1. 공정개선 (혁신)의필요성
1) 개선 (Improvement)
▶ 혁신이 없이는 살아가기 힘든 환경이 펼쳐지고 있다.
- 자동차산업을 포함한 모든 분야에서 국내외 경쟁이 심화되고 있고
- 사회분위기가 저성장 , New Normal 사회로 흘러가고 있고
- 중국의 성장둔화 등 우리와 교역하고 있는 주요 국가들의 성장세가 줄어들고 있으며
- 기타 다른 국가들의 성장세도 동반하여 어려워지고 있다.
▶ 우리의 제조현장은 안정되어 있고 회사는 성장가능성에 기반해서 발전하고 있는가 ?
1) 품질Worst품의 품질개선 → 공정관리수준, 관리기법, 저감노력 등에서 일류가 아님.
(개선 또한 외부에 의존하는 경향이 커지고 있음)
2) 생산성 향상을 위한 개선 노력 → 개선기획이 상명하복의 일방향 전달이 많음 .
- 설비자동화 개선을 통한 품질향상 (매출증대)
- 작업성 개선부분의 발굴 (제품 장입&장출, 작업성 개선)
- 에너지절감이 가능한 부분의 발굴과 적용노력
- 레이아웃의 개선
- 품질로스를 줄이기 위한 노력 (품질부문의 검사시간 단축, 기록 및 문서처리시간
단축 )
5.
1. 공정개선 (혁신)의필요성
1) 개선 (Improvement)
▶ 고객의 요구수준은 ?
회사의 글로벌수준을 위한 시스템 업그레이드된 스마트공장수준
- ERP 가동과 연계한 제조공정의 모니터링 시스템
- 제조프로세스의 Big Data 축적 및 분석 실시
▶ 혁신이란 ?
혁신이란 기존의 지식, 제품, 고객의 요구 및 시장 등에서 부족한 점을 발견하여
새롭고 훨씬 더 생산적인 것으로 변화시키는 일이다.
- Peter Drucker –
* New Normal : 저성장, 저물가, 저금리
6.
1. 공정개선 (혁신)의필요성
2) 재료분야 개선사례
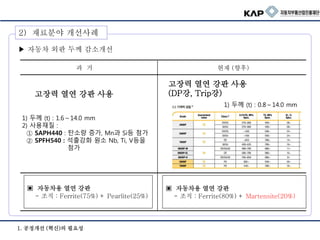
▶ 자동차 외판 두께 감소개선
▣ 자동차용 열연 강판
- 조직 : Ferrite(80%) + Martensite(20%)
▣ 자동차용 열연 강판
- 조직 : Ferrite(75%) + Pearlite(25%)
과 거 현재 (향후)
1) 두께 (t) : 1.6~14.0 mm
2) 사용재질 :
① SAPH440 : 탄소량 증가, Mn과 Si등 첨가
② SPFH540 : 석출강화 원소 Nb, Ti, V등을
첨가
고장력 열연 강판 사용
고장력 열연 강판 사용
(DP강, Trip강)
1) 두께 (t) : 0.8~14.0 mm
7.
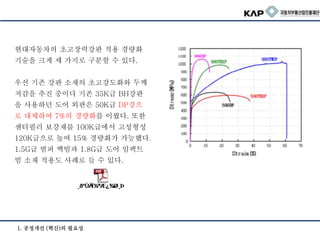
현대자동차의 초고장력강판 적용경량화
기술을 크게 세 가지로 구분할 수 있다.
우선 기존 강판 소재의 초고강도화와 두께
저감을 추진 중이다 기존 35K급 BH강판
을 사용하던 도어 외판은 50K급 DP강으
로 대체하여 7%의 경량화를 이뤘다. 또한
센터필러 보강재를 100K급에서 고성형성
120K급으로 높여 15% 경량화가 가능했다.
1.5G급 범퍼 백빔과 1.8G급 도어 임팩트
빔 소재 적용도 사례로 들 수 있다.
1. 공정개선 (혁신)의 필요성
8.
1. 공정개선 (혁신)의필요성
3) 외관 개선사례
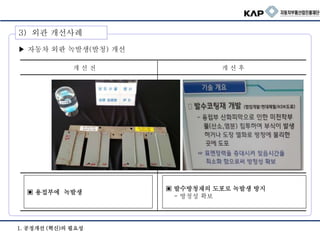
▶ 자동차 외판 녹발생(발청) 개선
▣ 발수방청재의 도포로 녹발생 방지
- 방청성 확보
▣ 용접부에 녹발생
개 선 전 개 선 후
1. 공정개선 (혁신)의필요성
4) 기본 지키기 개선사례
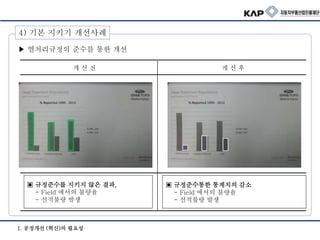
▶ 열처리규정의 준수를 통한 개선
▣ 규정준수통한 통계치의 감소
- Field 에서의 불량율
- 선적불량 발생
▣ 규정준수를 지키지 않은 결과,
- Field 에서의 불량율
- 선적불량 발생
개 선 전 개 선 후
11.
▶ 열처리 규정이란?
1) 고객이 요구하는 항목들로 열처리회사에서 반드시 실시하여야 하는 항목들을
말함.
- 온도분포조사 (균일도),
- 시스템 정확도 검사,
- 검교정실시 등등 입니다.
2) 또한 설비F/Prooof 관리상태, 현장에서 관리되어야 하는 설비점검체크시트,
트랩포인트, 경도측정설비의 일일정도체크검사 등등 설비유지관리 및 품질보
증을 위해서
실시해야 하는 모든 항목을 열처리 규정이라고 이해하면 됩니다.
1. 공정개선 (혁신)의 필요성
◇ 열처리규정의 준수를 통한 개선
12.
1. 공정개선 (혁신)의필요성
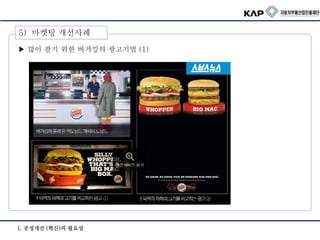
5) 마켓팅 개선사례
▶ 많이 팔기 위한 버거킹의 광고기법 (1)
13.
1. 공정개선 (혁신)의필요성
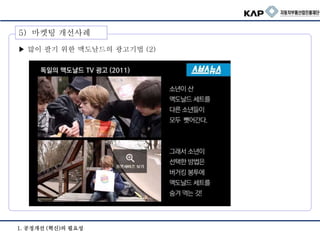
5) 마켓팅 개선사례
▶ 많이 팔기 위한 맥도날드의 광고기법 (2)
14.
2 장
서 론
-공정개선 (혁신)의 필요성
열처리 프로세스와 공정개선
1) 침탄열처리 프로세스
2. 열처리 프로세스와공정개선
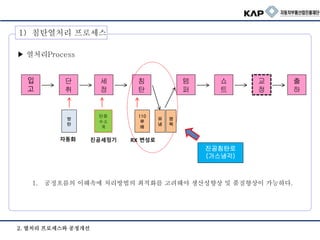
▶ 열처리Process
1. 공정흐름의 이해속에 처리방법의 최적화를 고려해야 생산성향상 및 품질향상이 가능하다.
110
루
베
입
고
RX 변성로
1) 침탄열처리 프로세스
단
취
세
정
침
탄
템
퍼
쇼
트
교
정
출
하
방
탄
자동화 진공세정기
진공침탄로
(가스냉각)
유
냉
염
욕
탄화
수소
계
17.
2. 열처리 프로세스와공정개선
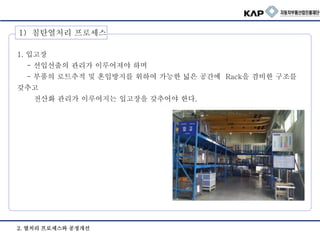
1. 입고장
- 선입선출의 관리가 이루어져야 하며
- 부품의 로트추적 및 혼입방지를 위하여 가능한 넓은 공간에 Rack을 겸비한 구조를
갖추고
전산화 관리가 이루어지는 입고장을 갖추어야 한다.
1) 침탄열처리 프로세스
18.
1) 침탄열처리 프로세스
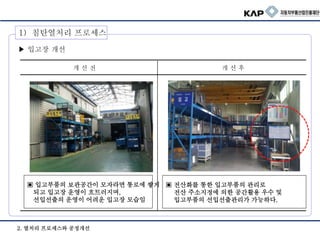
▶입고장 개선
▣ 전산화를 통한 입고부품의 관리로
전산 주소지정에 의한 공간활용 우수 및
입고부품의 선입선출관리가 가능하다.
▣ 입고부품의 보관공간이 모자라면 통로에 쌓게
되고 입고장 운영이 흐트러지며,
선입선출의 운영이 어려운 입고장 모습임
개 선 전 개 선 후
2. 열처리 프로세스와 공정개선
19.
2. 열처리 프로세스와공정개선
2. 단취
- 준비작업시 힘이 덜 드는 최소 2인 1조의 작업시스템이 되어야 하며
- 처리된 제품을 보관하는 장소가 갖추어져 있고
- 공정이동표가 발행되어 제품 위에 놓이도록 시스템을 갖추어야 한다.
- 단취시 방탄이 필요한 경우는 수동방탄만 할 것이 아니라 자동방탄의 효율성도 고려
함이 좋다.
1) 침탄열처리 프로세스
20.
1) 침탄열처리 프로세스
▶단취 개선
▣ 협업으로 업무의 효율성이 좋다.
▣ 1인 혼자서 단취중으로
업무 효율성이 좋지 못하다
개 선 전 개 선 후
2. 열처리 프로세스와 공정개선
21.
1) 침탄열처리 프로세스
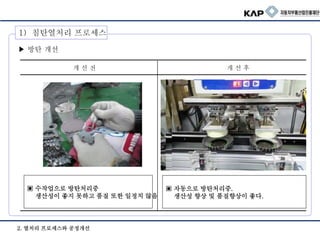
▶방탄 개선
▣ 자동으로 방탄처리중.
생산성 향상 및 품질향상이 좋다.
▣ 수작업으로 방탄처리중
생산성이 좋지 못하고 품질 또한 일정치 않음
개 선 전 개 선 후
2. 열처리 프로세스와 공정개선
22.
2. 열처리 프로세스와공정개선
3. 세정
1) 수용성오일의 세정이 필요한 경우 : 알카리세정이 우수함.
→ 점점 더 엄격한 세정관리를 요구하므로 초음파 알카리세정이 적용되고 있으
며,
특히 질화열처리의 경우에는 세정품질이 최종제품 품질에 많은 영향을 주고
있다.
2) 비수용성오일 세정의 경우 : 탄화수소계 진공세정의 세정품질이 가장 우수하다.
→ 세정 코스트 또한 제일 적게 들고 있는것으로 파악된다. (설비가는 고가이지
만)
1) 침탄열처리 프로세스
23.
2. 열처리 프로세스와공정개선
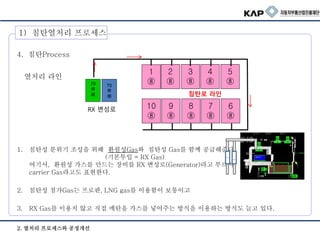
4. 침탄Process
열처리 라인
1. 침탄성 분위기 조성을 위해 환원성Gas와 침탄성 Gas를 함께 공급해준다.
(기본투입 = RX Gas)
여기서, 환원성 가스를 만드는 장비를 RX 변성로(Generator)라고 부르며
carrier Gas라고도 표현한다.
2. 침탄성 첨가Gas는 프로판, LNG gas를 이용함이 보통이고
3. RX Gas를 이용치 않고 직접 메탄올 가스를 넣어주는 방식을 이용하는 방식도 늘고 있다.
70
루
베
70
루
베
2
⑧
10
⑧
9
⑧
3
⑧
4
⑧
8
⑧
7
⑧
5
⑧
1
⑧
6
⑧
RX 변성로
침탄로 라인
1) 침탄열처리 프로세스
24.
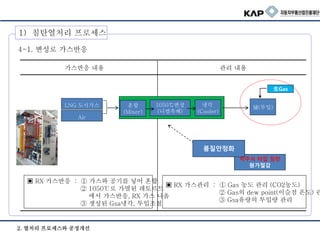
4-1. 변성로 가스반응
▣RX 가스관리 : ① Gas 농도 관리 (CO2농도)
② Gas의 dew point(이슬점 온도) 관
③ Gsa유량의 투입량 관리
▣ RX 가스반응 : ① 가스와 공기를 넣어 혼합
② 1050℃로 가열된 레토르트
에서 가스반응, RX 가스 나옴
③ 생성된 Gsa냉각, 투입조절
가스반응 내용 관리 내용
2. 열처리 프로세스와 공정개선
LNG 도시가스 혼합
(Mixer)
1050℃변성
(니켈촉배)
냉각
(Cooler)
爐(투입)
Air
生Gas
적주식 타입 침탄
원가절감
품질안정화
1) 침탄열처리 프로세스
25.
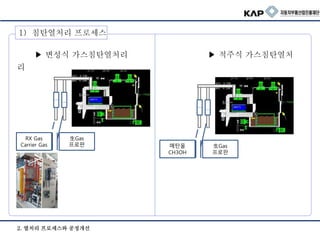
▶ 변성식 가스침탄열처리▶ 적주식 가스침탄열처
리
RX Gas
Carrier Gas
生Gas
프로판 메탄올
CH3OH
生Gas
프로판
2. 열처리 프로세스와 공정개선
1) 침탄열처리 프로세스
26.
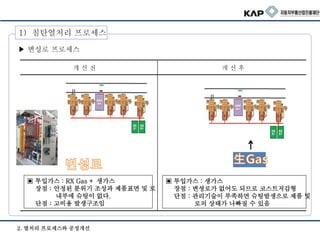
▶ 변성로 프로세스
▣투입가스 : 생가스
장점 : 변셩로가 없어도 되므로 코스트저감형
단점 : 관리기술이 부족하면 슈팅발생으로 제품 및
로의 상태가 나빠질 수 있음
▣ 투입가스 : RX Gas + 생가스
장점 : 안정된 분위기 조성과 제품표면 및 로
내부에 슈팅이 없다.
단점 : 고비용 발생구조임
개 선 전 개 선 후
2. 열처리 프로세스와 공정개선
1) 침탄열처리 프로세스
27.
1) 침탄열처리 프로세스
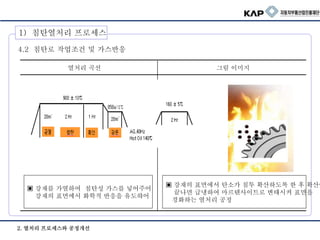
4.2침탄로 작업조건 및 가스반응
▣ 강재의 표면에서 탄소가 침투 확산하도록 한 후 확산이
끝나면 급냉하여 마르텐사이트로 변태시켜 표면을
경화하는 열처리 공정
▣ 강재를 가열하여 침탄성 가스를 넣어주어
강재의 표면에서 화학적 반응을 유도햐어
열처리 곡선 그림 이미지
2. 열처리 프로세스와 공정개선
28.
2. 열처리 프로세스와공정개선
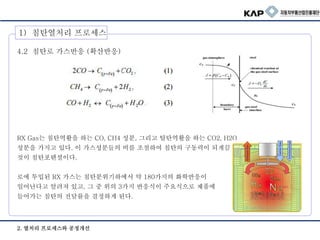
4.2 침탄로 가스반응 (확산반응)
RX Gas는 침탄역활을 하는 CO, CH4 성분, 그리고 탈탄역활을 하는 CO2, H2O
성분을 가지고 있다. 이 가스성분들의 비를 조절하여 침탄의 구동력이 되게끔 조절하는
것이 침탄포텐셜이다.
로에 투입된 RX 가스는 침탄분위기하에서 약 180가지의 화학반응이
일어난다고 알려져 있고, 그 중 위의 3가지 반응식이 주요식으로 제품에
들어가는 침탄의 전달률을 결정하게 된다.
1) 침탄열처리 프로세스
29.
2. 열처리 프로세스와공정개선
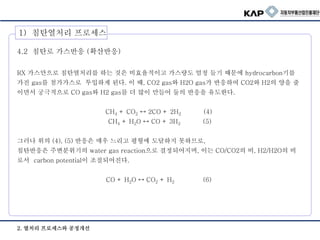
4.2 침탄로 가스반응 (확산반응)
RX 가스만으로 침탄열처리를 하는 것은 비효율적이고 가스량도 엄청 들기 때문에 hydrocarbon기를
가진 gas를 첨가가스로 투입하게 된다. 이 때, CO2 gas와 H2O gas가 반응하여 CO2와 H2의 양을 줄
이면서 궁극적으로 CO gas와 H2 gas를 더 많이 만들어 둘의 반응을 유도한다.
CH4 + CO2 ↔ 2CO + 2H2 (4)
CH4 + H2O ↔ CO + 3H2 (5)
그러나 위의 (4), (5) 반응은 매우 느리고 평형에 도달하지 못하므로,
침탄반응은 주변분위기의 water gas reaction으로 결정되어지며, 이는 CO/CO2의 비, H2/H2O의 비
로서 carbon potential이 조절되어진다.
CO + H2O ↔ CO2 + H2 (6)
1) 침탄열처리 프로세스
30.
2. 열처리 프로세스와공정개선
4.2 침탄로 가스반응 (확산반응)
CO gas와 H2 gas를 함유한 분위기에서,
[C]의 전달은 CO의 흡수반응과 산소(O)의 분리반응에 의해 이루어진다.
CO ↔ C + O (7)
O + H2 ↔ H2O (8)
위의 두식은 또다른 water gas reaction을 만들어 카본의 전달이 이루어진다.
CO + H2 ↔ [C ] + H2O (9)
9번식은 산소의 전달과 연관되어 있기도 하여 Si, Cr, Mg과 결합하여 입내 또는 입계산화를 일으키기
도 한다.
1) 침탄열처리 프로세스
31.
2. 열처리 프로세스와공정개선
4-1. 냉각 Process
1) 침탄확산반응이 끝난 제품을 마르텐사이트로 변태시키기 위해 급속냉각하는 과정이며 주로 열
처리유를 이용
하나 경우에 따라서는 염욕을 사용하기도 한다.
2) 침탄열처리후는 주로 저온템퍼링을 실시한다.(180 ~ 250℃)
이 처리과정에서 마르텐사이트의 취성조직에 인성을 부여하고 , 또한 남아있는 잔류오스테나이
트는 템퍼드-
마르텐사이트로 변해 사용중의 추가 변태(변형발생)를 저지할 수 있도록 함을 목적으로 한다.
1) 침탄열처리 프로세스
32.
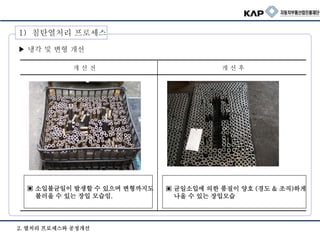
▶ 냉각 및변형 개선
▣ 균일소입에 의한 품질이 양호 (경도 & 조직)하게
나올 수 있는 장입모습
▣ 소입불균일이 발생할 수 있으며 변형까지도
불러올 수 있는 장입 모습임.
개 선 전 개 선 후
2. 열처리 프로세스와 공정개선
1) 침탄열처리 프로세스
33.
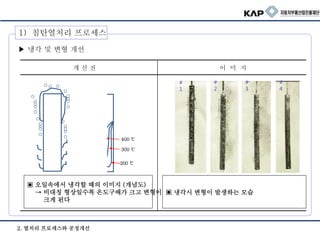
▶ 냉각 및변형 개선
▣ 냉각시 변형이 발생하는 모습
▣ 오일속에서 냉각할 때의 이미지 (개념도)
→ 비대칭 형상일수록 온도구배가 크고 변형이
크게 된다
개 선 전 이 미 지
2. 열처리 프로세스와 공정개선
1) 침탄열처리 프로세스
#
1
#
2
#
3
#
4
200 ℃
300 ℃
400 ℃
34.
2. 열처리 프로세스와공정개선
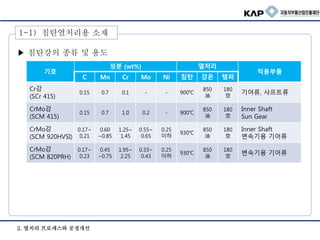
▶ 침탄강의 종류 및 용도
기호
성분 (wt%) 열처리
적용부품
C Mn Cr Mo Ni 침탄 강온 템퍼
Cr강
(SCr 415)
0.15 0.7 0.1 - - 900℃
850
油
180
空
기어류, 샤프트류
CrMo강
(SCM 415)
0.15 0.7 1.0 0.2 - 900℃
850
油
180
空
Inner Shaft
Sun Gear
CrMo강
(SCM 920HVSI)
0.17~
0.21
0.60
~0.85
1.25~
1.45
0.55~
0.65
0.25
이하
930℃
850
油
180
空
Inner Shaft
변속기용 기어류
CrMo강
(SCM 820PRH)
0.17~
0.23
0.45
~0.75
1.95~
2.25
0.33~
0.43
0.25
이하
930℃
850
油
180
空
변속기용 기어류
1-1) 침탄열처리용 소재
35.
2. 열처리 프로세스와공정개선
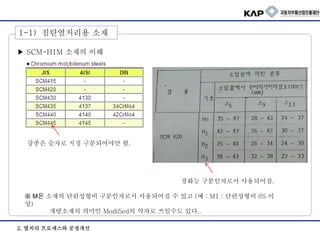
▶ SCM-H1M 소재의 이해
강종은 숫자로 지정 구분되어야만 함.
경화능 구분인자로서 사용되어짐.
※ M은 소재의 단련성형비 구분인자로서 사용되어질 수 있고 (예 : M1 : 단련성형비 6S 이
상)
개량소재의 의미인 Modified의 약자로 쓰일수도 있다..
1-1) 침탄열처리용 소재
36.
2. 열처리 프로세스와공정개선
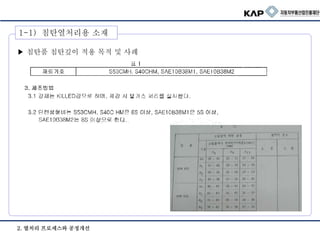
▶ 침탄품 침탄깊이 적용 목적 및 사례
1-1) 침탄열처리용 소재
37.
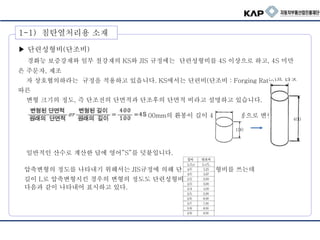
▶ 단련성형비(단조비)
경화능 보증강재와일부 철강재의 KS와 JIS 규정에는 단련성형비를 4S 이상으로 하고, 4S 미만
은 주문자, 제조
자 상호협의하라는 규정을 적용하고 있읍니다. KS에서는 단련비(단조비 : Forging Ratio)를 단조
따른
변형 크기의 정도, 즉 단조전의 단면적과 단조후의 단면적 비라고 설명하고 있습니다.
원형의 강괴를 두드리고 때리고 눌러 길이 100mm의 환봉이 길이 400mm 환봉으로 변했다면
일반적인 산수로 계산한 답에 영어”S”를 덧붙입니다.
압축변형의 정도를 나타내기 위해서는 JIS규정에 의해 단조의 단조성형비를 쓰는데
길이 L로 압축변형시킨 경우의 변형의 정도도 단련성형비로
다음과 같이 나타내어 표시하고 있다.
1-1) 침탄열처리용 소재
100
400
38.
2. 열처리 프로세스와공정개선
▶ 침탄품 침탄깊이 적용 목적 및 사례
침탄깊이 목 적 적용부품
0.5 mm 이하
강도보다는 내마모성을 더 중요시 하는 경
우
0.5 mm ~
1.0 mm
내마모성과 높은 하중에 대한 강도를 동시
에 필요로 하는 경우
(0.4~0.7) : Inner Shaft, Sun Gear
Pinion Shaft
1.0 mm ~
1.5 mm
슬라이딩 및 회전등의 마모에 대한 반복,
굴곡하중에 견디는 강도을 요구하는 경우
(0.6~1.0) : Spider
(0.8~1.3) : Spider
(0.8~1.2) : 2.5T Gear
1.5 mm 이상
높은 내충격적 마모, 높은 내반복하중에
견딤이 필요한 경우
1-1) 침탄열처리용 소재
39.
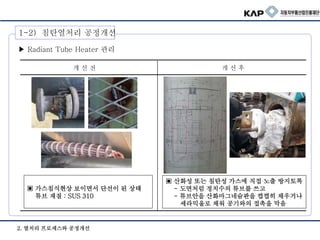
▶ Radiant TubeHeater 관리
▣ 산화성 또는 침탄성 가스에 직접 노출 방지토록
- 도면처럼 정치수의 튜브를 쓰고
- 튜브안을 산화마그네슘판을 켭켭히 채우거나
세라믹울로 채워 공기와의 접촉을 막음
▣ 가스침식현상 보이면서 단선이 된 상태
튜브 재질 : SUS 310
개 선 전 개 선 후
2. 열처리 프로세스와 공정개선
1-2) 침탄열처리 공정개선
40.
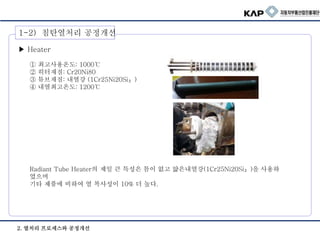
① 최고사용온도: 1000℃
②히터재질: Cr20Ni80
③ 튜브재질: 내열강 (1Cr25Ni20Si₂)
④ 내열최고온도: 1200℃
Radiant Tube Heater의 제일 큰 특성은 틈이 없고 얇은내열강(1Cr25Ni20Si₂)을 사용하
였으며
기타 제품에 비하여 열 복사성이 10% 더 높다.
▶ Heater
1-2) 침탄열처리 공정개선
2. 열처리 프로세스와 공정개선
41.
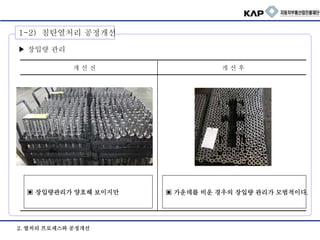
▶ 장입량 관리
▣가운데를 비운 경우의 장입량 관리가 모범적이다.▣ 장입량관리가 양호해 보이지만
개 선 전 개 선 후
2. 열처리 프로세스와 공정개선
1-2) 침탄열처리 공정개선
42.
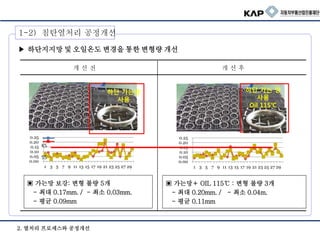
▶ 하단지지망 및오일온도 변경을 통한 변형량 개선
▣ 가는망+ OIL 115℃ : 변형 불량 3개
- 최대 0.20mm. / - 최소 0.04m.
- 평균 0.11mm
▣ 가는망 보강: 변형 불량 5개
- 최대 0.17mm. / - 최소 0.03mm.
- 평균 0.09mm
개 선 전 개 선 후
2. 열처리 프로세스와 공정개선
1-2) 침탄열처리 공정개선
하단 가는망
사용
하단 가는 망
사용
Oil 115℃
0.00
0.05
0.10
0.15
0.20
0.25
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
0.00
0.05
0.10
0.15
0.20
0.25
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
KS
SS
43.
1. 열처리 변형의형태
열처리 변형은 치수변화와 형상변화로 나눌 수 있다.
(1) 치수변화는 가열냉각의 열이력·변태(조직변화)에 따른 팽창, 수축에 의해 나타나는 치수변화를
나타낸다.
(a) quenching에 의한 변화
일반적으로 강의 오스테나이트화 가열과정에서는 AC1변태점을 넘으면 조금 수축하지만
전체로는 팽창한다. 그 후의 급냉quenching 과정에서는 Ms점까지는 열수축하지만 마르텐사이트
변태에 의해 약간 팽창한다.
(b) 템퍼링에 의한 변화
일반적으로 강의 템퍼링과정에서, 가열온도의 상승과 함께 템퍼링 제1단계에서는 수축하고
제2단계에서는 팽창하며 제3단계에서는 다시 수축한다.
(c) 시효에 의한 변화
탄소량이 많고 quenching후에 다량의 오스테나이트가 잔류할 경우, 잔류오스테나이트의
마르텐사이트
변태 등에 의해 시효변화를 일으키는 경우가 있다. 잔류오스테나이트를 감소 또는 소멸시켜
변형을
방지하기 위해서는 sub-zero처리 및 다단 템퍼링을 한다.
(2) 변형은 전가공에서 도입된 내부응력의 제거, 고온에서 자체중량이나 외력, 가열냉각시의
온도변화에 따른
내부응력 등에 의해 발생하는 비정상적인 형상변화를 나타낸다.
1-3) 침탄열처리와 변형
2. 열처리 프로세스와 공정개선
2 장
서 론
-공정개선 (혁신)의 필요성
열처리 프로세스와 공정개선
1) 침탄열처리 프로세스
2) 고주파열처리 프로세스
47.
2. 열처리 프로세스와공정개선
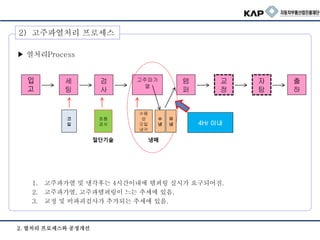
▶ 열처리Process
1. 고주파가열 및 냉각후는 4시간이내에 템퍼링 실시가 요구되어짐.
2. 고주파가열, 고주파템퍼링이 느는 추세에 있음.
3. 교정 및 비파괴검사가 추가되는 추세에 있음.
수용
성
오일
냉각
입
고
냉매
2) 고주파열처리 프로세스
세
팅
검
사
고주파가
열
템
퍼
교
정
자
탐
출
하
코
일
절단기술
4Hr 이내
수
냉
유
냉
초품
검사
48.
2) 고주파열처리 프로세스
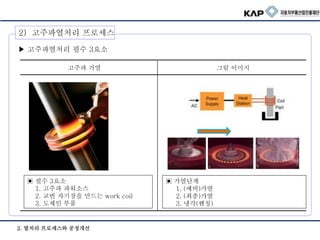
▶고주파열처리 필수 3요소
▣ 가열단계
1. (예비)가열
2. (최종)가열
3. 냉각(퀜칭)
▣ 필수 3요소
1. 고주파 파워소스
2. 교번 자기장을 만드는 work coil
3. 도체인 부품
고주파 가열 그림 이미지
2. 열처리 프로세스와 공정개선
49.
2) 고주파열처리 프로세스
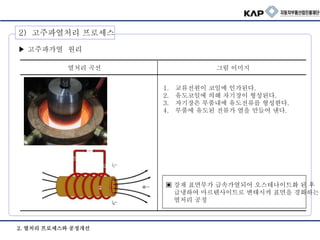
▶고주파가열 원리
▣ 강재 표면부가 급속가열되어 오스테나이트화 된 후
급냉하여 마르텐사이트로 변태시켜 표면을 경화하는
열처리 공정
열처리 곡선 그림 이미지
2. 열처리 프로세스와 공정개선
1. 교류전원이 코일에 인가된다.
2. 유도코일에 의해 자기장이 형성된다.
3. 자기장은 부품내에 유도전류를 형성한다.
4. 부품에 유도된 전류가 열을 만들어 낸다.
50.
2. 열처리 프로세스와공정개선
2) 고주파열처리 프로세스
▶ 고주파코일 제작순서
(1) 코일도면 설계
(2) 드릴작업 (소형 드릴 / 대형드릴)
(3) 내경 가공
(4) 테이퍼 가공
(5) 밀링 가공
(6) 내외측 분사구 홀가공 (홀관통 – 면취 – Burr제거)
(7) 조립
- 코일과 리드조립 (브레이징)
- 외경조립과 브레이징
- 호스니쁠 조립
(8) 가열테스트
▶ 고주파가열시 재료의금속학적 고찰
(1) 오스테나이트화 가열온도에서 탄소를 비롯한 합금원소의 고용 및 분포가 균일할 것.
(1)-1. 고주파quenching시 전 조직의 영향을 많이 받는 이유는,
가열유지시간이 짧아 탄화물의 고용이나 탄소의 확산이 부족한 상태가 될 수 있다는 것이
다. 이는 고주파 가열시 탄화물 고용상태에 따라 차이가 발생하며, 탄화물이 크고 고용이
불완전한 경우에는 오스테나이트 중으로의 고용탄소량이 감소하여 불완전변태에 의해
페라이트가 잔류하게 되고, 페라이트 부분의 침투깊이가 얕아져 경화층 깊이도 얕아질 수
있다.
(2) 미세한 오스테나이트 결정립이 얻어질 것.
(2)-1. 단시간 급속가열에 의한 오스테나이트화로 미세조직이 얻어지는 것은,
급속가열시는 가열변태점이 보다 고온측으로 이행하여 냉각시 과냉에 의한 오스테나이트
의 핵생성 속도가 크게 되며, 급속가열 시간도 포함해 가열시간이 짧기 때문에 결정립이
성장할 시간을 갖지 못한 때문이다. 상변태를 통하여 형성되는 새로운 상의 결정립 크기
는 핵생성속도, 성장속도, 모상의 조직과 입경의 영향을 받아 이루어지게 된다,
2) 고주파열처리 프로세스
2. 열처리 프로세스와 공정개선
53.
▶ 코일의 수명관리는필요한가 ?
(1) 코일재료의 선택에 따라 큰 차이가 있다.
재료재료로는 다음 4종류가 사용되는데 (무산소동 / 인탈산동 / 터프피치동 / 전해동)
이 중 무산소동을 사용하는 경우는 보통 수명관리를 안해도 될 정도로 수명이 길다.
(2) 가열조건에 따라 큰 차이가 있다.
가열시간이 5초 이상 넘어가는 경우는 코일이 열영향을 받아 damage를 받는다.
수명관리가 필요한 경우가 된다
(3) 냉매 및 냉매중에 있는 슬러지에 의해 코일오염이 심하거나 통수구멍이 막히면 코일의 변형이
심해져서 코일수명에 차이가 발생한다.
(4) 제품과 코일간의 gap이 작은 경우, 제품에 존재하는 쇠가시등에 의해 아크가 발생하면 코일이
영향을 받아 수명이 단축된다.
2-1) 고주파열처리 공정개선
2. 열처리 프로세스와 공정개선
54.
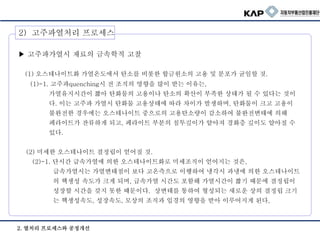
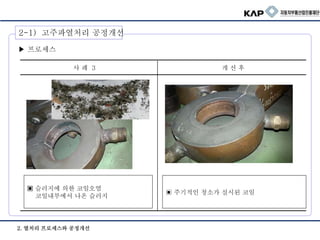
▶ 프로세스
▣ 간극조정실패 또는 열영향에 의한 손상▣ 아크에 의한 손상 및 열영향에 의한 손상
사 례 1 사 례 2
2. 열처리 프로세스와 공정개선
2-1) 고주파열처리 공정개선
55.
▶ 프로세스
▣ 주기적인청소가 실시된 코일
▣ 슬러지에 의한 코일오염
코일내부에서 나온 슬러지
사 례 3 개 선 후
2. 열처리 프로세스와 공정개선
2-1) 고주파열처리 공정개선
56.
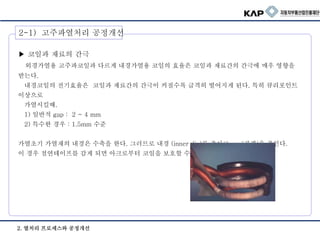
▶ 코일과 재료의간극
외경가열용 고주파코일과 다르게 내경가열용 코일의 효율은 코일과 재료간의 간극에 매우 영향을
받는다.
내경코일의 전기효율은 코일과 재료간의 간극이 커질수록 급격히 떨어지게 된다. 특히 큐리포인트
이상으로
가열시킬때.
1) 일반적 gap : 2 ~ 4 mm
2) 특수한 경우 : 1.5mm 수준
가열초기 가열재의 내경은 수축을 한다. 그러므로 내경 (inner dia)를 줄이고 gap(간격)을 줄인다.
이 경우 절연테이프를 감게 되면 아크로부터 코일을 보호할 수 있다.
2-1) 고주파열처리 공정개선
2. 열처리 프로세스와 공정개선
57.
2. 열처리 프로세스와공정개선
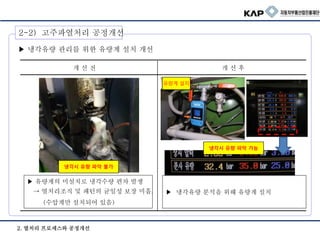
▶ 냉각유량 관리를 위한 유량계 설치 개선
▶ 냉각유량 분석을 위해 유량계 설치
▶ 유량계의 미설치로 냉각수량 편차 발생
→ 열처리조직 및 패턴의 균일성 보장 미흡.
(수압계만 설치되어 있음)
개 선 전 개 선 후
냉각시 유량 파악 불가
유량계 설치
냉각시 유량 파악 가능
2-2) 고주파열처리 공정개선
58.
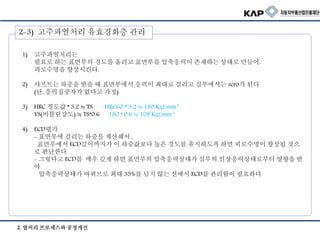
1) 고주파열처리는
필요로 하는표면부의 경도를 올리고 표면부를 압축응력이 존재하는 상태로 만들어,
피로수명을 향상시킨다.
2) 샤프트는 하중을 받을 때 표면부에서 응력이 최대로 걸리고 심부에서는 zero가 된다.
(단, 응력집중자가 없다고 가정)
3) HRC 경도값 * 3.2 ≒ TS HRC60 * 3.2 ≒ 180 Kgf/mm2
YS(비틀림강도) ≒ TS*0.6 180 * 0.6 ≒ 108 Kgf/mm2
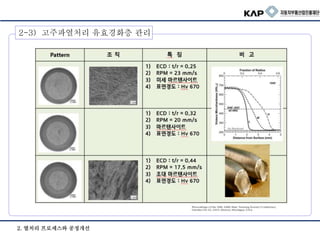
4) ECD평가
- 표면부에 걸리는 하중을 계산해서 ,
표면부에서 ECD깊이까지가 이 하중값보다 높은 경도를 유지하도록 하면 피로수명이 향상될 것으
로 판단한다.
- 그렇다고 ECD를 매우 깊게 하면 표면부의 압축응력상태가 심부의 인장응력상태로부터 영향을 받
아
압축응력상태가 바뀌므로 최대 35%를 넘지 않는 선에서 ECD를 관리함이 필요하다.
2-3) 고주파열처리 유효경화층 관리
2. 열처리 프로세스와 공정개선
59.
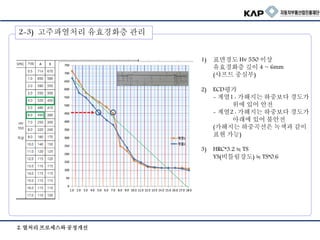
1) 표면경도 Hv550 이상
유효경화층 깊이 4 ~ 6mm
(샤프트 중심부)
2) ECD평가
- 계열1 : 가해지는 하중보다 경도가
위에 있어 안전
- 계열2 : 가해지는 하중보다 경도가
아래에 있어 불안전
(가해지는 하중곡선은 녹색과 같이
표현 가능)
3) HRC*3.2 ≒ TS
YS(비틀림강도) ≒ TS*0.6
2-3) 고주파열처리 유효경화층 관리
2. 열처리 프로세스와 공정개선
▶ 고주파 가열에의한 템퍼링
고주파 quenching후의 템퍼링은 주로 가열로에서 하는 일이 많지만, 고주파가열 템퍼링의
꽤 많이 보급되어 있다. 고주파가열은 표면가열만이 아니고 기본적으로는 표면부터 중심으로
온도구배가 발생하여, 거기에 따라 표면근방에서는 경도나 잔류응력이 저하하고, 강도(내마모성,
내피로성)가 저하한다.
이러한 기계적성질의 저하는 템퍼링조건에 따라 달라지지만 그렇게 크지는 않다.
실용적으로는 1∼3kHz 정도의 낮은 주파수가 고주파 템퍼링에 사용되고 있다.
1) 고주파 가열 템퍼링 온도
같은 경도를 얻기 위한 고주파가열 템퍼링온도는 노가열의 가열온도보다 약 100℃정도 높게
일부업체에서는 약 50℃ 높게 실시하기도 한다.
2-5) 고주파 템퍼링
2. 열처리 프로세스와 공정개선
64.
2. 열처리 프로세스와공정개선
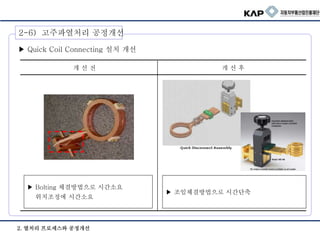
▶ Quick Coil Connecting 설치 개선
▶ 조임체결방법으로 시간단축
▶ Bolting 체결방법으로 시간소요
위치조정에 시간소요
개 선 전 개 선 후
2-6) 고주파열처리 공정개선
65.
2 장
서 론
-공정개선 (혁신)의 필요성
열처리 프로세스와 공정개선
1) 침탄열처리 프로세스
2) 고주파열처리 프로세스
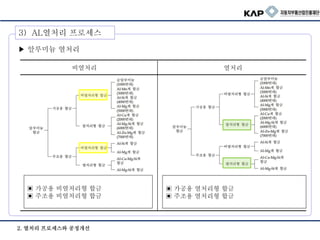
3) AL합금 열처리 프로세스
66.
▶ 열처리Process
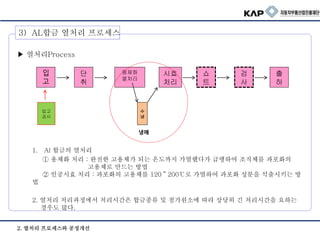
1. Al합금의 열처리
① 용체화 처리 : 완전한 고용체가 되는 온도까지 가열했다가 급랭하여 조직체를 과포화의
고용체로 만드는 방법
② 인공시효 처리 : 과포화의 고용체를 120~200℃로 가열하여 과포화 성분을 석출시키는 방
법
2. 열처리 처리과정에서 처리시간은 합금종류 및 첨가원소에 따라 상당히 긴 처리시간을 요하는
경우도 많다.
입
고
냉매
3) AL합금 열처리 프로세스
단
취
용체화
열처리
시효
처리
쇼
트
검
사
출
하
수
냉
입고
검사
2. 열처리 프로세스와 공정개선
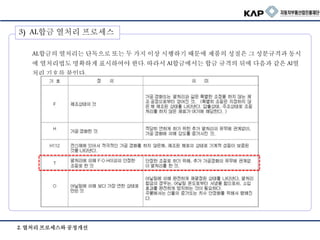
AL합금의 열처리는 단독으로또는 두 가지 이상 시행하기 때문에 제품의 성질은 그 성분규격과 동시
에 열처리법도 명확하게 표시하여야 한다. 따라서 Al합금에서는 합금 규격의 뒤에 다음과 같은 Al열
처리 기호를 붙인다.
3) AL합금 열처리 프로세스
2. 열처리 프로세스와 공정개선
69.
3) AL합금 열처리프로세스
2. 열처리 프로세스와 공정개선
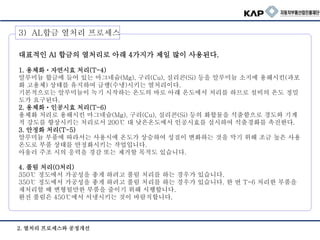
대표적인 Al 합금의 열처리로 아래 4가지가 제일 많이 사용된다.
1. 용체화・자연시효 처리(T-4)
알루미늄 합금에 들어 있는 마그네슘(Mg), 구리(Cu), 실리콘(Si) 등을 알루미늄 소지에 용해시킨(과포
화 고용체) 상태를 유지하여 급랭(수냉)시키는 열처리이다.
기본적으로는 알루미늄이 녹기 시작하는 온도의 바로 아래 온도에서 처리를 하므로 설비의 온도 정밀
도가 요구된다.
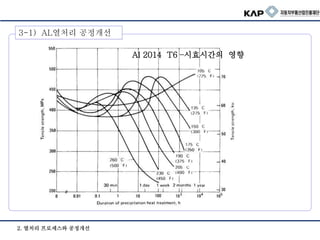
2. 용체화・인공시효 처리(T-6)
용체화 처리로 용해시킨 마그네슘(Mg), 구리(Cu), 실리콘(Si) 등의 화합물을 석출함으로 경도와 기계
적 강도를 향상시키는 처리로서 200℃ 대 낮은온도에서 인공시효를 실시하여 석출경화를 촉진한다.
3. 안정화 처리(T-5)
알루미늄 부품에 따라서는 사용시에 온도가 상승하여 성질이 변화하는 것을 막기 위해 조금 높은 사용
온도로 부품 상태를 안정화시키는 작업입니다.
아울러 주조 시의 응력을 경감 또는 제거할 목적도 있습니다.
4. 풀림 처리(O처리)
350℃ 정도에서 가공성을 좋게 하려고 풀림 처리를 하는 경우가 있습니다.
350℃ 정도에서 가공성을 좋게 하려고 풀림 처리를 하는 경우가 있습니다. 한 번 T-6 처리한 부품을
재처리할 때 변형될만한 부품을 줄이기 위해 시행합니다.
완전 풀림은 450℃에서 서냉시키는 것이 바람직합니다.
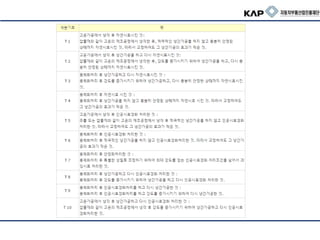
71.
▣ 시효온도와 시간에따른 경도, 조직검사
- 온도 : 170℃ / 190℃
- 시간 : 4hr / 8hr
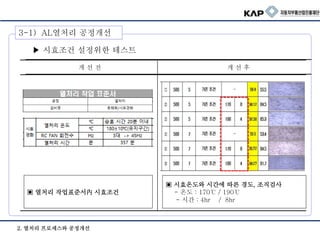
▣ 열처리 작업표준서內 시효조건
2. 열처리 프로세스와 공정개선
▶ 시효조건 설정위한 테스트
3-1) AL열처리 공정개선
개 선 전 개 선 후
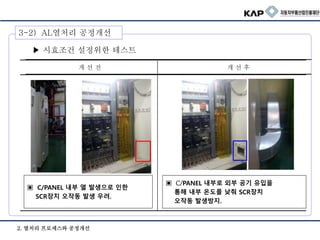
▣ C/PANEL 내부로외부 공기 유입을
통해 내부 온도를 낮춰 SCR장치
오작동 발생방지.
▣ C/PANEL 내부 열 발생으로 인한
SCR장치 오작동 발생 우려.
2. 열처리 프로세스와 공정개선
▶ 시효조건 설정위한 테스트
3-2) AL열처리 공정개선
개 선 전 개 선 후
75.
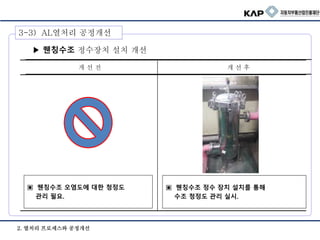
▣ 퀜칭수조 정수장치 설치를 통해
수조 청정도 관리 실시.
▣ 퀜칭수조 오염도에 대한 청정도
관리 필요.
2. 열처리 프로세스와 공정개선
▶ 퀜칭수조 정수장치 설치 개선
3-3) AL열처리 공정개선
개 선 전 개 선 후
3. 열처리규정과 현장관리
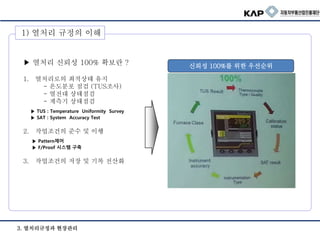
1)열처리 규정의 이해
▶ TUS : Temperature Uniformity Survey
▶ SAT : System Accuracy Test
신뢰성 100%를 위한 우선순위
▶ 열처리 신뢰성 100% 확보란 ?
1. 열처리로의 최적상태 유지
- 온도분포 점검 (TUS조사)
- 열전대 상태점검
- 계측기 상태점검
2. 작업조건의 준수 및 이행
3. 작업조건의 저장 및 기록 전산화
▶ Pattern제어
▶ F/Proof 시스템 구축
78.
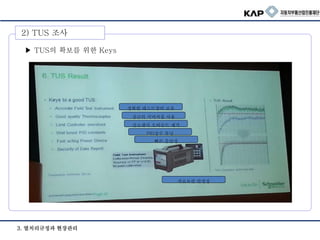
3. 열처리규정과 현장관리
빠른응답성
정확한 테스트장비 보유
상급의 서머커플 사용
산소센서 오버슈트 제거
PID상수 튜닝
자료보관 안정성
▶ TUS의 확보를 위한 Keys
2) TUS 조사
79.
3. 열처리 규정과현장관리
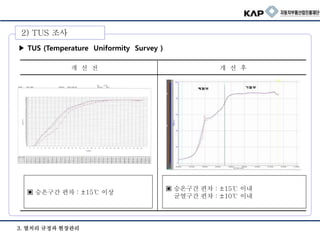
▶ TUS (Temperature Uniformity Survey )
▣ 승온구간 편차 : ±15℃ 이내
균열구간 편차 : ±10℃ 이내
▣ 승온구간 편차 : ±15℃ 이상
개 선 전 개 선 후
2) TUS 조사
80.
3. 열처리규정과 현장관리
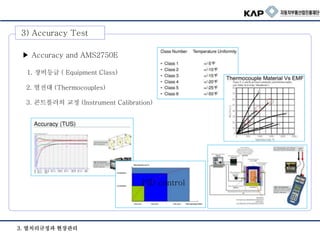
▶Accuracy and AMS2750E
1. 장비등급 ( Equipment Class)
2. 열전대 (Thermocouples)
3. 콘트롤러의 교정 (Instrument Calibration)
3) Accuracy Test
PID control
81.
3. 열처리 규정과현장관리
4) 爐의 온도관리
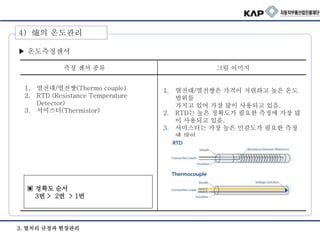
▶ 온도측정센서
▣ 정확도 순서
3번 > 2번 > 1번
측정 센서 종류 그림 이미지
1. 열전대/열전쌍(Thermo couple)
2. RTD (Resistance Temperature
Detector)
3. 서미스터(Thermistor)
1. 열전대/열전쌍은 가격이 저렴하고 높은 온도
범위를
가지고 있어 가장 많이 사용되고 있음.
2. RTD는 높은 정확도가 필요한 측정에 가장 많
이 사용되고 있음.
3. 서미스터는 가장 높은 민감도가 필요한 측정
에 많이
사용되고 있음.
82.
3. 열처리 규정과현장관리
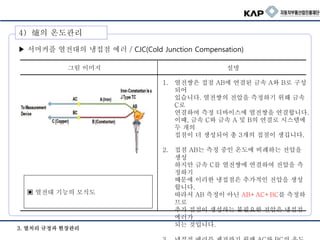
▶ 서머커플 열전대의 냉접점 에러 / CJC(Cold Junction Compensation)
▣ 열전대 기능의 모식도
그림 이미지 설명
4) 爐의 온도관리
1. 열전쌍은 접점 AB에 연결된 금속 A와 B로 구성
되어
있습니다. 열전쌍의 전압을 측정하기 위해 금속
C로
연결하여 측정 디바이스에 열전쌍을 연결합니다.
이때, 금속 C와 금속 A 및 B의 연결로 시스템에
두 개의
접점이 더 생성되어 총 3개의 접점이 생깁니다.
2. 접점 AB는 측정 중인 온도에 비례하는 전압을
생성
하지만 금속 C를 열전쌍에 연결하여 전압을 측
정하기
때문에 이러한 냉접점은 추가적인 전압을 생성
합니다.
따라서 AB 측정이 아닌 AB+AC+BC를 측정하
므로
추가 접점이 생성하는 불필요한 전압은 냉접점
에러가
되는 것입니다.
83.
3. 열처리 규정과현장관리
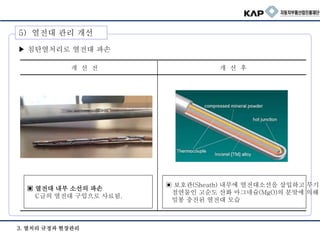
▶ 침탄열처리로 열전대 파손
▣ 보호관(Sheath) 내부에 열전대소선을 삽입하고 무기
절연물인 고순도 산화 마그네슘(MgO)의 분말에 의해
밀봉 충진된 열전대 모습
▣ 열전대 내부 소선의 파손
C급의 열전대 구입으로 사료됨.
개 선 전 개 선 후
5) 열전대 관리 개선
84.
4 장
서 론
-공정개선 (혁신)의 필요성
열처리 프로세스와 규정
열처리 규정과 현장관리
맺음말
85.
4. 맺음말
맺 음말
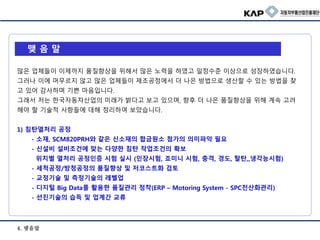
많은 업체들이 이제까지 품질향상을 위해서 많은 노력을 하였고 일정수준 이상으로 성장하였습니다.
그러나 이에 머무르지 않고 많은 업체들이 제조공정에서 더 나은 방법으로 생산할 수 있는 방법을 찾
고 있어 감사하며 기쁜 마음입니다.
그래서 저는 한국자동차산업의 미래가 밝다고 보고 있으며, 향후 더 나은 품질향상을 위해 계속 고려
해야 할 기술적 사항들에 대해 정리하여 보았습니다.
1) 침탄열처리 공정
- 소재, SCM820PRH와 같은 신소재의 합금원소 첨가의 의미파악 필요
- 신설비 설비조건에 맞는 다양한 침탄 작업조건의 확보
위치별 열처리 공정인증 시험 실시 (인장시험, 죠미니 시험, 충격, 경도, 탈탄,,냉각능시험)
- 세척공정/방청공정의 품질향상 및 저코스트화 검토
- 교정기술 및 측정기술의 레벨업
- 디지털 Big Data를 활용한 품질관리 정착(ERP – Motoring System - SPC전산화관리)
- 선진기술의 습득 및 업계간 교류
86.
4) 맺음말
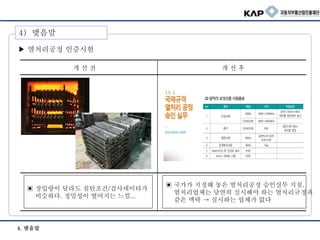
▶ 열처리공정인증시험
▣ 국가가 지정해 놓은 열처리공정 승인실무 지침.
열처리업체는 당연히 실시해야 하는 열처리규정과
같은 맥락 → 실시하는 업체가 없다
▣ 장입량이 달라도 침탄조건/검사데이타가
비슷하다. 정밀성이 떨어지는 느낌...
개 선 전 개 선 후
4. 맺음말
87.
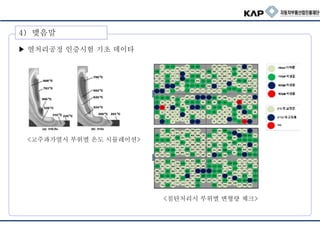
4) 맺음말
▶ 열처리공정인증시험 기초 데이타
<침탄처리시 부위별 변형량 체크>
<고주파가열시 부위별 온도 시뮬레이션>
88.
4) 맺음말
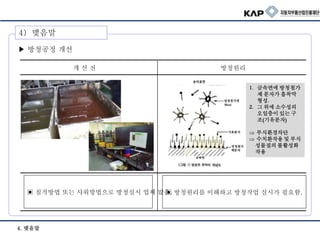
▶ 방청공정개선
▣ 방청원리를 이해하고 방청작업 실시가 필요함.▣ 침적방법 또는 샤워방법으로 방청실시 업체 많음.
개 선 전 방청원리
1. 금속면에 방청첨가
제 분자가 흡착막
형성.
2. 그 위에 소수성의
오일층이 있는 구
조(기유분자)
부식환경차단
수치환작용 및 부식
성물질의 불활성화
작용
4. 맺음말
89.
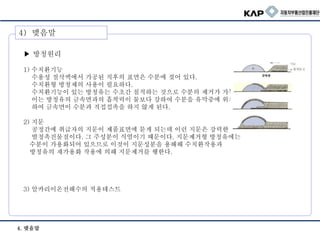
▶ 방청원리
1) 수치환기능
수용성절삭액에서 가공된 직후의 표면은 수분에 젖어 있다.
수치환형 방청제의 사용이 필요하다.
수치환기능이 있는 방청유는 수초간 침적하는 것으로 수분의 제거가 가능하다.
이는 방청유의 금속면과의 흡착력이 물보다 강하여 수분을 유막중에 위치하게
하여 금속면이 수분과 직접접촉을 하지 않게 된다.
2) 지문
공정간에 취급자의 지문이 제품표면에 묻게 되는데 이런 지문은 강력한
발청촉진물질이다. 그 주성분이 식염이기 때문이다. 지문제거형 방청유에는
수분이 가용화되어 있으므로 이것이 지문성분을 용해해 수치환작용과
방청유의 재가용화 작용에 의해 지문제거를 행한다.
3) 알카리이온전해수의 적용테스트
4) 맺음말
4. 맺음말
90.
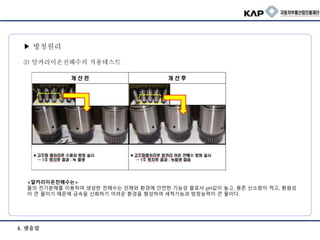
▶ 방청원리
3) 알카리이온전해수의적용테스트
<알카리이온전해수는>
물의 전기분해를 이용하여 생성한 전해수는 인체와 환경에 안전한 기능성 물로서 pH값이 높고, 용존 산소량이 적고, 환원성
이 큰 물이기 때문에 금속을 산화하기 어려운 환경을 형성하여 세척기능과 방청능력이 큰 물이다.
4. 맺음말
91.
4. 맺음말
맺 음말
2) 고주파열처리 공정
- 설비의 업그레이드를 통한 열에너지 저감화 노력(반도체 타입 고주파설비)
- 코일제작기술의 업그레이드 (CNC를 통한 코일제작)
- 폐유/폐수 발생 저감을 위한 노력
- 디지털 Big Data를 활용한 품질관리 정착(ERP – Motoring System - SPC전산화관리)
- 선진기술의 습득 및 업계간 교류
3) Al열처리 공정
- 자동차부품 처리에 적합한 설비의 소형화 검토
- 전문지식을 갖춘 생산인원과 품질인원의 육성
- 열처리조건 확립을 위한 수많은 Trial 필요
- 디지털 Big Data를 활용한 품질관리 정착(ERP – Motoring System - SPC전산화관리)
- 선진기술의 습득 및 업계간 교류
92.
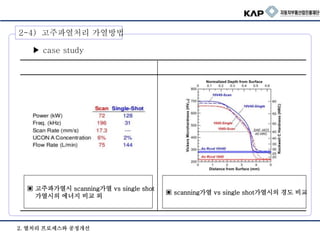
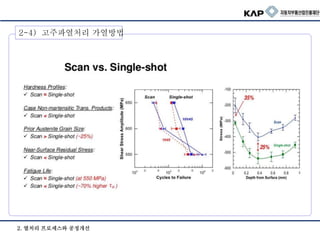
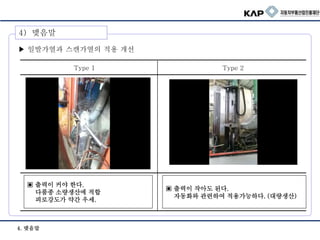
4) 맺음말
▶ 일발가열과스캔가열의 적용 개선
▣ 출력이 작아도 된다.
자동화와 관련하여 적용가능하다. (대량생산)
▣ 출력이 커야 한다.
다품종 소량생산에 적합
피로강도가 약간 우세.
Type 1 Type 2
4. 맺음말
93.
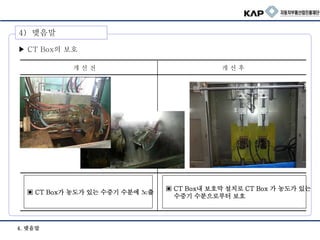
4) 맺음말
▶ CTBox의 보호
▣ CT Box내 보호막 설치로 CT Box 가 농도가 있는
수증기 수분으로부터 보호
▣ CT Box가 농도가 있는 수증기 수분에 노출
개 선 전 개 선 후
4. 맺음말


![2. 열처리 프로세스와 공정개선
4.2 침탄로 가스반응 (확산반응)
CO gas와 H2 gas를 함유한 분위기에서,
[C]의 전달은 CO의 흡수반응과 산소(O)의 분리반응에 의해 이루어진다.
CO ↔ C + O (7)
O + H2 ↔ H2O (8)
위의 두식은 또다른 water gas reaction을 만들어 카본의 전달이 이루어진다.
CO + H2 ↔ [C ] + H2O (9)
9번식은 산소의 전달과 연관되어 있기도 하여 Si, Cr, Mg과 결합하여 입내 또는 입계산화를 일으키기
도 한다.
1) 침탄열처리 프로세스](https://image.slidesharecdn.com/16-160518004131/85/16-4-6-7-30-320.jpg)








![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)

![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831084711-thumbnail.jpg?width=640&height=640&fit=bounds)









![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831041351-thumbnail.jpg?width=640&height=640&fit=bounds)























































