전장품의 특징
-. 제품설계의 책임은 1 차사 ( 자동차는 승인 사항 )
-. 양산 이후에 알게 되는 설계적 문제점은 1 차사 설계자의 결심에 따라 결정 처리 됨
-. 설계변경 승인 및 진행 단계의 애로사항 때문에 중간 포기 함
( 설계변경에 따른 비용 감수 결정 , 신뢰성 TEST 진행 절차 / 비용 / 일정 )
-. 생산은 대부분 협력사에 위탁 생산 추세 ( 귀책사항 전가하기 쉬운 구조 )
전장 System 현안 과
제
3
4.
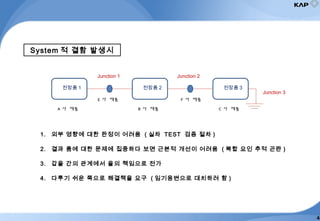
System 적 결함발생시
A 사 제품 B 사 제품 C 사 제품
E 사 제품 F 사 제품
전장품 3전장품 2전장품 1
Junction 1 Junction 2
Junction 3
1. 외부 영향에 대한 판정이 어려움 ( 실차 TEST 검증 절차 )
2. 결과 품에 대한 문제에 집중하다 보면 근본적 개선이 어려움 ( 복합 요인 추적 곤란 )
3. 갑을 간의 관계에서 을의 책임으로 전가
4. 다루기 쉬운 쪽으로 해결책을 요구 ( 임기응변으로 대치하려 함 )
4
5.
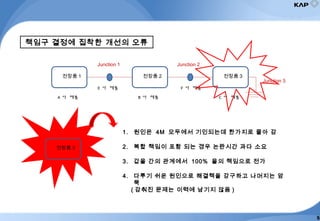
책임구 결정에 집착한개선의 오류
A 사 제품 B 사 제품 C 사 제품
E 사 제품 F 사 제품
전장품 3전장품 2전장품 1
Junction 1 Junction 2
Junction 3
1. 원인은 4M 모두에서 기인되는데 한가지로 몰아 감
2. 복합 책임이 포함 되는 경우 논란시간 과다 소요
3. 갑을 간의 관계에서 100% 을의 책임으로 전가
4. 다루기 쉬운 원인으로 해결책을 강구하고 나머지는 암
묵
( 감춰진 문제는 이력에 남기지 않음 )
전장품 3
5
현상 및 원인
문제유형
구분 1 차사 2 차사 3 차사
검증 미흡
( 단품 / 실
차 / 시스템
매칭 )
설계검토
미흡
공법검토
미흡
작업자 실수
●
관리조건
설정 미흡
설비 / 지그
관리 미흡
공정 미준수 검사 미흡
동박부
( 납땜면 )
납땜
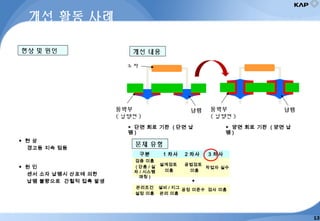
◆ 현 상
경고등 지속 점등
◆ 원 인
센서 소자 납땜시 산포에 의한
납땜 불량으로 간헐적 접촉 발생
동박부
( 납땜면 )
납땜
소자
개선 내용
▶ 단면 회로 기판 ( 단면 납
땜 )
▶ 양면 회로 기판 ( 양면 납
땜 )
개선 활동 사례
13
14.
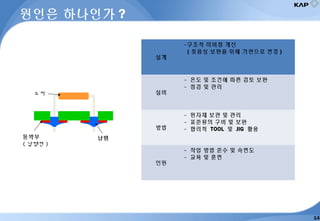
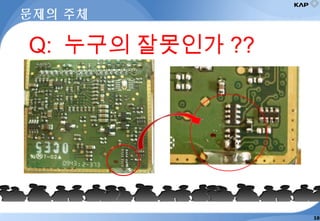
원인은 하나인가 ?
동박부
(납땜면 )
납땜
소자
설계
-구조적 미비점 개선
( 젖음성 보완을 위해 기판으로 변경 )
설비
- 온도 및 조건에 따른 검토 보완
- 점검 및 관리
방법
- 원자재 보관 및 관리
- 표준류의 구비 및 보완
- 합리적 TOOL 및 JIG 활용
인원
- 작업 방법 준수 및 숙련도
- 교육 및 훈련
14
15.
만일… 협력사 공정에서발생한 문제라면 ?
1. 구조적 개선 확률은 희박
2. 제조 공정에서의 관리만 보완 강요
3. 수입검사 관리가 강화
4. 재발의 가능성은 잔존하기에 책임회피 및 업체변경 추진
15
16.
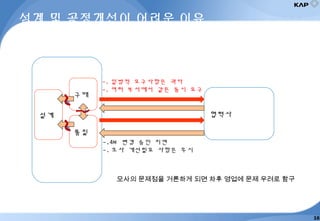
설계 및 공정개선이어려운 이유
설계
구매
품질
협력사
-. 일방적 요구사항은 과다
-. 여러 부서에서 같은 동시 요구
-.4M 변경 승인 지연
-. 모사 개선필요 사항은 무시
모사의 문제점을 거론하게 되면 차후 영업에 문제 우려로 함구
16
17.
제조
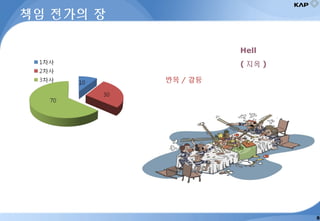
20 - 30%
설계및 개발
70 - 80%
개선의 주관 : CEO > 임원 > 팀장 > 팀원
결정력이 높은 위치일 수록 효과는 비례
효율적 개선의 절대 원칙
개선의 주관 : 모사 > 1 차 협력사 > 2 차 협력사
17
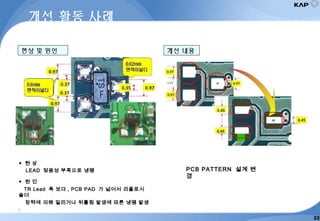
현상 및 원인
◆현 상
LEAD 젖음성 부족으로 냉땜
◆ 원 인
TR Lead 폭 보다 , PCB PAD 가 넓어서 리플로시
솔더
장력에 의해 밀리거나 뒤틀림 발생에 따른 냉땜 발생
.
개선 내용
개선 활동 사례
PCB PATTERN 설계 변
경
22
23.
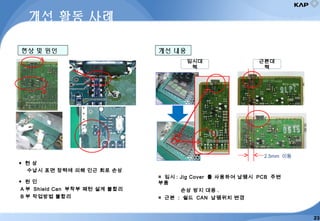
◆ 현 상
수납시표면 장력에 의해 인근 회로 손상
◆ 원 인
A 부 Shield Can 부착부 패턴 설계 불합리
B 부 작업방법 불합리
개선 내용
개선 활동 사례
▣ 임시 : Jig Cover 를 사용하여 납땜시 PCB 주변
부품
손상 방지 대응 .
▣ 근본 : 쉴드 CAN 납땜위치 변경
현상 및 원인
2.5mm 이동
A
B
임시대
책
근본대
책
23
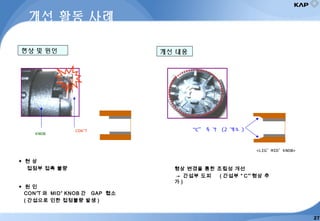
현상 및 원인
◆현 상
접점부 접촉 불량
◆ 원 인
CON’T 와 MID’ KNOB 간 GAP 협소
( 간섭으로 인한 접점불량 발생 )
개선 내용
개선 활동 사례
CON’T
KNOB
“C” 추가 (2 개소 )
<LIG’ MID’ KNOB>
형상 변경을 통한 조립성 개선
→ 간섭부 도피 ( 간섭부 “ C” 형상 추
가 )
27
28.
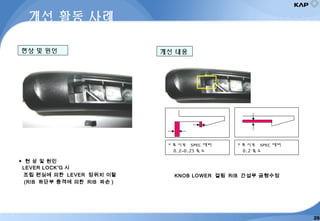
현상 및 원인
◆현 상 및 원인
LEVER LOCK’G 시
조립 편심에 의한 LEVER 정위치 이탈
(RIB 하단부 충격에 의한 RIB 파손 )
개선 내용
개선 활동 사례
* 표시부 SPEC 대비
0.2~0.25 축소
* 표시부 SPEC 대비
0.2 축소
KNOB LOWER 걸림 RIB 간섭부 금형수정
28
제조 공정관리의 오류
1.불량 현상은 초기 경고를 예시하는 신호가 나타나는데 허수 관리로 예시 신호를
파악 못 함
2. 갑과 을의 관계에서 을의 의견이 반영되기 어려움 ( 일방통행 )
3. 을의 능력으로 문제점을 집중 추적 근본 문제 해결의 걸림돌이 큼
( 기획력 / 추진력 / 업무량 등… )
4. 을의 설계가 아닌 관계로 기술적 문제 접근이 어렵다 .
-. 공정 불량율 허수 전시 관리
수정 작업은 불량에서 제외 ( 다수의 불량 고의 누락 )
-. 실질 불량 현황은 생산 실무만 알고 있을 뿐 Data 자료는 없음
30
31.
부탁의 말씀 …
-.완벽한 설계는 없다 . 따라서 항상 설계적으로 개선할 점이 있다 .
( 설계 보완이 없는 도면은 오만이다 .)
-. 생산라인에서 아무리 잘 만든다 해도 불량을 발생시킬 수 있다 .
( 작업자 / 설비 / 작업방법 등의 개선으로는 한계가 있다 .)
-. 제조 공정을 위한 설계 변경은 문책이 아니라 포상을 줘야 한다 .
( 잘못된 설계에 대한 문책이나 업무과중 때문에 회피하려는 행위를 막을 대안이 필요 )
-. 설계 개선 실적을 관리토록 유도하는 평가체제 보완 필요 .
-. 각종 CPU 를 설계할 때 SVC Data 를 읽고 불량을 공정 내에서 불량 요인을 검출해 낼 수
있도록 회로설계를 해야 설계 승인이 가능한 제도적 장치 필요 .
31














































![[Ignite LG] 도너도넛 - 박희영](https://cdn.slidesharecdn.com/ss_thumbnails/5-140408053549-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)













![자재 Loss감소 활동 10.27-11 [Autosaved].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/loss10-230320140853-5de4a816-thumbnail.jpg?width=640&height=640&fit=bounds)












![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831084711-thumbnail.jpg?width=640&height=640&fit=bounds)
![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831041351-thumbnail.jpg?width=640&height=640&fit=bounds)








![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)





