목차
1. 회사 소개
2.품질활동 대상품목 및 소개
3. 추진 조직
4. 추진활동 경과
5. 품질목표 및 실적
6. 개선테마 추진내역
7. 미결사항 및 보완사항
8. 표준화 및 사후 관리방안
9. 개선 사례
10. 활동 소감
3.
1.회사 소개
업 체명
㈜ 부강샘스
대표 이사
이성진
소 재 지
인천시 남동구 고잔동 652 남동공단
104B-1L
설 립 일
1978 년 5 월
품질 인증
ISO 14001 / TS 16949 / SQ
총 인원
153 명 <단조부문 30 명>
주 생산품
냉간단조품 ,스프링, 가전(RAYCOP
주요 거래처
덴소풍성, DBI 외 ( HKMC약 30% )
총매출액
90 억원 ( 10년도 단조부문 목표 )
-2. 주요 설비및 측정기
생산 설비
측정 장비
설 비 명
사
양
수량
만능재료시험기
포마
6mm –
28mm
보유대수
5
비 고
효동기계공업
나카시마다.
한신
2
비커스 경도기
반자동, 아날로그 (10g-1kg)
1
반자동, 디지털
1
염수분무시험기
선경
1
PC연결 10-50배
로그웰 경도기
형식 및 규격
아날로그(10ton 3단)
실체 현미경
GASS식
1
내구시험기
3
비틀림시험기
2
도금두께 측정기
전해식 측정기
폴리싱 머신
1
1
투영기
햇다
17
한신
3
인장 압축 하중 시험기
2mm –
12mm
X10, X20
10Kg, 50Kg
2
토션하중시험기
50Kg, 50N
2
마운팅 프레스
석정반
롤링
2mm –
12mm
22
희성정밀
KYOEI
1
650x450mm
공구현미경
1
1
캘리퍼첵커
2mm –
12mm
5
자체제작
2
핀게이지
가공
0-300mm
1.0~2.0mm
2
조도시험기
Ra, Ry,RZ
3
3차원측정기
접촉식,비접촉식
3
비고
7.
-3. 공정 소개
소재입고
단조
가공
열처리,도금(외주)
자주 검사
검사
로링(전조)
완성품
8.
2. 품질활동 대상품목및 소개
전체 개요
No
개선 테마 명
목표
비고
1
제품 품질 향상
1,286 500 ppm
단조공정
-pivot (덴소풍성向)
8,070 -> 2,000 ppm
단조+외주공정
2
공정 품질 개선
찍힘, 금형파손, 치수 개선
생산/품질
3
품질 시스템 구축
생산관리, 품질관리의 재점검
, 보완
생관/생산/품질
4
기술 교육 실시
단조 기초 기술, 원재료 이해
관련 부서원
포마 제품 배출
1차가공기
피봇 공정 문제점
-각공정이 분리(독립)
-장입/추출 과정에서 부딫힘 발생
(찍힘 발생)
-각공정에서의 찍힘 발생 억제필요
-가능한 공정의 통합 (인 라인 화)
1,2차 버니싱 장입
2차 가공기
롤링 제품 장입
도금/연질화
11.
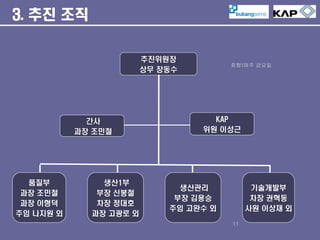
3. 추진 조직
추진위원장
상무장동수
간사
과장 조민철
품질부
과장 조민철
과장 이형덕
주임 나지원 외
생산1부
부장 신봉철
차장 정대호
과장 고광로 외
회합:매주 금요일
KAP
위원 이성근
생산관리
부장 김용승
주임 고완수 외
기술개발부
차장 권혁동
사원 이상재 외
11
12.
4. 추진활동 경과
구
분
투입
M/D
초두방문
1월 <4>
15
2월 <4>
30
15
30
3월 <4>
15
30
4월 <3.5>
15
30
5월 <3>
15
30
6월 <3>
15
30
7월 <2.5>
15
30
8월 <3>
15
30
09.12. 8
지도 착수
1
현상파악 및
개선 목표 설정
4
계획 발표
1
10. 1. 8
K-Off 2/10
문제점발췌/개선
19
단조기술교육
표준화
(1)
효과파악 및 정리
1
활동결과 발표
1
W-Up 8/24
사후 관리
합계 27 M/D
13.
5. 품질목표 및실적
09 vs 10.7월
1,286 ppm ->606 ppm 52.8 % 개선
-1. 공정 불량률 <완제품 품질현황>
1600
35000000
1361
1400
부적합율(PPM)
30000000
28737455
작업수량 (EA)
1200
25751710
25000000
23912892
23594916
1000
20383519 20090757
862
800
20072591
20000000
606
804
783
15000000
713
610
600
목표 500 ppm
10000000
400
5000000
200
0
0
1월
구
분
2월
1월
3월
2월
4월
3월
5월
4월
6월
5월
6월
7월
7월
8월
8월
9월
10월
9월
11월
10월
12월
11월
12월
작업수량 (EA) 20,383,519 20,090,757 25,751,710 28,737,455 23,594,916 20,072,591 23,912,892
TOTAL
162,543,840
불량수량 (EA)
15,954
27,342
15,715
20,484
20,350
16,131
14,483
130,459
부적합율(PPM)
783
1361
610
713
862
804
606
803
목표 (PPM)
50
50
50
50
50
50
50
50
50
50
50
50
50
14.
09. 5~12 월vs 10.7월
8,070 ppm ->6,180 ppm 23.4 % 개선
-2. 피봇 불량률 <완제품 품질현황>
70,000
350,000
65,059
327,684
308,543 309,826
60,000
298,005
부적합율(PPM)
300,000
작업수량 (EA)
275,504
50,000
250,000
225,203
40,000
200,000
30,000
150,000
20,000
16,588
100,000
15,978
10,942
10,859
10,000
50,000
6,180
2,429
목표 2,000 ppm
24,501
-
1월
구
분
2월
3월
4월
5월
6월
7월
8월
9월
8월
10월
2월
3월
4월
5월
6월
7월
작업수량 (EA)
225,203
24,501
275,504
308,543
309,826
298,005
327,684
1,769,266
불량수량 (EA)
547
1,594
4,570
4,930
3,390
3,236
2,025
20,292
부적합율 (PPM)
2,429
65,059
16,588
15,978
10,942
10,859
6,180
11,469
목 표 (PPM)
50
50
50
50
50
50
50
50
10월
12월
1월
50
9월
11월
50
11월
50
12월
50
TOTAL
50
15.
-3. 고객 불량률<고객 품질>
4000
25,000,000
불량율
3384
21,803,456
3500
21,575,633
20,000,000
19,589,991
19,090,039
3000
출고수량
16,050,589
16,037,840
2500
15,000,000
13,890,076
2000
10,000,000
1500
1000
5,000,000
500
307
3
1
2월
3월
4월
0
1
8
6월
7월
0
0
1월
구분
1월
2월
3월
4월
5월
5월
6월
8월
7월
9월
8월
10월
9월
11월
10월
12월
11월
12월
출고수량 16,050,589 16,037,840 19,090,039 21,803,456 13,890,076 19,589,991 21,575,633
합계
128,037,624
발생수량
4,929
41
17
22
47,005
4
177
52,195
불량율
307
3
1
1
3384
0
8
408
목표
0
0
0
0
0
0
0
납품건수
363
391
493
507
348
440
507
3,049
발생건수
7
8
9
3
15
6
9
57
0
0
0
0
0
0
16.
20,000
-4. 피봇 불량유형 비교
- , 0%
18,000
4월 ppm
1,689 19 , 0%
1,818 ,
, 11% - ,
12%
16 , 0%
0%
26 , 0%
52 ,
0%
12,358 ,
77%
7월 ppm
몸통찍힘(원재료)
세레이션
14,000
찍힘
홈 가공
12,358
12,000
몸통부 칩
도금
15,979
4월 ppm
16,000
97.4 % 개선
10,000
와셔
미가공
8,000
6,180
6,000
173 , 3%
659 ,
10%
42 ,
1%
45 ,
1%
7월 ppm
67 ,
1%
4,000
몸통찍힘(원재료)
세레이션
2,746 ,
44%
2,000
1,689
1,535
598
26
찍힘
홈 가공
2,746
1,818
311
52
- 45
659
1942
-173
1667
-
몸통부 칩
1,535
, 25%
311 , 5%
도금
598 ,
10%
와셔
미가공
09. 5~12 월 vs 10.7월
8,070 ppm ->6,180 ppm 23.4 % 개선
10. 4 월 vs 7 월
15,979 ppm ->6,180 ppm 61.3 % 개선
-1. 공정별 찍힘발생테스트
사내 공정
불량수
2, 8%
4, 16%
10, 40%
5, 20%
단조
1차가공
2차가공
바니싱
전조
4, 16%
1. 공정별 발생결과
-1. 단조공정: 1,000 EA /LOT,
-2. 1차 가공: 1,000 EA /LOT,
-3. 2차 가공: 1,000 EA /LOT,
-4. 바니싱 : 1,000 EA /LOT,
-5. 전조공정: 1,000 EA /LOT,
계
200 EA / 검사, 10 EA / 찍힘불량 50,000 PPM
200 EA / 검사,
4 EA / 찍힘불량 20,000 PPM
200 EA / 검사,
5 EA / 찍힘불량 25,000 PPM
200 EA / 검사,
4 EA / 찍힘불량 20,000 PPM
180 EA / 검사,
2 EA / 찍힘불량 11,110 PPM
980 EA / 검사
25 EA / 찍힘불량 25,510 PPM
19.
DNPS PIVOT SHAFT83731-3190 단조공정 찍힘 문제점
F/M 2호기
설비명:
(12M 6D 6B)
검사 LOT : 1,000 EA
검사수량 : 500 EA
불량수량 : 7 EA
14,198PPM
1. 공정별 발생결과 <3월 12일 작성>
-1. 단조공정: 1,000 EA /LOT, 200 EA / 검사, 10 EA / 찍힘불량 50,000 PPM
-2. 1차 가공: 1,000 EA /LOT, 200 EA / 검사,
4 EA / 찍힘불량 20,000 PPM
-3. 2차 가공: 1,000 EA /LOT, 200 EA / 검사,
5 EA / 찍힘불량 25,000 PPM
-4. 바니싱 : 1,000 EA /LOT, 200 EA / 검사,
4 EA / 찍힘불량 20,000 PPM
-5. 전조공정: 1,000 EA /LOT, 180 EA / 검사,
2 EA / 찍힘불량 11,110 PPM
계 980 EA / 검사
25 EA / 찍힘불량 25,510 PPM
2.찍힘발생 유형
1. 설비 개선
개선전
개선후
1/3 TAPER
세레이션 찍힘
문제점
현상
설비 컨베어를 설치하여 기존 제품받이 낙차의 문제로 찍힘이 다수
발생되는 현상을 줄임.
50,000 -> 14,198 ppm
3/12 측정치 대비
몸통부 찍힘
20.
설비명:
R/L(12M)
검사 LOT :1,000EA
검사수량 : 500EA
2 EA
불량수량 : 4,016 PPM
1. 공정별 발생결과 <3월 12일 작성>
-1. 단조공정: 1,000 EA /LOT, 200 EA / 검사, 10 EA / 찍힘불량 50,000 PPM
-2. 1차 가공: 1,000 EA /LOT, 200 EA / 검사,
4 EA / 찍힘불량 20,000 PPM
-3. 2차 가공: 1,000 EA /LOT, 200 EA / 검사,
5 EA / 찍힘불량 25,000 PPM
-4. 바니싱 : 1,000 EA /LOT, 200 EA / 검사,
4 EA / 찍힘불량 20,000 PPM
-5. 전조공정: 1,000 EA /LOT, 180 EA / 검사,
2 EA / 찍힘불량 11,110 PPM
계 980 EA / 검사
25 EA / 찍힘불량 25,510 PPM
1. 불량발생 원인
2.찍힘발생 유형
몸통부 찍힘BURR 표면 버니싱작업으로 제거됨.
문제점
현상
1. 제품을 공급기에 이동시 작업자가 BOX안에 제품을 공급기에
투입시 낙차로 인하여 찍힘발생이 우려되나 몸통부 표면
버니싱작업으로 찍힘BURR는 제거됨.(첨부사진참조)
20,000 -> 4,016 ppm
3/12 측정치 대비
21.
설 비 명: R/L(M12)
검사 LOT : 1,000EA
검사수량 : 500EA
불량수량 :
12 EA
24,590 ppm
1. 공정별 발생결과 <3월 12일 작성>
-1. 단조공정: 1,000 EA /LOT, 200 EA / 검사, 10 EA / 찍힘불량 50,000 PPM
-2. 1차 가공: 1,000 EA /LOT, 200 EA / 검사,
4 EA / 찍힘불량 20,000 PPM
-3. 2차 가공: 1,000 EA /LOT, 200 EA / 검사,
5 EA / 찍힘불량 25,000 PPM
-4. 바니싱 : 1,000 EA /LOT, 200 EA / 검사,
4 EA / 찍힘불량 20,000 PPM
-5. 전조공정: 1,000 EA /LOT, 180 EA / 검사,
2 EA / 찍힘불량 11,110 PPM
계 980 EA / 검사
25 EA / 찍힘불량 25,510 PPM
1. 불량발생 원인
2.찍힘발생 유형
전조부 찍힘
문제점
현상
1. 제품을 공급기에 이동시 작업자가 BOX안에 제품을 공급기에
투입시 낙차로 인하여 찍힘발생이 우려됨.
2. 전조 완료품이 BOX로 이동시 중량 및 낙하 속도로 인하여
전조부 및 몸통부 찍힘발생이 우려됨.
11,110 -> 24,590 ppm
3/12 측정치 대비
22.
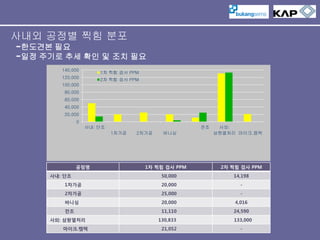
사내외 공정별 찍힘분포
-한도견본 필요
-일정 주기로 추세 확인 및 조치 필요
140,000
1차 찍힘 검사 PPM
120,000
2차 찍힘 검사 PPM
100,000
80,000
60,000
40,000
20,000
0
사내: 단조
전조
1차가공
공정명
사내: 단조
2차가공
바니싱
1차 찍힘 검사 PPM
사외:
삼원열처리 마이크.켐텍
2차 찍힘 검사 PPM
50,000
14,198
1차가공
20,000
-
2차가공
25,000
-
바니싱
20,000
4,016
전조
11,110
24,590
사외: 삼원열처리
마이크.켐텍
130,833
21,052
133,000
-
23.
공정개선(1)
개 선 전
기존
내용
▣원재료 취급 부주의로 인한
재료 꺽임 및 긁힘
개
개선
내용
선
후
▣ 고무판에 마모되는 현상이 발생
하여 2차개선으로 보호장치 재제작
23
24.
공정개선(2)
개 선 전
기존
내용
▣소재보관 다이 보호대(고무)가 없어
찍힘 발생 우려됨
개
개선
내용
선
후
▣ 다이(바닥) 자체를 원형으로 제작하여
찍힘 최소화
24
25.
공정개선(3)
개 선 전
개
선
DNPS외관 한도 견본
업 체
DNPS
품 명
품번
작 성
검 토
83731-3380,3390
원재료 외관 판정
불량 내용
N/A
PIVOT SHAFT
원재료 표면 곰보로
인한 형상불량
후
승 인
중요도
중요
이동시 취급부주의로 인한
몸통부 형상불량
업 체
DNPS 외관 한도 견본
DNPS
불량 내용
품 명
PIVOT SHAFT
▣ 찍힘 유형 관리 미흡
=> 원재료 , 찍힘 2종으로 관리
개선
내용
검 토
83731-3380,3390
공정 및 이동간 발생되는 찍힘 외관 판정
공정 및 이동중 제품간의
마찰로 인한 찍힘불량
기존
내용
품번
작 성
승 인
중요도
중요
칩 으로 인한 몸통부
눌림불량
▣ 원재료, 취급부주의, 칩찍힘등
찍힘 유형별도 구분하여 관리
=> 유형별 개선활동 관리 용이
25
26.
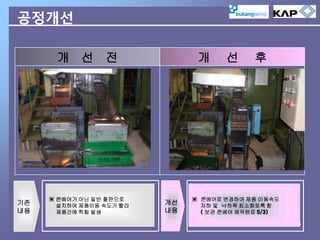
공정개선
개 선 전
기존
내용
▣콘베어가 아닌 일반 철판으로
설치하여 제품이동 속도가 빨라
제품간에 찍힘 발생
개
개선
내용
선
후
▣ 콘베어로 변경하여 제품 이동속도
저하 및 낙하폭 최소화토록 함
( 보관 콘베어 제작완료 5/3)
26
27.
공정관리
개 선 전
기존
내용
▣제품 가공부 방향으로만 AIR가
공급되어 칩이 말릴경우 몸통부
로 칩이 말려 올라감.
개
개선
내용
선
후
▣ AIR 공급장치의 위치를 척에서
가공부 방향으로 위치 변경하여
말린 칩이 화살표 방향으로 제거됨.
28.
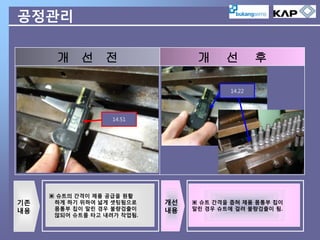
공정관리
개 선 전
개
선
후
14.22
14.51
기존
내용
▣슈트의 간격이 제품 공급을 원활
하게 하기 위하여 넓게 셋팅됨으로
몸통부 칩이 말린 경우 불량검출이
않되어 슈트를 타고 내려가 작업됨.
개선
내용
▣ 슈트 간격을 좁혀 제품 몸통부 칩이
말린 경우 슈트에 걸려 불량검출이 됨.
29.
공정관리
개 선 전
기존
내용
▣OIL주입시 슈트 끝부분에만 공급
되어 칩이 OIL을 타고 내려가는
시간이 적어 칩 제거가 않됨.
개
개선
내용
선
후
▣OIL 주입구를 30mm 후퇴시켜 OIL
주입시 슈트에 머물러 있는 제품에
충분한 OIL과 흘러내려갈수 있는
시간을 만들어주어 칩을 제거함.
30.
공정관리
개 선 전
기존
내용
▣로링 2호기 바이브레타 수리필요
(PIVOT SHAFT 세레이션부 마모)
개
개선
내용
선
후
▣ 로링 2호기 바이브레타 수리 완료
30
31.
공정관리
개 선 전
기존
내용
▣보관 BOX로 낙하시 제품과 서로
마찰로 인해 찍힘현상 발생
개
개선
내용
선
후
▣ 보관BOX로 낙하시 우레탄 받침대
부착하여 찍힘 최소화
(가공설비 4,5호기)
31


























![[창업자&예비창업자] 스타트업 재무관리](https://cdn.slidesharecdn.com/ss_thumbnails/finan-201129115513-thumbnail.jpg?width=640&height=640&fit=bounds)






![[창업자&예비창업자] 로컬비즈니스를 위한 아이템고도화 및 사업계획서작성의 기초](https://cdn.slidesharecdn.com/ss_thumbnails/localitem-231226125400-39cc4e4a-thumbnail.jpg?width=640&height=640&fit=bounds)


![[창업자&예비창업자] 청년일자리를 위한 창업과 창직](https://cdn.slidesharecdn.com/ss_thumbnails/new-200906110217-thumbnail.jpg?width=640&height=640&fit=bounds)

![[창업자&예비창업자] 스타트업 R&D 지원사업 성공 전략](https://cdn.slidesharecdn.com/ss_thumbnails/startuprnd-200906104129-thumbnail.jpg?width=640&height=640&fit=bounds)
![[창업&예비창업자] 창업 성장단계별 경영전략](https://cdn.slidesharecdn.com/ss_thumbnails/ss-160211075143-thumbnail.jpg?width=640&height=640&fit=bounds)
![[비즈클래스 1기 경영편] 2강 스타트업 비즈니스 모델과 성장전략 수립](https://cdn.slidesharecdn.com/ss_thumbnails/2ppt-170613085002-thumbnail.jpg?width=640&height=640&fit=bounds)







































![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)



















