▣ 능률적인 기계가공
1) 도면이 지시한대로 정확한 부품을 제작하는 것이 중요
2) 최대한 빠르고 효율이 좋은 가공
3) 가공 초보자보다 가공의 베테랑이 훨씬 가공이 빠르다 .
그러나 , 실제로 공작 기계가 움직이는 시간은 가공 속도에 제
한이
있으므로 초보자와 베테랑의 차이는 거의 없다 .
4) 능률적인 가공을 위해서는 “공구를 교체 할 때의 손재주”와
“ 적절한 가공순서 결정”이 중요
5) 어떤 경우에도 가공 작업을 서둘러서는 안 된다 .
1. 기계가공 요점
4.
▶ 기계 가공은기계 도면을 보는 것으로 부터 진행
▶ 기계 도면은 설계자로부터 가공담당자 에게 전달되는 정보 수단
▶ 기계 가공을 시작하기 전에 기계 도면을 정확하게 읽을 수 있는 지식
필요
( 1 ) 組立圖와 部品
圖
▣ 機械 圖面 읽기
▶ 기계 도면에는 조립도와 부품도가 있다 .
▶ 조립 도면에는
- 각각의 부품이 어떻게 조립되는 지가 도형으로 표현되어 있으며 , 또
한
각 부품의 재질과 수량이 표기
- 다른 기계나 구조물과 연결에 필요한 나사와 홀 (HOLE) 위치 및 기계
전체 치수 등이 기입
▶ 부품 도면에는
- 부품을 가공할 때 사용하는 가장 중요한 도면
- 부품의 재질 , 형상 , 치수 , 가공방법 등 부품 제작에 필요한 모든 정
보가 포함
5.
( 2 )加工精度와 치수公差
▶ 기계 가공으로 도면에 표시된 치수 와 동일한 ( 기준 ) 치수로 마무리 할
수 없다 .
▶ 부품의 길이에 대응해 실제 치수의 허용 된 최대 값과 최소값이 정해져
있다 .
- 치수 공차는 최대 값과 최소값의 차이
▶ 도면에 특별한 표시가 없는 경우 일반적으로 “기준 치수”를 중심으로
“+ 측” ( 크게 만드는 쪽 ) 과 “ - 측” ( 작게 만드는 쪽 ) 에 똑같은 치수 공
차가
있다 . 이것을 보통 공차라 한다
▣ 機械 加工은 정성스럽게
▶ 기계 가공은 귀찮은 일을 게을리 하지 않는 것이 중요하다 .
- 소재를 자르거나 깎거나 한 후에는 BURR 를 없애야 한다 .
- BURR 는 소재를 자르거나 깎거나 할 때 소재의 모서리에 발생한다 .
- 눈으로 판단 할 수 있는 큰 BURR 도 있지만 , 만져 보지 않으면 모
르는
작은 BURR 도 있다 .
▶ 정성껏 BURR 를 제거하는 것은 , 정밀 기계 부품을 만드는 기본이다 .
6.
▣ 폭 넓은지식을 익히기
▶ 통상 기계 가공 현장에서 모든 작업을 한 사람이 진행시켜 나가는 것
은
거의 없다 .
▶ 하나 하나의 공정이 여러 사람의 가공 담당자에 의해 진행되어 ,
1 개의 부품이 완성 된다 .
▶ 이러한 일련의 작업을 원활히 진행하기 위해서는 폭 넓은 지식을 몸에
익혀두고 , 전체의 흐름을 아는 것이 매우 중요하다 .
7.
2. 工程設計
• 공정설계는 부품의 가공순서 , 가공방법 등을 설정
하는 것• 공정 설계는 “가공공정의 설정”과“가공작업의
설정”으로 대별된다 .
• 가공공정 설정
(1) 공정수 및 공정순서 설정
(2) 각 공정에서 가공되는 가공형상 특징 할당
(3) 각 공정에서 사용하는 공작기계 지정
(4) 각 공정에 걸쳐있는 CLAMP 위치 및
CLAMP 방법
8.
• 가공작업의 설정
(1)가공형상 특징을 가공하기 위한 가공작업의
종류
및 그의 가공순서 설정
(2) 각 가공작업에서 사용하는 절삭공구 , 절삭조
건 ,
공구동작 , 절삭 깊이 등을 설정
(3) 공정내의 가공작업 순서를 설정
• 기업에서는 주로 다음 목적으로 공정설계를 행한
다
(1) 가공 COST 산출
(2) 가공작업 지시
(3) 공구 , 치구 등 수배
• 가공작업의 설정은 가공기술 DATA BASE 를 준비
하여
자동화가 쉽도록 한다
9.
업무 순서
① 製品圖의각 치수공차를 보고 加工法을 선정
치
수
공
차
대조
선삭으로 가능? ±0.2μ
연삭으로 가능? ±0.2μ
밀링으로 가능? ±0.2μ
해
당
하
는
공
작
기
계
加工方法이 결정
使用하는 M/C 이 결정
과거의 경
험
10.
② 加工순서를 決定
2-1加工精度에 의한 순서 결정
조도를 고려한 가공 공정 수
절삭 량을 고려한 가공 공정 수
표면처리는 절삭 가공 후
교정은 표면처리 후
2-2 加工基準에 의해 工程 순서를 검토
前工程의 加工에 의해 다음공정 가공 시에 가공 기준면을
얻을 수 있는지 ? 혹은 척킹이 가능한 지를 CHECK
工作機械 CHUCK 等을 알고 있을必要 有
2-3 加工工程 결정
第1工程 A
第2工程 B
第3工程 C
…
…과거경험
第1工程 A
第2工程 B
第3工程 C
…
11.
1回에 가능 or불가
능
③ 各工程 詳細検討
加工조건 ‘加工사이클 , 精度 , TOOLING’ 등을 검토
素材(치수) 素材의 固定方法을
결정( CHUCK 法)
加工치
수
가공 여유
절삭 조건
공구 종류
2回 가
공
切削 이송
량
主軸 회전
수
공구 NOSE ‘R’
이송
속도
이론 조도 R y
제품 조도
비교
( 소재치수-가공치수)=가공
여유
Ry =
8R
f
2
× 10
3
※ TOOLING : 공구의 가공 ‘경로’
工具 R
Ry
f 이송
12.
加工사이클 타
임
目標 사이클타임 ( 加工時間 + 搬送時間 )
比較
> OK
< NG
加工時間 = 正味加工時間 + 급 이송時間 + α( 信號 交換 )
実際로 加工하고
있는 時間
工具가 빠르게 이송
移動時間
搬送時間 = 로보트가 정위치에서 素材를 잡고 이
동하여
LOADING 후 정위치로 돌아간
시간
13.
0.3Z
6.3Z
6.3Z
0.8Z
1.6Z
Φ16h7
Φ18h7
Φ16h7
M6 깊이 14이상
169±0.1
Φ14.5h7
INVOLUTE SPLINE
高周波 열처리
HRC58 이상
材質 S55C製品도면
( 例 )
① 加工法 選定・・・선삭 , 연삭 , SPLINE 전조 , TAP 홀 가공 , 열
처리
② 加工 순서 : 선삭 → TAP →SPLINE → 열처리 → 교정 → 연삭
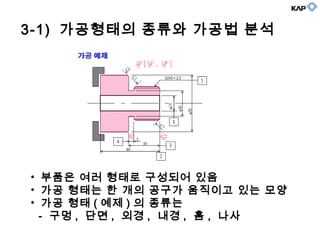
가공형태 요구정도
가공법 및사용공구
공구수황삭가공
Roughi ng
중간정삭 가공
Semi
Fini shi ng
최종정삭 가공
Fini shing
1 구명
φ 15± 0.2
Ra25 드릴φ 15 1
2 단면
60± 0.3
Ra3.2
외경・단면용
바이트
외경・단면용
바이트 1
3 외경단
30± 0.2
Ra1.6
외경・단면용
바이트
외경・단면용
바이트
외경・단면용
바이트 1
4 홈
5± 0.1
36± 0.3
Ra25
외경 홈가공
바이트
외경 홈가공
바이트 1
5 나사
M40× 2 외경 나사가공
바이트
외경 나사가공
바이트 1
表1 가공법 및 사용공구
40.
3-2) 가공작업의 優先性
加工의優先性에 대해 검토해야 한다 .
各 OPERATION 은 技術的 또는 經濟的 拘束
條件을
기반으로 優先順序 関係에 따라 順序를 決定하
지
않으면 안 된다 .
41.
・기준면을 포함한 치수값에 의한 우선성
F2 B
F1
24
+1
0
20±0.3
B F1
F2
面 F1 은,소재상태인 面 B 에 대한 치수로,面 F2 가공 전에 面 F1 을 가공하는 것
이 논리적
① 面 F2 를 먼저 가공하면 , 面 F1 를 가공할 때,同時에 2 개의 치수를 실현시키
지 않으면
안 된다 . 이것은 매우 힘든 일이다 .
42.
・기하공차에 기인하는 우선성
A
⊥0.01 A
①
②
φ
① ②
단면①은 DATUM 面(基準面)으로,원통면② 보다 가공순서가 우선된
다 . 반드시 기준이 되는 면을 먼저 가공한다 .
43.
・기술적인 우선성
▶ 단면황삭 가공에 대한 구멍가공의 우선성
이송방향
회전
회전중심
中心軸 부근에서는 절삭속도가 ‘ 0’ 에 가깝기 때문에,공구가 절손되기 쉽다 .
그렇기 때문에 中心軸 부근에서의 단면가공을 피해야 한다 .
44.
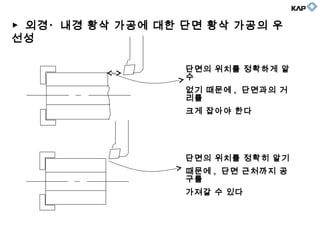
▶ 외경・내경 황삭가공에 대한 단면 황삭 가공의 우
선성
단면의 위치를 정확하게 알
수
없기 때문에 , 단면과의 거
리를
크게 잡아야 한다
단면의 위치를 정확히 알기
때문에 , 단면 근처까지 공
구를
가져갈 수 있다
45.
▶ 나사 절삭가공에대한 홈 가공의 우선성
δ1δ2
가속구간 δ1
감속구간 δ2
나사 절삭 동작의 전단부와 후단부는 SERVO 系의 지연으로 나사 LEAD 의 不正
確한
部分이 생긴다 . 나사 절삭 동작의 후단부를 그루브 일부분 까지 하면 나사부는
완전한 나사를 얻을 수 있다
이송 동작이 안정된 부분을 이용해서 나사 절삭 작업을 하기 위해서는 , 最小限
필요한 보조주행 구간 δ1, δ2 가 필요하다 . δ2 가 그루브의 부분에 해당한다 .
46.
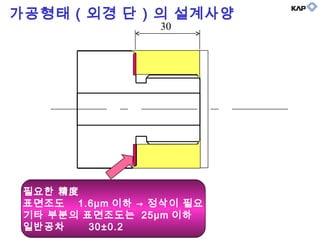
▶ 외경 단정삭 및 단면 정삭에 대한 면취의 우선성
중요면
BURR
중요한 면을 나중에 가공하면 , 가공에 의한 「 BURR 」는 무해한
면취 가공에서 제거된다
47.
・경제적인 우선성
▶ 외경・내경황삭 가공에 대한 단면 황삭 가공의 우
선성
▶ 단면 황삭 가공에 대한 구멍 가공의 우선성
- 단면의 흔들림을 없애 주므로 외경・내경 가공 시에 단면 근처까
지
공구를 가져갈 수 있어서 AIR CUT 량을 감소시켜 , 생산성이
향상된다
- 중심축 부근에서는 절삭속도가 ‘ 0” 근처이므로 , 공구 절손이
쉽다 .
구멍 가공을 먼저 하므로 공구 보호가 가능하다 .
- 외경 황삭 가공・중간 정삭 가공을 미리 하면,단면 정삭 가
공 시
절삭면적을 감소 시켜주므로 생산성이 향상된다 .
▶ 단면 정삭 가공에 대한 외경 황삭 가공 , 중간 정삭 가
공의
우선성













































![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)


































































![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831084711-thumbnail.jpg?width=640&height=640&fit=bounds)






![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831041351-thumbnail.jpg?width=640&height=640&fit=bounds)





