금 면취 가공후 기공 미발생
→ 열처리부 가공 난이로 양산 적용 난
이
→ 겨냥각도 및 노즐길이 티칭 수정< 문제점 >
1. 기공 발생 ( 흑색아연도금 )
2. 노즐 내경 작고 길이 짧음
3. 티칭 불합리
< 개선안 >
1. 노즐 내경 증대 (12 ¢→ 15 ¢ ), 길
이 연장
2. 겨냥 각도 티칭 수정
기포 발생율 35%→ 5%
아연도강판 기공 개선아연도강판 기공 개선 -- 조건개선조건개선아연도강판 기공 개선아연도강판 기공 개선 -- 조건개선조건개선
37.
공정 ( 부번): HZFC-D 부 ( 아연말화성피막처리 ) 이음용접 기공 개선
개선전 : 개선후
1. 노즐 변형으로 실드 가스
공 급 장해
2. 도금부의 용융 가스
( 아연증기 ) 발생
< 문제점 >
1. 노즐 형상 변형하여 사용
2. 도금부 용융 가스 발생으로 인한 기
공
< 개선안 >
1. 노즐 개선 ( 단면 형상 ) 품 적용
2.FLANGE 용접부 모따기 가공하여 도
금 (HZFC-D) 부 제거하여 기공 개선
아연도강판 기공 개선아연도강판 기공 개선 -- 피막부 제거피막부 제거아연도강판 기공 개선아연도강판 기공 개선 -- 피막부 제거피막부 제거
38.
공정 ( 부번): SUS MTG 용접 노즐 및 돌출 길이 개선 - 기공
개선전 : 개선후
< 문제점 >
1. 팁 교환 주기 임의 판단→ F/PROOF
화
2. 노즐 짧고 와이어 돌출길이 너무 길
어
가스 분위기 조성 미흡 ( 기공 발생 )
< 개선안 >
1. 팁교환 F/PROOF 화
2. 노즐및 , 돌출 길이 수정
3. 전압 조정 ( 비드 높이 )
조건 조정 기공 개선조건 조정 기공 개선 -- 노즐 및 돌출길이노즐 및 돌출길이조건 조정 기공 개선조건 조정 기공 개선 -- 노즐 및 돌출길이노즐 및 돌출길이
39.
공정 ( 부번): CMT 용접부 기공 발생
개선전 : 개선후
< 문제점 >
1. 용접 비드에 블로우 홀 , 피트 발생
< 개선안 >
1.CMT 토치내 부품 균열로 냉각수가
가스내로 스며 듬
→ 수리후 기공 없음
수분 유입 기공 개선수분 유입 기공 개선 -CMT-CMT 용접용접수분 유입 기공 개선수분 유입 기공 개선 -CMT-CMT 용접용접
40.
공정 ( 부번): PIPE JOINT ( 연질화부 ) 기공 개선
개선전 : 개선후
< 문제점 >
1.JOINT 와 PIPE 연질화처리부 이음
용접부
기공 과다 발생 (N2 가스 )
< 개선안 >
1.용접이음부에 방질화처리하며 도포
방법 표준화
연질화처리부 기공 개선연질화처리부 기공 개선 -- 방질화방질화연질화처리부 기공 개선연질화처리부 기공 개선 -- 방질화방질화
41.
AlAl 용접 기공발생 요인용접 기공 발생 요인AlAl 용접 기공 발생 요인용접 기공 발생 요인
42.
항목 문제점 현상대책실시
용접조건
관리
1) Ar 가스 유량 부족
2) 하절기 선풍기 바
람 날림
3) TIG 텅스텐봉 연마
교체 주기 관리
4) 노즐 캡 청소 , 교환
주기 관리
1) 유량 조정 완료
10 L/min→20 L/min
2) 작업자 교육 실시 완료
3) 청소 , 교체주기 체크시트
기록 관리
용접재료
습도관리
소재 단품 발청 , 표
면
수분 및 오염
1) 우천시 적재 위치 관리
- 로케이션 정위치 화
2) 상대 습도 80% 이상시 소
재
예열 건조 60℃
AlAl 용접 기공 개선 사례용접 기공 개선 사례 - TIG- TIG 용접용접AlAl 용접 기공 개선 사례용접 기공 개선 사례 - TIG- TIG 용접용접
43.
항목 문제점 현상대책실시
용접재료
습도관리
용접 와이어 건조
작업 미실시
1) 건조로 작동 실시 중
2) 개봉한 와이어 잔여분
건조로에 보관 실시
개선후
TIG
용접부
AlAl 용접 기공 개선 사례용접 기공 개선 사례 - TIG- TIG 용접용접AlAl 용접 기공 개선 사례용접 기공 개선 사례 - TIG- TIG 용접용접
• 탄소당량
- 고장력강에첨가된 합금성분들이 용접 후 경화
성에 미치는 정도를 C 로 환산한 값
- 0.4% 이하에서는 용접양호하나 0.5% 이상이
면 용접곤란 (MS 191-81 에서는 0.43% 기
준 )
- 탄소당량이 높으면 경도 증가
• 최고경도
- Hv 350 이상이면 용접곤란
- (MS 191-81 에서는 보안부위 Hv 345, 일반
부위 Hv 392 기준 )
- 냉각속도가 빠르면 경도증가
• 탄소당량
- 고장력강에 첨가된 합금성분들이 용접 후 경화
성에 미치는 정도를 C 로 환산한 값
- 0.4% 이하에서는 용접양호하나 0.5% 이상이
면 용접곤란 (MS 191-81 에서는 0.43% 기
준 )
- 탄소당량이 높으면 경도 증가
• 최고경도
- Hv 350 이상이면 용접곤란
- (MS 191-81 에서는 보안부위 Hv 345, 일반
부위 Hv 392 기준 )
- 냉각속도가 빠르면 경도증가
[%]
144540246
VMoCrNiSiMn
CCeq ++++++=
40666)(
:
:,
max
±=
+=
CeqH
Ceq
ba
baCeqH
v 연강
탄소당량
상수의한냉각속도에
열영향부 경화열영향부 경화 -- 탄소 당량 규제탄소 당량 규제열영향부 경화열영향부 경화 -- 탄소 당량 규제탄소 당량 규제
자동차용접 품질관리방
법
48
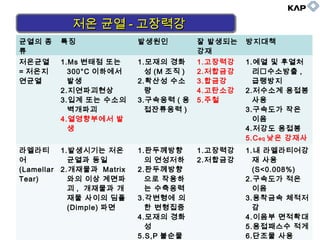
균열의 종
류
특징발생원인 잘 발생되는
강재
방지대책
저온균열
= 저온지
연균열
1.Ms 변태점 또는
300°C 이하에서
발생
2.지연파괴현상
3.입계 또는 수소의
벽개파괴
4.열영향부에서 발
생
1.모재의 경화
성 (M 조직 )
2.확산성 수소
량
3.구속응력 ( 용
접잔류응력 )
1.고장력강
2.저합금강
3.합금강
4.고탄소강
5.주철
1.예열 및 후열처
리수소방출 ,
급랭방지
2.저수소계 용접봉
사용
3.구속도가 작은
이음
4.저강도 용접봉
5.Ceq 낮은 강재사
용라멜라티
어
(Lamellar
Tear)
1.발생시기는 저온
균열과 동일
2.개재물과 Matrix
와의 이상 계면파
괴 , 개재물과 개
재물 사이의 딤플
(Dimple) 파면
1.판두께방향
의 연성저하
2.판두께방향
으로 작용하
는 수축응력
3.각변형에 의
한 변형집중
4.모재의 경화
성
5.S,P 불순물
1.고장력강
2.저합금강
1.내 라멜라티어강
재 사용
(S<0.008%)
2.구속도가 적은
이음
3.용착금속 체적저
감
4.이음부 면적확대
5.용접패스수 적게
6.단조물 사용
저온 균열저온 균열 -- 고장력강고장력강저온 균열저온 균열 -- 고장력강고장력강
구분 주요 내용
종류
특 성
결함대책
● 대표적 용접법으로 TIG, MIG, MAG, 프라즈마 아크용
접 , 전
자 빔용접 , 피복아크용접 , 서브머지드아크용접등이
있다
●TIG 경우 DCEN, 박판은 펄스제어 적용
- 용접봉 이물질 제거 , 통풍 0.5m/s 이내
- 아르곤가스에 수소 첨가하여 용접속도 향상 ( 언더컷
방지 )
●MIG 경우 DCEP, 펄스제어방식 , 정전압 또는 수하특
성
- 아르곤가스에 1~5% 산소 혼합 ( 아크 안정성 개
선 )
- 시일드가스 조성에 따라 아크 , 비드 , 스패터 영향
♣ 결함으로서는 고온균열 ( 응고균열 S,P 함
량 ) 저온균
열 ( 예열 , 구속응력 최소화 ) 응력부식 입
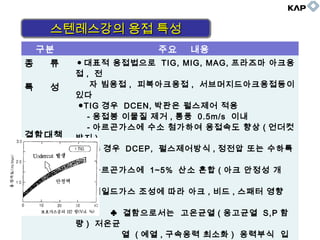
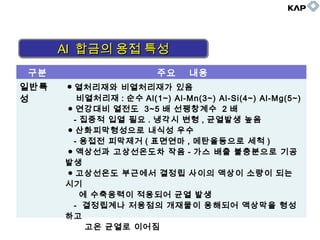
스텐레스강의 용접 특성스텐레스강의 용접 특성스텐레스강의 용접 특성스텐레스강의 용접 특성
구분 주요 내용
일반특
성
●열처리재와 비열처리재가 있음
비열처리재 : 순수 Al(1~) Al-Mn(3~) Al-Si(4~) Al-Mg(5~)
● 연강대비 열전도 3~5 배 선팽창계수 2 배
- 집중적 입열 필요 . 냉각시 변형 , 균열발생 높음
● 산화피막형성으로 내식성 우수
- 용접전 피막제거 ( 표면연마 , 메탄올등으로 세척 )
● 액상선과 고상선온도차 작음 - 가스 배출 불충분으로 기공
발생
● 고상선온도 부근에서 결정립 사이의 액상이 소량이 되는
시기
에 수축응력이 적용되어 균열 발생
- 결정립계나 저융점의 개재물이 용해되어 액상막을 형성
하고
고온 균열로 이어짐
AlAl 합금의 용접 특성합금의 용접 특성AlAl 합금의 용접 특성합금의 용접 특성
56.
AlAl 균열 발생요인 대책균열 발생 요인 대책AlAl 균열 발생 요인 대책균열 발생 요인 대책
57.
품명 : FILLERNECK 부 크랙 개선
개선전 개선후
● 개선전
발생위치가 루트면 HAZ 이고 이부위
는
반복하중시 응력이 집중됨
( 탱크 바디홀 끝단에 용접 )
● 이음 형상 변경
바디홀을 버링하여 후랜지 끝단에
용접하도록 형상 변경 ( 설변 )
AlAl 용접부 크랙 개선 사례용접부 크랙 개선 사례AlAl 용접부 크랙 개선 사례용접부 크랙 개선 사례
58.
P.WP.W 적정 조건설정 방법적정 조건 설정 방법P.WP.W 적정 조건 설정 방법적정 조건 설정 방법
4. Projection 용접 접합
강도
Material Method Man
MeasurementMachine
용접기초
이론숙지
조건
Check
작업
숙련도
용접각도
전극
연마기준
교환주기
용접조건
1,2,3 차
조건 불합리
Embos
높이 Size
아연도금강판
도금층 두께
부품
평탄도
냉 각
전극형상 / 교환주기
냉각방법
냉각 수온상승
Holder 형상
Nipple 위치
가압력
가압력 불균일
과대 / 과소
전 류
전류산포
초 , 중 , 종
Test
사용
전력부하
용접조건
일상점검 ( 표준 )
용접조건
정기 관리
전류 / 가압력
Nugget 경
관리
용접강도
강도
부족
검사방법
Embos 위치
프로젝션 강도 특성요인도프로젝션 강도 특성요인도프로젝션 강도 특성요인도프로젝션 강도 특성요인도
61.
품명 : .M6 너트 접합 강도 산포 (2.0t 고장력강 +M6)
개선전 개선후
● 개선전
품질기준 : 토르크 550 Kg-cm
ACT : 350~900 Kg-cm ( 토르크 산
포 )
● 개선후 ( 토르크 기준 확보 안정화 )
1) 프레스 단품 금형 수정 ( 평면도 유
지 )
2) 전극 접촉면 최소화 (25 ¢→ 15 ¢
교체 )
3) 평면도 유지 보조 지그 제작 사용
용접 좌면 평면도 개선 사례용접 좌면 평면도 개선 사례용접 좌면 평면도 개선 사례용접 좌면 평면도 개선 사례
62.
품명 : .너트 프로젝션 접합 강도 시험
개선전 개선후
● 개선전
1. 접합강도체크를 토르크렌치를 이용
함
2. 여성작업자 사용 곤란
● 개선후
1. 너트 박리 분리력 측정 , 용착 강도
시험
2. 여성 작업자 가능 ( 너겟 시험 대체
가능 )
프로젝션 용착강도 시험 개선프로젝션 용착강도 시험 개선프로젝션 용착강도 시험 개선프로젝션 용착강도 시험 개선
63.
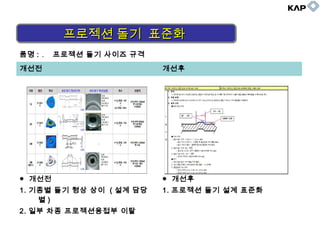
품명 : .프로젝션 돌기 사이즈 규격
개선전 개선후
● 개선전
1. 기종별 돌기 형상 상이 ( 설계 담당
별 )
2. 일부 차종 프로젝션용접부 이탈
● 개선후
1. 프로젝션 돌기 설계 표준화
프로젝션 돌기 표준화프로젝션 돌기 표준화프로젝션 돌기 표준화프로젝션 돌기 표준화
고장력강고장력강 P.WP.W 테스트결론테스트 결론고장력강고장력강 P.WP.W 테스트 결론테스트 결론
● 450 Mpa 이상 고장력강의 PROJECTION 용접
- DC 인버터 용접 방식 적용 필요
● 980 Mpa 급 초고장력강의 PROJECTION 용접
- 4 각수직돌기형 용접 너트 적용 검토 ( 너트 사이즈 증대 )
● 핫스템핑강의 PROJECTION 용접
- 핫스템핑강의 Al-Si 코팅 박리
Microsoft Office
PowerPoint 97-2003 ÇÁ·¹Á
66.
5. HIVIS 적용소개
HIVIS
(High Technology Integrated Vehicle Inspection System)
차체부문
1). 지능형 용접 시스템
2). 용접점 누락 방지 시스템
3). 서보 건
4). 점용접 비파괴검사 시스템
5). 용접팁 드레싱 칼라분석 시스템
6). CMT 용접기
하드웨어
7). 프로젝션용접 ( 하드웨어 HIVIS)
67.
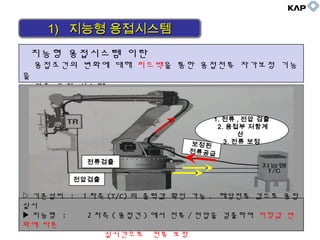
지능형 용접시스템 이란
용접조건의변화에 대해 피드백을 통한 용접전류 자가보정 기능
을
갖춘 용접 시스템
▷ 기존설비 : 1 차측 (T/C) 의 출력값 확인 가능 . 해당전류 값으로 용접
실시
▶ 지능형 : 2 차측 ( 용접건 ) 에서 전류 / 전압을 검출하여 저항값 변
화에 따른
실시간으로 전류 보정
전류검출
전압검출
보정된
전류공급
1. 전류 , 전압 검출
2. 용접부 저항계
산
3. 전류 보정
1)1) 지능형 용접시스템지능형 용접시스템1)1) 지능형 용접시스템지능형 용접시스템
68.
지능형 용접시스템의 필요성
용접시저항값 (R) 이 일정하지 않아 발생하는 발열량의 산포가
발생
SPOT 용접에서의 방해요소 (R 의 산포 )
저항 용접 품질 방해 요소저항 용접 품질 방해 요소저항 용접 품질 방해 요소저항 용접 품질 방해 요소
69.
♣ 입력된 용접조건에따른
일정한 전류로 용접 실시 .
1. 용접전류 통전시 용접 전극부
의 실제 전류값 모름 .
2. 용접결과 데이터 저장 관리 .
( 실시간 용접불량 검출 안됨 )
기 존
♣ 용접조건 변화에 따른 전류값
자기 보정 실시 .
1. 용접전류 통전시 용접 전극부
의 실제 전류값 보정 실시 .
2. 용접상황 실시간 감시로 불량
검출 .
지능형 용접 시스템
지능형 용접 시스템 적용 효과
최적의 용접품질 상태를 유지하기 위한 조건 보정 , 조절 지능형 용
접
설비를 구축하여 공정내 용접의 고품질을 보증하기 위함
지능형 용접시스템 적용 효과지능형 용접시스템 적용 효과지능형 용접시스템 적용 효과지능형 용접시스템 적용 효과
70.
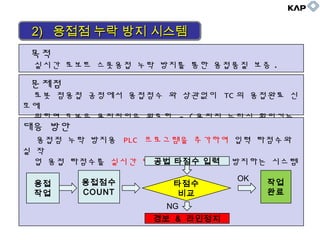
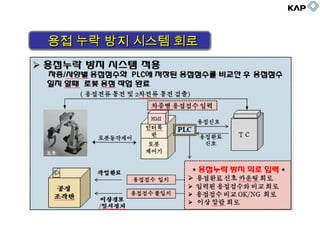
목적
실시간 로보트 스폿용접누락 방지를 통한 용접품질 보증 .
문제점
로봇 점용접 공정에서 용접점수 와 상관없이 TC 의 용접완료 신
호에
의하여 로봇은 용접작업을 완료함 - ( 용접점 누락시 확인기능
없음 )대응 방안
용접점 누락 방지용 PLC 프로그램을 추가하여 입력 타점수와
실 작
업 용접 타점수를 실시간 비교하여 용접누락을 방지하는 시스템
용접
작업
용접점수
COUNT
타점수
비교
작업
완료
경보 & 라인정지
공법 타점수 입력
OK
NG
2)2) 용접점 누락 방지 시스템용접점 누락 방지 시스템2)2) 용접점 누락 방지 시스템용접점 누락 방지 시스템
71.
용접 누락 방지시스템 회로용접 누락 방지 시스템 회로용접 누락 방지 시스템 회로용접 누락 방지 시스템 회로
72.
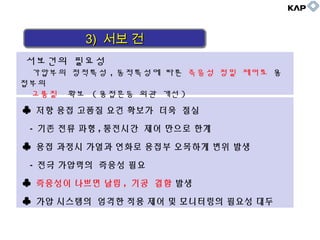
♣ 저항 용접고품질 요건 확보가 더욱 절실
- 기존 전류 파형 , 통전시간 제어 만으로 한계
♣ 용접 과정시 가열과 연화로 용접부 오목하게 변위 발생
- 전극 가압력의 즉응성 필요
♣ 즉응성이 나쁘면 날림 , 기공 결함 발생
♣ 가압 시스템의 엄격한 적용 제어 및 모니터링의 필요성 대두
3)3) 서보 건서보 건3)3) 서보 건서보 건
서보건의 필요성
가압부의 정적특성 , 동적특성에 따른 즉응성 정밀 제어로 용
접부의
고품질 확보 ( 용접흔등 외관 개선 )
73.
♣ 서보 모터, 벨트 , 볼 스크류에 의한 회전 토르크로 가압
♣ 서보 모터 피드백 전류 이용 , 전극 간의 가압력 측정
♣ 계측 가압력 이용 소프트 터치 제어 - 압흔 깊이 보상 제어
서보 건의 특징서보 건의 특징서보 건의 특징서보 건의 특징
74.
♣ 로봇과 저항용접의 동기화 - 용접 목표 접근 시간 단축
♣ 압흔 깊이 , 전극 이동 , 가압력 저하에 따른 보상 제어
- 용접 강도 향상
♣ 공압 가압시 발생하는 충격 감소 ,
소프트 터치
♣ 소음 감소에 의한 환경 개선
♣ 가압 시간의 최적화 -CYCLE TIME 단축 , 생산성 향상
서보 건의 장점서보 건의 장점서보 건의 장점서보 건의 장점
75.
목적
초음파를 이용한 비파괴검사로재료비절감 및 용접품질 보증
현 문제점
작업 ( 검사 ) 자에 의한 수동 파괴검사로 검사시간 과다 및 파괴
검사 후
폐기에 따른 재료비 증가 / 검사 어려운 곳 검사 누락 발생
대응 방안
초음파를 이용하여 용접점을 검사함
수동공구
사용
( 정 , 망치
/ 에어함
마 )
파괴 검사 비파괴 검사
4)4) 점용접 비파괴검사 시스템점용접 비파괴검사 시스템4)4) 점용접 비파괴검사 시스템점용접 비파괴검사 시스템
76.
구 분 일반초음파 검사 시스템 집적식 초음파 검사 시스템
약 도
측 정
원 리
•검사부 초음파 파형의 반사시간 차
이
분석
•다수 탐촉자의 신호를 동시에 분석
하여 도식화 ( 녹색부 : 정상용
접 )
용접부 탐촉자 터
치
용접부 탐촉자 터
치
출력 화면 출력 화면
탐촉자 52 개 집적
탐촉자
t1 t2
시간 시간
점용접 초음파 비파괴검사 비교점용접 초음파 비파괴검사 비교점용접 초음파 비파괴검사 비교점용접 초음파 비파괴검사 비교
77.
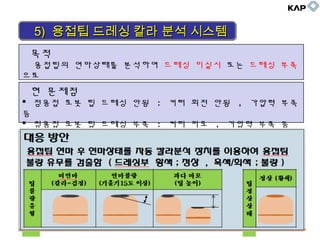
목적
용접팁의 연마상태를 분석하여드레싱 미실시 또는 드레싱 부족
으로
인한 용접불량 ( 분리 ) 을 방지하여 용접품질을 보증 .
현 문제점
점용접 로봇 팁 드레싱 안됨 : 커터 회전 안됨 , 가압력 부족
등
점용접 로봇 팁 드레싱 부족 : 커터 마모 , 가압력 부족 등
대응 방안
용접팁 연마 후 연마상태를 자동 칼라분석 장치를 이용하여 용접
팀
연마 불량 유무를 검출함 ( 드레싱부 황색 ; 정상 , 흑색 /
회색 ; 불량 )팁
불
량
유
형
미연마
( 칼라 = 검정 )
연마불량
( 기울기 15 도
이상 )
과다 마모
( 팁 높이 )
팁
정
상
상
태
정상 ( 황
색 )
5)5) 용접팁 드레싱 칼라 분석 시스템용접팁 드레싱 칼라 분석 시스템5)5) 용접팁 드레싱 칼라 분석 시스템용접팁 드레싱 칼라 분석 시스템
78.
용접팁 드레싱 칼라분석 기준값 설정용접팁 드레싱 칼라 분석 기준값 설정용접팁 드레싱 칼라 분석 기준값 설정용접팁 드레싱 칼라 분석 기준값 설정
79.
목적
아크 용접시 전류를최소화하여 저전류 저입열량에 의한 용접으
로
스패터 발생 감소 및 용접부 열변형 방지로 용접품질을 향상 .
용접시 발생하는 융착 발생 감소로 가동율 향상
현재문제점
♣ 아크용접 (CO2) 시 고전류에 의한 스패터 과다 발생
♣ 용접시 고온 지속으로 용접부 열변형 발생
♣ 용접시 와이어 융착 다발
♣ 와이어 선단 뭉침으로 커팅 필요
대응 방안
전류를 최소화하여 적은 열량으로 용접이 가능한 CMT (cold
metal transfer) 용접기 적용
6) CMT6) CMT 용접기용접기6) CMT6) CMT 용접기용접기
1. 세라믹 로케이션핀 적용 - 분류 , 조기 마모 방지
2. 타점 카운터기 적용 - 팁 드레싱 , 교환 주기 설정 관리
3. DC 인버터 용접기 적용 –고장력강 780Mpa 이상
4. 방호팁 적용 – 규격외 혼입 , 편심 방지
5. 타점 누락 카운터 & 리미트 스위치 적용 - 타점 ( 수량 ) 누락 방지
6. 역방향 조립 방지 GUIDE 적용 – 너트 오샵 방지
7. 볼트 길이 감지 센서 적용 - 이종 볼트 조립 방지
8. 칩 용착방지 에어 분사장치 적용 - 스패터 용착 방지
9. 스터드용접 콜렛 교체 주기 표준화 - 교체주기 20,000 타점
10. 스터드 누락방지시스템 적용 -PLC 프로그램 , 총용접수량 카운팅
11. 스터드 자동검사 시스템 - 레이져 변위 센서활용 , 편심 및 위치 체크
7)7) 하드웨어하드웨어 HIVISHIVIS7)7) 하드웨어하드웨어 HIVISHIVIS








































![• 탄소당량
- 고장력강에 첨가된 합금성분들이 용접 후 경화
성에 미치는 정도를 C 로 환산한 값
- 0.4% 이하에서는 용접양호하나 0.5% 이상이
면 용접곤란 (MS 191-81 에서는 0.43% 기
준 )
- 탄소당량이 높으면 경도 증가
• 최고경도
- Hv 350 이상이면 용접곤란
- (MS 191-81 에서는 보안부위 Hv 345, 일반
부위 Hv 392 기준 )
- 냉각속도가 빠르면 경도증가
• 탄소당량
- 고장력강에 첨가된 합금성분들이 용접 후 경화
성에 미치는 정도를 C 로 환산한 값
- 0.4% 이하에서는 용접양호하나 0.5% 이상이
면 용접곤란 (MS 191-81 에서는 0.43% 기
준 )
- 탄소당량이 높으면 경도 증가
• 최고경도
- Hv 350 이상이면 용접곤란
- (MS 191-81 에서는 보안부위 Hv 345, 일반
부위 Hv 392 기준 )
- 냉각속도가 빠르면 경도증가
[%]
144540246
VMoCrNiSiMn
CCeq ++++++=
40666)(
:
:,
max
±=
+=
CeqH
Ceq
ba
baCeqH
v 연강
탄소당량
상수의한냉각속도에
열영향부 경화열영향부 경화 -- 탄소 당량 규제탄소 당량 규제열영향부 경화열영향부 경화 -- 탄소 당량 규제탄소 당량 규제](https://image.slidesharecdn.com/5-2014-140507-140520235735-phpapp01/85/5-2014-140507-45-320.jpg)













































![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)
















































![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831084711-thumbnail.jpg?width=640&height=640&fit=bounds)
![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831041351-thumbnail.jpg?width=640&height=640&fit=bounds)













