2.절삭가공 공정의 작업표준의중요성
작업 표준
작업표준은 “좋은 품질의 제품을 안전하고, 빠르고, 즐겁게 일하기 위하여
올바른 작업 방법과 행동을 규정한 것”.
작업 표준 목적
① 품질 유지와 향상,② 원가 유지와 향상 (재료비, 노무비, 경비 포함)
③ 납기 준수, 수량확보, 생산기간 단축, 재고감소 및 유지④ 안전 및 환경 유지 및 향상
⑤ 직장 이익 유지 및 향상을 달성하는 것이다
작업이란
작업 표준서 필요성
작업자에 의한 편차 방지
가장 좋은 작업 방법 확정
표준 작업 문서화
공장의 기술적 노하우
작업 개선의 기초자료
작업자의 교육 교재
불량품 발생 방지
「 대상물의 물적, 정보적인 특성을 계획적으로 변화시켜 관찰,
평가, 처리하는 것」
구체적으로는 취급하는 원자재의 가공, 운반, 검사, 감시,장표처리 등
표준이란
관계되는 사람간에 이익 또는 편리한 구성으로 얻기 위해 통일,
단순화를 도모하는 목적으로 물체, 성능, 능력, 상태,동작, 순서,방법,
수속, 책임, 의무, 권한, 사고방식, 개념 등에 대하여 정해진 내용
작업표준이란
작업을 할 때 기준이 되는 모든 자료
4
5.
표준 작업 준수
1.공장 전체에서 실시
o TOP이 선두에 서서 전사적 운동의 하나로 전개
2. 반장 . 직장이 강한 의지표시
o 「나는 표준작업에 따라 제조한다!」 라는 강한 의지
3. 보기 쉬운 곳에 게시
o 작성한 작업 표준은 그 작업장의 간판이다.
o 표준 작업은 눈으로 보는 관리의 대표적인 예
4. 먼저 현상을 부정
o 현재의 방법보다 향상시키기 위해 현재의 방법은 최하의 것.
5. 정기적인 개선 검토화
o 개선은 계속되어야 한다. 계속은 추진력
5
6.
표준 작업 3요소
1.CYCLE TIME
o 제품 1개를 제조하는데 필요로 하는 시간
o 이 시간은 기계, 작업자의 능력으로 구분하는 것 아님
o CYCLE TIME은 고객이 요구하는 주문수와 가동시간으로 산출
2. 작업 순서
o 재료에서 제품으로 진행되는 과정에서 가공도를 높여가는 작업자의 순서를
「 작업순서 」라고 한다.
o 흔히 제품 가공 순서와 틀릴 수 있다. 이것을 가공순서라 한다.
3. 표준 대기
o 작업 진행에서 최소한 필요 공정내의 작업 개수를 「 표준대기 」.
o 기계 옆에 놓여 있는 것 외에 기계에 들어가 있는 것도 대기.
6
7.
작업표준서 필수 항목
작업
•설비명/설비NO
•작업시간
•작업순서
•작업조건
•작업시주의사항
•이상발생처리절차
품질
•제품명/관리규격
•공정 명/공정 NO
•공정도
•검사항목/방법
•검사 시료수
•검사/기록 주기
•측정 장비명
안전
•안전수칙
•안전보호구
•안전담당자
치공구
•치,공구 수명
•치,공구 규격
•공구 교환주기
•측정장비 검,교정 주기
•시간당 생산량,금형,치구 교환 시간
•작성일, 개정일자, 개정사유
작업표준서 작성시 주의사항
☞어느 정도 품질을 만든다는 자신의 의지가 포함된 표준설계가 필요.
☞누가 작업하더라도 동일한 결과가 나올 수 있도록 한다.
☞절차 및 현상은 간소화 하고 기술 및 품질부분은 구체화(수치, 그림)
☞작업하기 어려운 점, 주의할 점 등을 적극적으로 찾아내어 표준화 한다
7
8.
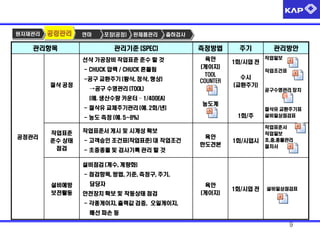
3.절삭가공의 공정품질 관리항목
원자재관리
관리항목
공정관리
연마
포장(공정)
완제품관리
출하검사
관리기준 (SPEC)
외관 검사
-색상, 재질, 중금속 등
(긁힘, 찍힘, 이물질, 파손 등)
-기본품질 : 성적서 보유 및 작성상태 입고수량,
부품 식별표 부착상태,포장 규격 (수량,
사양) 준수 상태 등
입고
검사
※ 한도견본 합.부 용도별 보유 필요
- 품질팀장승인, 유효기간, 용도명, 관리NO,부품코드,
발행일, 모델명, 보관위치 등
※ 4대 중금속 (납,수은,6가크롬,카드뮴) 허용치 이하 일 것
원자재
정밀 검사
- 중량, 치수(폭, 두께 등), LOT NO
- 자체 재질검사 성적서 관리 (공인기관)
소재
관리
원자재 보관장소
- 선입선출 구조적 장치, 입ㆍ출고 관리현황 (주소지 관리)
- LAY OUT
- 비상조치계획 (가상 시나리오)
- 항온항습관리 (온.습도제어장치)
→ 열화방지 (부식, 빗물, 포장상태)
- 보관 적치대 사용유무 (긁힘, 찍힘 방지)
측정방법
주기
관리방안
MILL SHEET
한도견본
해당계측기
중량저울
줄자
매 LOT
년/1회
수입검사기준서
검사성적서
(M/SHEET)
부품검사이력카드
검사원자격증
한도견본관리대장
중금속검사성적서
V/CALIPERS
년/2회
입.출고 시
육안
항온항습기
관리표준
입출고 관리대장
비상조치계획서
온.습도관리기준 및
체크시트
8
9.
원자재관리
공정관리
연마
포장(공정)
관리항목
완제품관리
출하검사
관리기준 (SPEC)
선삭 가공장비작업표준 준수 할 것
- CHUCK 압력 / CHUCK 흔들림
-공구 교환주기 (황삭, 정삭, 형상)
절삭 공정
측정방법
육안
(게이지)
TOOL
COUNTER
→공구 수명관리 (TOOL)
주기
1회/시업 전
관리방안
작업일보
작업조건표
수시
(교환주기)
공구수명관리 장치
(예. 생산수량 카운터 – 1/400EA)
- 절삭유 교체주기관리 (예. 2회/년)
농도계
1회/주
- 농도 측정 (예. 5~8%)
공정관리
작업표준
준수 상태
점검
작업표준서 게시 및 시계성 확보
- 고객승인 조건표(작업표준) 대 작업조건
육안
한도견본
1회/시업시
육안
(게이지)
1회/시업 전
- 초중종물 및 검사기록 관리 할 것
절삭유 교환주기표
설비일상점검표
작업표준서
작업일보
초,중,종물관리
절차서
설비점검 (계수, 계량화)
- 점검항목, 방법, 기준, 측정구, 주기,
설비예방
보전활동
담당자
안전장치 확보 및 작동상태 점검
설비일상점검표
- 각종게이지, 출력값 검증, 오일게이지,
배선 파손 등
9
10.
원자재관리
공정관리
연마
관리항목
포장(공정)
완제품관리
출하검사
관리기준 (SPEC)
측정방법
주기
관리방안
검사기준서에 준한정밀 특성치 검사
- 내.외경, 전장, GUDTKDRHDCL, 단차, 각도,
-초품검사
,면취 량,R값 등
자주검사체크시트
→ 각 특성치에 따른 기준설정
공정
검사
(예. 진원도 0.3mm 이하)
부적합품 절차서 게시 및 준수할 것
해당
계측기
- 부적합품 격리 시건장치/식별 준수
-순회검사
→1회/4Hr
※ 측정기기 선정시 상대물 허용공차 범위
이상을 판독할 수 있는 측정기 선정 필요
공정관리
-자주검사
→3 Pcs 이상/시간
초중종물체크시트
공정능력지수
(예: ±0.1경우, 1/100 판독력 있는 측정기 선정)
세척공정 작업표준(조건항목)을 준수 할 것
- 조건 항목
→ 세척온도, 압력/작동시간 (WASHING,
중간
세척
온도계
해당게이지
AIR BLOWER, RINSING)
- 세척액 이물질 없을 것
→ 세척액 청정도
1회/시업 전
육안
농도계
작업조건표
설비점검표
→ 세척액 농도 (예. 1% 이하)
10
11.
원자재관리
공정관리
관리항목
건조
연마
포장(공정)
완제품관리
출하검사
관리기준 (SPEC)
세척 누락방지시스템 운영 상태
- 작업 전.후 용기 색상별 구분관리
(예. 적색, 청색 등)
세척 부스별 작업 조건 준수 할 것
- 건조온도, 시간, 작업 방법 등
측정방법
주기
관리방안
육안
1회/시업 전
작업표준서
세척조건표
세척상태 점검시트
설비점검표
(세척용제 교체)
육안
1회/시업 전
설비점검표
-
-
-
사용시
예비공구 관리대장
설비수리 예비부품
관리 대장
설비 trouble shoot
-ing 이력관리 대장
※ 세척후 탈지상태 검증 할 수 있는 객관적
DATA 확보 필요
단, 표면층에 2차 미 작업 또는 품질에
영향이 없는 경우는 제외
공정관리
FOOL PROOF
칩 관리
방법
스페어파트
고장설비 및 불량유형 자동 제어장치
- 에러 발생 시 자동정지 및 경고등 가동
각 설비별 칩 적치함 확보
(공정 유출 없을 것)
- 별도의 보관장소 확보
예비공구 입출고 관리 현황
(소모공구포함)
설비 수리 부품 입출고 관리현황
- 입.출고일, 불출수, 현재수량, 안전재고,
불출자, 관리책임자 지정 등
육안
11
12.
원자재관리
공정관리
관리항목
공정관리
압입
(해당업체만
적용)
연마
처리
연마공정
완성품
연마
포장(공정)
완제품관리
출하검사
관리기준 (SPEC)
마모 및파손 없을 것
- 지그의 압입상태 확인 할 것
→ 역삽, 오삽, 유동 등 정 위치 및
수직, 수평 삽입 상태
작업 설비조건 준수 할 것
- CHUCK 압력, CHUCK &PUSHER 흔들림,
(예. 0.01mm이하),드레싱 주기, 절삭유 사양
& 교체주기,절삭유 농도 (예. 5% 이하),
검사방법 (기준 선정)
- 외경, 길이, R값, 각도 등
설비 조건 준수 할 것
- 세척온도 (온도 자동 제어장치 부착) 작동
압력, WASHING 압력, AIR BLOWER 압력,
세척유 청정 상태(이물질, 변질, 변색 無)
세척유 교체주기, 규정된 세척유, 방청유
사용상태, 농도 (예. 10% 이하)
※ 세척 상태 검증 할 것
- 부품의 표면 장력 등
- 오염상태 양호 및 이물질 없을 것
측정방법
주기
관리방안
육안
1회/시업 전
전수검사
작업조건표
육안검사 기준서
1회/시업 전
작업표준서
설비점검표
육안
농도계
해당계측기
형상측정기
n=5/C=0
초중종물체크시트
자주검사 체크시트
1회/시업 전
설비점검표
작업조건표
초중종물체크시트
자주검사체크시트
온도계
육안
농도계
12
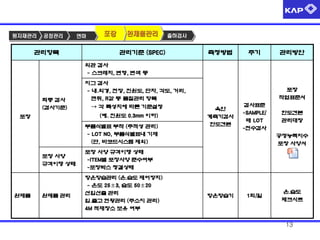
13.
원자재관리
공정관리
관리항목
연마
포장
완제품관리
출하검사
관리기준 (SPEC)
측정방법
주기
관리방안
외관 검사
-스크래치, 변형, 변색 등
최종 검사
(검사기준)
지그 검사
- 내.외경, 전장, 진원도, 단차, 각도, 거리,
면취, R값 등 품질관리 항목
→ 각 특성치에 따른 기준설정
(예. 진원도 0.3mm 이하)
포장
부품식별표 부착 (추적성 관리)
- LOT NO, 부품식별표내 기재
(단, 바코드시스템 제외)
포장 사양
규격이행 상태
완제품
완제품 관리
육안
계측기검사
한도견본
검사표준
-SAMPLE/
매 LOT
-전수검사
한도견본
관리대장
공정능력지수
포장 사양서
포장 사양 규격이행 상태
-ITEM별 포장사양 준수여부
-포장박스 청결상태
항온항습관리 (온.습도 제어장치)
- 온도 25±3, 습도 50±20
선입선출 관리
입.출고 현황관리 (주소지 관리)
4M 적재장소 보유 여부
포장
작업표준서
항온항습기
1회/일
온.습도
체크시트
13
14.
소재관리
금형관리
관리항목
공정관리
탈지(세척)
포장(공정)
출하검사
관리기준 (SPEC)
측정방법
외관 검사
-유해한 가공흠집, 균열, BURR, 부식 등
품질에 유해한 영향 없을 것
열처리
- 경화층 깊이, 표면경도 등
출하검사
기준
부품특성
한도견본
n=5
C=0
신뢰성 (MS 규격에 준할 것)
- 중금속 규제 및 재질 마킹 (MS201-01, 02)
형합성
- 상대물과 조립시 이상 없을 것
(억지끼워맞춤, 유동, 이음 등)
검사원
자격
관리방안
한도견본
전수검사
치수 검사 (정밀검사)
- 직각도, 내/외경, 거리, 각도, R값, 두께, 평면도,
조도 등
예) 평면도 (0.03mm 이내),각도 (±1° 관리 할 것)
주기
교육 계획 대비 실적
검.교정 상태 (GAGE R&R)
적격성 평가
유효성 검증 (검사원 자격 및 교육결과)
매 LOT
출하검사기준서
출하검사성적서
MS 규격
조도관리기준서
(체크시트)
1회/년
MSA
(측정시스템 분석)
검사원 적격성평가
교육계획일지(OJT)
검사협정서
준함
n=5
C=0
14
15.
4.절삭가공 MSQ 평가
▣설비관리
1) 설비관리 평가 경로
사무실
원자재/부품보관
JIG & 치공구/설비관리
- 평가ITEM선정
-수입검증/식별보관/선입선출
JIG보관대->설비관리
검사협정서 , 관리계획서
사내/외 품질 및 고객불만
현황
가공 현장
정기(신뢰성) 검사
사무실
- 현장 평가결과를
->가공조건관리->초물/자주검사->적재/이동
근거로 추가
평가사항 확인
완제품보관/출하
16.
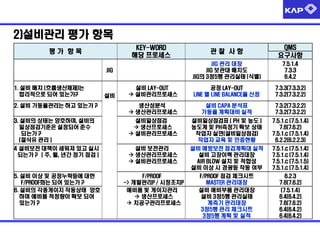
2)설비관리 평가 항목
관찰사항
QMS
요구사항
JIG 관리 대장
JIG 보관대 배치도
JIG의 3정5행 관리실태 (식별)
7.5.1.4
7.3.3
6.4.2
설비 LAY-OUT
설비관리프로세스
공정 LAY-OUT
LINE 별 LINE BALANCE율 산정
7.3.3(7.3.3.2)
7.3.2(7.3.2.2)
2. 설비 가동율관리는 하고 있는가 ?
생산성분석
생산관리프로세스
설비 CAPA 분석표
가동율 계획대비 실적
7.3.2(7.3.2.2)
7.3.2(7.3.2.2)
3. 설비의 상태는 양호하며, 설비의
일상점검기준은 설정되어 준수
되는가 ?
(절삭유 관리 )
설비일상점검
생산프로세스
설비관리프로세스
설비일상점검표 ( PH 및 농도 )
농도계 및 PH측정기 확보 상태
작업자 실연(설비일상점검)
작업자 교육 및 인증현황
7.5.1.c (7.5.1.4)
7.6(7.6.2)
7.5.1.c (7.5.1.4)
6.2.2(6.2.2.3)
4 설비보전 대책이 세워져 있고 실시
되는가 ? ( 주, 월, 년간 정기 점검 )
설비 보전관리
생산관리프로세스
설비관리프로세스
설비 예방보전 점검계획대 실적
설비 고장이력 관리대장
AIR BLOW 설치 및 적합성
설비 이상 시 경광등 작동 여부
7.5.1.c (7.5.1.4)
7.5.1.c (7.5.1.4)
7.5.1.c (7.5.1.5)
7.5.1.c (7.5.1.4)
5. 설비 이상 및 공정누락등에 대한
F/PROOF화는 되어 있는가 ?
6. 설비의 각종게이지 작동상태 양호
하며 예비품 적정량이 확보 되어
있는가 ?
F/PROOF
-> 개발관리P / 시정조치P
예비품 빛 게이지관리
생산프로세스
치공구관리프로세스
F/PROOF 점검 체크시트
MASTER 관리대장
설비 예비부품 관리대장
설비 3정5행 관리실태
계측기 관리대장
3정5행 관리 체크시트
3정5행 계획 및 실적
8.2.3
7.6(7.6.2)
(7.5.1.4)
6.4(6.4.2)
7.6(7.6.2)
6.4(6.4.2)
6.4(6.4.2)
KEY-WORD
해당 프로세스
평가 항목
JIG
1. 설비 배치 (흐름생산체제)는
합리적으로 되어 있는가?
설비
17.
3)MSQ 설비관리 평가경로
일상관리
설비등록/관리대장/점검기준서
일일/주간/월간점검
작동상태/청결관리
정 도(精度) 관 리
정밀점검(계획/업체선정/계약)
실측정검 결과 성적서
설비보전
설비보수/보수부품관리
설비교체/교체이력관리
절삭유/작동유 관리
관리기준
작동유 점검계획/교체이력
작동유 시험성적서
18.
▣공정관리
1) 공정관리 평가경로
사무실
원자재/부품보관
JIG & 치공구/설비관리
- 평가ITEM선정
-수입검증/식별보관/선입선출
JIG보관대->설비관리
검사협정서 , 관리계획서
사내/외 품질 및 고객불만
현황
가공 현장
정기(신뢰성) 검사
사무실
- 현장 평가결과를
->가공조건관리->초물/자주검사->적재/이동
근거로 추가
평가사항 확인
완제품보관/출하
19.
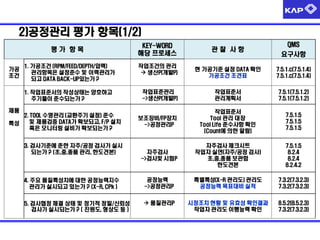
2)공정관리 평가 항목(1/2)
평가항목
가공
조건
1. 가공조건 (RPM/FEED/DEPTH/압력)
관리항목은 설정준수 및 이력관리가
되고 DATA BACK-UP있는가 ?
KEY-WORD
해당 프로세스
작업조건의 관리
생산P(개발P)
관찰 사항
QMS
요구사항
현 가공기준 설정 DATA 확인
가공조건 조견표
7.5.1.c(7.5.1.4)
7.5.1.c(7.5.1.4)
작업표준서
관리계획서
7.5.1(7.5.1.2)
7.5.1(7.5.1.2)
작업표준서
Tool 관리 대장
Tool Life 준수사항 확인
(Count에 의한 알람)
7.5.1.5
7.5.1.5
7.5.1.5
자주검사
->검사및 시험P
자주검사 체크시트
작업자 실연(자주/공정 검사)
초,중,종품 보관함
한도견본
7.5.1.5
8.2.4
8.2.4
8.2.4.2
4. 주요 품질특성치에 대한 공정능력지수
관리가 실시되고 있는가 ? (X-R, CPk )
공정능력
->공정관리P
특별특성(X-R 관리도) 관리도
공정능력 목표대비 실적
7.3.2(7.3.2.3)
7.3.2(7.3.2.3)
5. 검사협정 체결 상태 및 정기적 정밀/신뢰성
검사가 실시되는가 ? ( 진원도, 형상도 등 )
품질관리P
시정조치 현황 및 유효성 확인결과
작업자 관리도 이행능력 확인
8.5.2(8.5.2.3)
7.3.2(7.3.2.3)
1. 작업표준서의 작성상태는 양호하고
주기들이 준수되는가 ?
작업표준관리
->생산P(개발P)
제품
2. TOOL 수명관리 (교환주기 설정) 준수
및 제품검증 DATA가 확보되고, F/P 설치
특성
혹은 모니터링 설비가 확보되는가 ?
3. 검사기준에 준한 자주/공정 검사가 실시
되는가 ? (초,중,종품 관리, 한도견본)
보조장비/FP장치
->공정관리P
20.
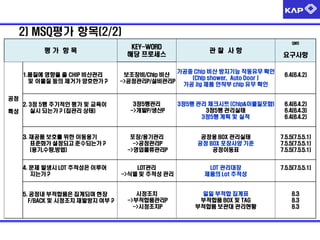
2) MSQ평가 항목(2/2)
평가항목
1.품질에 영향을 줄 CHIP 비산관리
및 이물질 등의 제거가 양호한가 ?
공정
QMS
KEY-WORD
해당 프로세스
관찰 사항
보조장비/Chip 비산
->공정관리P/설비관리P
가공중 Chip 비산 방지기능 작동유무 확인
(Chip shower, Auto Door )
가공 Jig 제품 안착부 chip 유무 확인
요구사항
6.4(6.4.2)
3정5행관리
->개발P/생산P
3정5행 관리 체크시트 (Chip&이물질포함)
3정5행 관리실태
3정5행 계획 및 실적
6.4(6.4.2)
6.4(6.4.3)
6.4(6.4.2)
3. 재공품 보호를 위한 이동용기
표준화가 설정되고 준수되는가 ?
(용기,수량,방법)
포장/용기관리
->공정관리P
->영업물류관리P
공정용 BOX 관리실태
공정 BOX 포장사양 기준
공정이동표
7.5.5(7.5.5.1)
7.5.5(7.5.5.1)
7.5.5(7.5.5.1)
4. 문제 발생시 LOT 추적성은 이루어
지는가 ?
LOT관리
->식별 및 추적성 관리
LOT 관리대장
제품의 Lot 추적성
7.5.5(7.5.5.1)
시정조치
->부적합품관리P
->시정조치P
일일 부적합 집계표
부적합품 BOX 및 TAG
부적합품 보관대 관리현황
8.3
8.3
8.3
2. 3정 5행 주기적인 평가 및 교육이
실시 되는가 ? (칩관리 상태)
특성
5. 공정내 부적합품은 집계되며 현장
F/BACK 및 시정조치 재발방지 여부 ?
21.
3)공정관리 평가 경로
표준류게시/활용
표준류의 상호 일치 여부/설계변경/4M변경관리
공정특성의 관리
가공조건 이력관리/공정특성 검증
제품특성의 관리
자주검사대 운영/제품특성 검증
작업자 숙련관리
공정 별 인원현황/작업자 숙련도표
F/P장치관리
F/P장치 리스트/점검기준/점검실적
재공품/LOT식별관리
재공품 선입선출/구분관리/공정 식별표(LOT NO)
생산계획/생산관리
생산계획/작업지시서/공정불량/생산실적관리
22.
5.품질관리 및 개선
-제품의 유용성을 결정하는 성질
품질
- 제품이 그 사용목적을 수행하는데 있어 갖추어야 할 성질
- 물품 또는 서비스가 사용, 적용목적을 만족시킬 수 있는가를 결정하기 위한 평가의 대상
(고유의 성질, 성능의 전부 등)
제조자 관점
사용자 관점
품질
사회적 관점
용도에 대한 적합성
요건에 대한 일치성
기대를 충족시키는 특성
시방에 대한 일치성
사용 목적을 만족시키는 성질 및 성능
명시적 내지 묵시적 요구를 만족시키는 특성
사회적 손실을 야기시키는 특성
-22-
23.
품질의 종류와 중요성
고객은
-시장품질 : 고객이 요구하는 품질
품질의 종류
기업의 은인이다 !
- 설계품질 : 제조현장에서 만들고자 하는 품질
- 제조품질 : 제조현장에서 만들어진 품질
품질은
생활 방식이다 !
- 품질은 전반적인 활동의 산물이다.
품질의 중요성
- 품질은 시장에서 나온 성과이다.
- 품질은 협상의 대상이 아니다.
시장
품질
높은 품질은
생산성을 향상시킨다.
품질의 종류
사업성과의 향상을 의미한다.
낮은 품질은
비용을 상승시킨다.
설계
제조
품질
품질
품질비용의 악순환이 된다.
23
24.
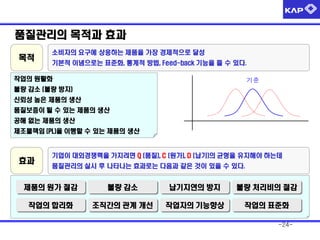
품질관리의 목적과 효과
목적
소비자의요구에 상응하는 제품을 가장 경제적으로 달성
기본적 이념으로는 표준화, 통계적 방법, Feed-back 기능을 들 수 있다.
작업의 원활화
기준
불량 감소 (불량 방지)
신뢰성 높은 제품의 생산
품질보증이 될 수 있는 제품의 생산
공해 없는 제품의 생산
제조물책임 (PL)을 이행할 수 있는 제품의 생산
효과
기업이 대외경쟁력을 가지려면 Q (품질), C (원가), D (납기)의 균형을 유지해야 하는데
품질관리의 실시 후 나타나는 효과로는 다음과 같은 것이 있을 수 있다.
제품의 원가 절감
불량 감소
납기지연의 방지
불량 처리비의 절감
작업의 합리화
조직간의 관계 개선
작업자의 기능향상
작업의 표준화
-24-
25.
■ 품질문제에 대한인식 제고
품질문제
사람
자재
설비
작업/검사방법
사람은 실수를 한다
자재는 불량이 있다
설비는 불량을 낸다
방법은 작업자에 맡긴다
사람이 실수
하는 것은
어쩔 수 없다
사람의 실수를
없애고 싶다
자재가 나쁜 것은
어쩔 수 없다
자재로 인한
불량을
없애고 싶다
기계가 가끔
불량을 내는 것은
어쩔 수 없다
기계가 불량을
내는 것을 가능한
피하고 싶다
사람의 습성이나
공정의 특성상
어쩔 수 없다
사람&공정습성
및 특성을 될 수
있으면 바르게
하고 싶다
생산량과 작업
시간만 관리할
수 밖에 없다
실수 및
불량을 줄이기
위해 개선활동
을 한다.
큰 불량이
아니면 자재를
넣을 수 밖에
없다
불량을 내지
않기 위해
규격에 맞는
것만 넣는다
가동율 중시와
불량을 감안하여
다 만들 수 없다
기계의 품질을
향상시키고,
불량이 나올 것
같으면 정지
시킨다.
생산자 주도형
생산방식인
대LOT 생산을
고수한다.
표준화된 작업
으로 흐름생산
대책이 없음
다기능화
표준준수
대책이 없음
자주검사
자재관리
대책이 없음
자동화
FOOL PROOF
대책이 없음
표준작업
흐름생산
25
26.
■ 품질관리의 3원칙과2요소
▶ 품질관리 3원칙
품질사수
1. 불량을 원천적으로 만들지 않는다
2. 불량품을 정문 밖으로 나가지 않도록 한다
3. 불량품이 고객 손에 들어가지 않도록 한다
- 만약 고객에게 전달된 경우는 빨리 회수 조치한다
▶ 품질관리 2요소
1. 중심치 관리
2. 산포 관리
↔ 비거리
↔ 퍼팅
26
27.
■ 제조현장의 3가지품질문제와 공장물류의 관련성
순
1
2
3
관 점
재료. 부품 품질문제
작업 품질문제
물류 품질문제
공장물류와 관련된 여러 문제
-
수입검사에서 불량품을 발견하지 못함
재료, 부품납입형태, 포장형태의 문제에 의한 불량발생
불량품 발견 시 납입업체로의 반품이 철저하지 못함
부품부족에 의한 생산계획의 변경
- 유사부품으로 잘못 조립
- 사양관리품(기본기능은 동일하지만, 옵션 유무에 따라 조
립부품이 다른 것)에서 조립을 빼먹음
- 불량품 공급에 의한 불량품 수리작업의 발생
-
재료 및 부품보관 부주의에 의한 녹과 더러움의 발생
취급, 운반의 부주의에 긁힘 발생
부품출고 실수, 제품출하 실수
출하지연, 긴급출하의 발생
27
28.
FOOL PROOF
전수검사나 자주검사를실시하더라도
치공구, 기계 등으로 자동방지하는 체계
「깜빡」잊거나 「멍청」하다가
→ Fool Proof
작업을 빠트리는 일이 있다. ← Human Error
전수검사
품질은
공정에서
검사의 자동화를 겨냥
사상
만든다.
원류검사
효과가 확실하고,
전제
공수증대 없음
저렴하며,
부작용이 없을 것
작업망각 또는 누락방지의 구체적인 방법
Fool Proof를 설치하는 경우
- 작업물이 치구에 물리지 않는다. (핀, 고정쇠, 가이드)
- 다각적인 테스트가 필요
- 기계가 작동하지 않는다.(리미트 스위치, 카운터, 센서)
일단 설치하면 의존도가 높아지기 때문에
- 잘못 가공한 것은 슈트 상에서 정지하는 제품이
더 큰 문제를 일으키는 경우가 있다.
후공정으로 흐르지 않는다.(규제 가이드)
- 경보램프가 켜지고 부저가 울린다.
(카운터, 센서와 연동)
- 색별, 형상, 길이, 무게 등을 이용한 눈으로 보는 방식
- 매일 아침 한 번은 반드시 체크(첫 작업물)
- 간편, 간단하고 효과가 확실한 것을 추구
- 가장 알맞고 손실이 없는 장소에 설치
- 어디까지나 “불량 0”의 실현이 목적
28
이제 부터 같이준비합시다
환골 탈태를 위한 준비를……
이제 힘차게 비상하여 하늘 높이 날 준비를 합시다.
㈜ 0000의 멋진 비상을 우리가 만들어 봅시다.
지금 이 시간부터 시작입니다.
우리 모두의 뜨거운 열정이 필요합니다
-감사합니다-
36.
■ 유첨 자료참조
●Mill-Sheet
☞철강 제품의 품질을 보증하기 위해 재료성분 및 제원을 기록하여, maker가 규격품에 대하여 발행하는
증명서이며,재료 make의 품질보증서로 성분 및 특성을 나타내는 시험성적서는 공인된 시험기관의 것
이어야 하며, mill sheet는 차후 품질관리 및 정도 관리의 중요한 자료가 될 수 있음
▣공구 교환주기 관리시스템 적용 사례
공구교환주기 관리용 COUNTER
공구교환 시점 LAMP 점등
작업자 호출
외장형 공구 교환주기 관리 TOOL COUNTER
알람 발생
&설비 정지
내장형 공구 교환주기 NC PROGAM
41.
●농도관리
희석 유제 속의원액의 함량을 표시
☞측정 방법
실험실:굴절지수,Titration(적정) 등의 방법
현장 :굴절계(Refractometer)사용
☞추천 적정농도:5~8%(작업의 종류와 유제의
종류에 따라 크게 달라짐)
☞농도관리의 중요성
농도가 떨어지면 절삭성,방청성이
떨어져 문제가 발생하지만,농도가
지나치게 너무 높으면 작업자에게
피부발작 및 피부염을 유발
농도계(굴절계)
41
42.
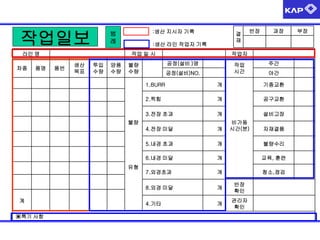
작업일보
라인 명
차종
품명
:생산 지시자기록
범
례
결
재
:생산 라인 작업자 기록
작업 일 시
품번
생산
목표
투입
수량
양품
수량
과장
작업자
공정(설비 )명
불량
수량
반장
작업
시간
공정(설비)NO.
주간
야간
1.BURR
개
기종교환
2.찍힘
개
공구교환
3.전장 초과
개
설비고장
불량
비가동
시간(분)
4.전장 미달
5.내경 초과
▣특기 사항
불량수리
개
교육, 훈련
7.외경초과
개
청소,점검
8.외경 미달
계
개
6.내경 미달
유형
개
자재결품
개
반장
확인
4.기타
개
관리자
확인
부장
44.
공구 관리 및개선
●공구 관리 및 개선 목표
공구 교환 주기 관리 및 수명 개선으로 제품 불량 사전 예방,
생산성향상,공구비 절감
●공구 교환 주기 관리
-TOOL COUNTER 부착 공구 교환 주기 가시관리화
-CNC 선반:Q-SETTER 부착 공구 교환 시 초기 치수 보정 자동화
-DRILL 등 HOLE 가공 공구: TOUCH SENSOR 부착
●공구 개선
-CHIP BRACKER 개선으로 인한 CHIP 생성 개선
-공구 사양 변경에 의한 품질 및 수명개선
-공구 재질 변경
-공구의 총형화
44
45.
☞표준 공구 수명관리시스템(교환주기 관리)
①CNC 설비 내장형 공구수명관리 Option Program에 의한 관리
②설비 외장형 Tool Counter 부착에 의한 관리
③CNC 선반:공구 교환 시 초기 치수 보정 자동화 및 주기적 공구 마모 감지
Option Q-Setter 부착에 의한 관리
④드릴(Drill), 탭(Tap), 리이머(Reamer), 엔드 밀(Endmill) 파손&과 마모 감지
:접촉식(TOUCH)Sensor/비 접촉식 (Laser Beam) Sensor) 부착
⑤Auto Control Monitoring System(자동적응제어&감시)적용: 적응 제어 감시 기능
▣공구 수명 관리 시스템 적용 사례
공구교환주기 관리용 COUNTER
Q-SETTER
공구교환 시점 LAMP
점등 작업자 호출
적용 공정
전 공정
적용공정
선삭
45
46.
☞표준 공구 수명관리시스템(교환주기 관리)
①CNC 설비 내장형 공구수명관리 Option Program에 의한 관리
②설비 외장형 Tool Counter 부착에 의한 관리
③CNC 선반:공구 교환 시 초기 치수 보정 자동화 및 주기적 공구 마모 감지
Option Q-Setter 부착에 의한 관리
④드릴(Drill), 탭(Tap), 리이머(Reamer), 엔드 밀(Endmill) 파손&과 마모 감지
:접촉식(TOUCH)Sensor/비 접촉식 (Laser Beam) Sensor) 부착
⑤Auto Control Monitoring System(자동적응제어&감시)적용:공구보호,마모,파손 감시기능
▣공구 수명 관리 시스템 적용 사례
공구교환주기 관리용 COUNTER
Q-SETTER
공구교환 시점 LAMP
점등 작업자 호출
적용 공정
전 공정
적용공정
선삭
46
47.
비접촉식TOUCH SENSOR
적용 공정
접촉식TOUCHSENSOR
비접촉식 광 SENSOR
DRILLING
적용공정
FACE&CENTERING
ACM(Auto ControlMonitoring)SYSTEM)
적용 공정
DRILLING&ENDMILL
적용공정
HOBBING
47
▣초/중/종품 관리
1.초/중/종품 관리의개념
초,중,종품 관리는 공정에서의 품질확보와 공정의 보증을 통하여 품질 산포
억제,LOT 결함방지라는 원류관리에 해당하는 검사 활동임
2.초/중/종품 관리의 목적
작업 중 일시 정지 후 작업을 개시하거나 작업조건,방법,기종 교환,공구 교환
등 작업 내용이 변경될 경우 최초의 초품과 중,종품의 품질을 확인하므로서
ⓛ공정 내 품질확보 및 공정 보증,②LOT성 결함 사전 예방,③LOT 추적 용이
3.초/중/종물관리 대상(싯점)
1)설비의 고장 수리 및 유지보수(Maintenance) 실시 후 작업 개시
2)금형,치구,공구의 교환 후 SETTING이 완료되어 작업 개시
3)재료 및 생산 LOT 변경 후 작업 개시
4)작업 시작과 종료 시
5)교대,휴식 및 식사 시간 후 작업 개시
6)작업자의 변경:작업자 교체 후 작업 개시
7)가공 조건의 재 설정 또는 변경 후 작업 개시
8)작업 방법이나 순서의 변경 후 작업 개시
49
50.
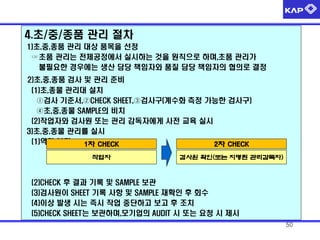
4.초/중/종품 관리 절차
1)초,중,종품관리 대상 품목을 선정
☞초품 관리는 전체공정에서 실시하는 것을 원칙으로 하며,초품 관리가
불필요한 경우에는 생산 담당 책임자와 품질 담당 책임자의 협의로 결정
2)초,중,종품 검사 및 관리 준비
(1)초,종물 관리대 설치
ⓛ검사 기준서,②CHECK SHEET,③검사구(계수화 측정 가능한 검사구)
④초,중,종물 SAMPLE의 비치
(2)작업자와 검사원 또는 관리 감독자에게 사전 교육 실시
3)초,중,종물 관리를 실시
(1)역할 분담
1차 CHECK
2차 CHECK
작업자
검사원 확인(또는 지명된 관리감독자)
(2)CHECK 후 결과 기록 및 SAMPLE 보관
(3)검사원이 SHEET 기록 사항 및 SAMPLE 재확인 후 회수
(4)이상 발생 시는 즉시 작업 중단하고 보고 후 조치
(5)CHECK SHEET는 보관하며,모기업의 AUDIT 시 또는 요청 시 제시
50
51.
4)관리 감독자의 역할을인식하고 이를 수행함
(1)작업자에게 초/종물 관리에 대한 교육 실시
(2)실시 사항 주기적 순회 확인
(3)이상 발생 시 조치 및 교육
5)사후관리 실시
(1)업체는 주 1회 자체적으로 관리 실태 AUDIT
(2)모기업에서는 월 1회 관리 실태 AUDIT
5.초품 이상 시 조치 요령
1)작업자는 초품이 3개 이상(작업표준서에 별도의 표기가 있는 것은 예외)
연속하여 이상이 발생하면 감독자에게 보고하고 지시를 따른다.
2)감독자는 이상이 보고되면 초품을 확인하고 조치 가능 시에는 조치를
취한 후 작업을 지시하고,초품 검사표의 문제점 및 조치 사항 란에
기록한다.
3)감독자가 조치 불가능 시에는 작업을 중지 시키고 상위 책임자(부서장)
에게 보고한다
4)상위 책임자는 초품을 확인하고,조치 가능 시에는 조치를 취한 후 작업을
지시하고,조치 불가능 시에는 자 회사의 공정관리 규정에 따른다.
51
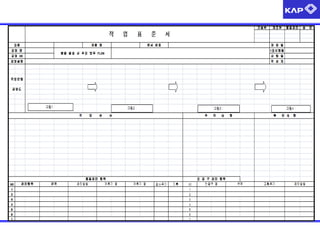
52.
작성
THE FIRST.INTERIM.FINAL PRODUCTCONTROL FLOW
관리번호
구분
oo-B-013
First Product
OK
NG
품질관리
Interim Product
•작업시작 또는 LOT 변경 시의
첫 생산품
•작업자가 교체 되었을때
기
능 첫 생산품
* 금형,생산치구 등을 교환 또는
수정한 후 첫 생산품.
초물검사
(종물과 비
교)
관리부서
다이에
보관
중물검사
(초물과 비교)
OK
이상 발생
종물검사
(초물과 비교)
이상 발생
보고
(부서장,QC)
CONTROL FLOW
보고
(부서장,QC)
이상 점검
이상 점검
생산 가능 판정
이상 점검
출하
대기
출하
LOT 구분
OK
조치(선별,수리,폐기)
LOT 구분
이상 점검
NG
NO
0
일 자
2005.08.17
OK
제 / 개정사유
신규작성
NG
조치(선별,수리,폐기)
개 정
내
용
재검사
확 인
1.
품질 책임 노선
다이에
보관
NG
이상 발생
보고
(부서장,QC)
Remarks
•계획된 생산 LOT가 완료되기
직전의 생산 제품.
* 일일 작업완료 직전의 제품 또는
주,야간 교대 직전의 제품
다이에
보관
NG
관리 담당자
Final Product
* LINE이 정상 가동되어 생산하고
있는 중간 제품.
승인
결
재
OK
비 고
2. 관련 양식
-생산일보
-초.종물 CHECK SHEET(품질)
3.품질 확인
-외관 : 전수검사, 치수 : 5개/작업
☞작업자
-일일 2회 공정 순회검사 확인
☞품질관리
4.SAMPLE 보관 방법
-초,중,종품은 CHECK후에 지정
보관함에 별도로 깨끗하게 보관.
5.이상 발생 시 조치방법
-기계 정지하고 즉시 관리자한테
보고한다.
-품질 및 생산관리자는 확인 후
원인 파악하고 이력 관리 및 사후
대책 수립한다.
▣ 자주 검사
✪검사의 정의
☞물품을 어떤 방법으로 측정한 결과를 고객이 원하는(제시한) 판정
기준과 비교하여 개개의 물품의 양품,부적합품 또는 LOT의 합격,
불합격 판정을 내리는 것.
☞현대적 정의 : 공정의 안정 상태를 확인하는 행위
✪ 자주 검사의 정의
☞자기가 만든 제품에 대해서는 자기가 보증해야 한다는 사고에
입각해서 작업자가 자기가 만든 제품에 대해 스스로 그 품질을
확인하는 방식
“품질은 공정에서 확보한다.”
✪ 자주 검사 주기
☞자주검사 주기 설정은 짧을수록 좋음(2~3개/Hr)
54
▣.Fool Proof의 발상과구조
◆발상자체의 기본구조는 정지,규제,경보의 3가지로 구분.
◆ 불량의 상태는 “나올 것 같다”의 상태(예지)와 “나왔다”의 상태(검지) 2가지.
상 태
이상정지
구 조
비정상의 동작과 기능
예 지
나올 것 같다
미스규제
정 지
미스를 하려고 해도 할 수 없는 규제
예지경보
이상과 미스를 알리는 정보
불 량
규 제
불량정지
비정상의 동작과 기능
검 지
나왔다
흐름규제
후공정에 불량품이 흐르지 않는 규제
발생경보
불량품이 발생한 것을 알리는 정보
경 보
실수
방지
기구
설비 고장 보고서
설비명
관리번호
▣고장 내 역
결
담당
부서장
임원
사장
재
/
/
/
/
발생일자
보고자
▣원 인
▣수 리 내 용
수리일자 : 20 년
▣재발 방지 대책
▣수리 결과 확인 :
□ 만족
□ 불만족
▣사 유 :
▣확인자 : 20 년
월
일
(인)
월
일
63.
품
품
번
명
기
종
작성 검토 승인기 호 개정일 개 정 내 용
개정근거
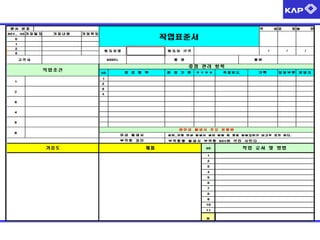
기능분석도 겸 육안검사 기준서
고객명
Functional Analysis & Visual Check Instruction
작성일
등록번호
㈜ 총조립도(또는 분해도), 상대품과의 조립도(또는 사진) 및 부품도를 현장에서 알기 쉽게 배치한다.
⊙ 부착위치 : 최종공정/육안검사대/분리된 공정
1
검
2
사
3
순
4
제품 도
2
3
4
5
6
부적합 유형1
부
그 사
적
림 진
합
서
2
부
그 사
적
림 진
합
부적합 유형2
5
부
그 사
적
림 진
합
3
부
그 사
적
림 진
합
부적합 유형3
6
부
그 사
적
림 진
합
품명.품번
주요기능 및 육안검사요령
1
부
그 사
적
림 진
합
4
간단한 기능설명
특성위치번호
1
부적합 유형1
급소
부적합 유형1
부적합 유형3
치명적인 결함 기록
중요 부적합 유형( ~가 ~되면)
영향, 결과(무슨 문제가 어떻게 생긴다)
관리지침 / 방법
납입 용기 설정표준
주관부서명
최초작성일
2008년 05월 07일
최근개정일
포 장 규 격 서
품질관리과
2008년 12월 9일
거 래 처 명
BOX라벨(예)
차
종
품
명
규
-
격
● 포장규격
포 장 용 기
BOX
색
상
연갈색
재
질
이중양면골판지(BA골)
길
이 (L)
300±5(mm)
너
비 (W)
300±5(mm)
높
이 (H)
355±5(mm)
용기당 적재량
2Rolls
空 중량
730±30(g)
總 중량
18,500±1,000(g)
용기
중량
지관 라벨(예)
※ROLL의 끝 부분 부착 라벨 :
작성
작
성
검토
승인
고
객
승
인
담당
검토
승인
담당
접
수
부서장
66.
작성 일자
용기 표준(설정.변경)
차종
구분
2000.00.00
재정일자
작성
검토
승인
2000.00.00
관리 번호
품 명
용기 포장 규격
표준 용기 적재 방법(사진 또는 도면 삽입)
색상
청색
용기 세척 규격
규격
세척 주기
카트
용기
0일
수리 주기
0개월
가로
mm
세로
mm
교환 주기
30년
높이
mm
세척 주기
0일
제품중량
kg
수리 주기
0개월
포장수량
EA
교환 주기
20년
용기 중량
kg
총 중량
kg
BOX
용기
비고
세척주기 및 수리.교환
주기에 상관 없이 필요
성이 있다고 판단될 경
우 즉시 시행 할 것
가로포장
EA
DOOR 조립부가 양쪽으로 향하도록
하고 ACTUATOR 조립부 아래
세로포장
EA
가로포장과 같은 방향으로 일렬로
포장
높이포장
단
가로세로 포장을 기본으로 5단 적
재하며 흐트러짐이 없도록 할 것
제품이탈
방지걸이
2개
일직선 방향으로 1단에 2개의 걸이
를 이용하여 이탈 방지 할 것
포장방법
67.
납입용기(설정,변경서)
협력업체
결
재
담당
검토
㈜ ㅇㅇㅇ
승인
1.거래처 명
2.업체CODE
3.업체 명
4.차종
4.업체담당자
6.이원화 업체 명
8.PART NAME
생기/생산
품질
2
)
생관/지재
1
7.PART NO
결
재
3
9.용기 명
BOX(
호),PALLET(
13. 납입 DATA
순위
a
색상
I
방청유 도포
Yes, No
b
길이(L)
J
세정 BOX
Yes, No
c
폭(W)
K
부품 세정 여부
높이(H)
e
적입 수량
구분
항목
f
부품 중량
a
가로
g
공 용기 중량
b
총 용기 중량
c
선행
시간
세로
h
납입
TYPE
적입 단수
LOT
Yes, No
d
PART NO
주간 단위
월
화
수
목
금
토
10.부품 적입 요령
일간 단위
적입 수량(EA)
11.납입 용기(설정,변경)사유
12.특기 사항
a
적용 시점
예) 제품을 장착 면이 마주보게 포게어
발포지를 바닥에 깐 후 적입
b
설변 사유
c
변경 내용
08시
10시
13시
15시
14. 제품 적입된 COLOR 사진부착
18시
68.
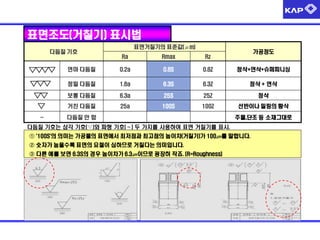
표면조도(거칠기) 표시법
다듬질 기호
표면거칠기의표준값(μm)
Ra
Rmax
가공정도
Rz
∇ ∇
∇ ∇
연마 다듬질
0.2a
0.8S
0.8Z
정삭+연삭+슈퍼피니싱
∇
∇ ∇
∇
∇
∇
정밀 다듬질
1.6a
6.3S
6.3Z
정삭 + 연삭
보통 다듬질
6.3a
25S
25Z
정삭
거친 다듬질
25a
100S
100Z
선반이나 밀링의 황삭
~
다듬질 안 함
주물,단조 등 소재그대로
다듬질 기호는 삼각 기호(▽)와 파형 기호(∼) 두 가지를 사용하여 표면 거칠기를 표시.
① '100S'의 의미는 가공물의 표면에서 최저점과 최고점의 높이차(거칠기)가 100㎛를 말합니다.
② 숫자가 높을수록 표면의 요철이 심하므로 거칠다는 의미입니다.
③ 다른 예를 보면 6.3S의 경우 높이차가 6.3㎛이므로 굉장히 작죠. (R=Roughness)

















































![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)
















































































