복합 공정 관리항목
Ⅰ. IONIZER 관리
Ⅱ. 나사(볼트) 개요
Ⅲ. Smart한 SMT 소개
- Bonding 적용 SMT
- Advanced Process Control
전문위원 김성은
2.
2
Ⅰ. IONIZER 관리
Ⅱ.나사(볼트) 개요
Ⅲ. Smart한 SMT 소개
- Bonding 적용 SMT
- Advanced Process Control
3.
정전기로 인한 장애
3
1)인체에 적체 되여 있던 정전기가 순간적으로 흐르면서 발생하는
쇼크에 의해 피부의 비타민이 파괴 되어 피부염증을 발생시킨다.
의학계에서는 정전기가 피부의 가려움증을 심화시키고 혈액 중의
산이나 알칼리의 농도를 높여 당뇨병, 심장병 환자에게 좋지
않은 영향을 준다는 의견을 내놓기도 한다.
2) 회로가 내장된 부품 혹은 기기를 만질 때 순간적으로 흐르면서 정밀 전자 회로내의
반도체를 파괴 시킨다 (사람이 피부로 느끼는 정전기는 3,000볼트 정도이나, 반도체와
같이 민감한 전기 제품은 10볼트의 정전기에 의해서도 파괴될 수 있다)
3) 도장현장에서 도색페인트에 포함된 석유류의 휘발성물질이 정전기에 의해서 폭발사고
로 이어진다(자동차 도색 라인에서 여러 차례 사고발생)
4) 종이와 필름 공정, 섬유와 플라스틱 공정 산업에서 예기치 않은 정전기의 충전과 충전된
먼지 입자는 생산의 부정확성과 품질 저하 및 화재를 야기 할 수있다.
정전기 제거장치의 설치가 절대적으로 필요함!!!!
Ⅰ. IONIZER 관리
4.
4
1) 제전복 착용
2)제전화 착용
3) 제전 장갑 착용
4) 어스링 착용
5) 제전 매트 설치
6) 제전발 설치
7) 설비 접지
8) 적절한 습도 관리
9) Ionizer 설치 등
정전기를 제거하는 조치들
Ⅰ. IONIZER 관리
5.
5
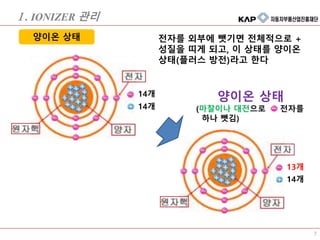
모든 원자는 핵의양성자(+)갯수와 그 주변을 돌고 있는 전자(-)의
갯수가 동일하기 때문에 겉으로 보는 전기적인 특성은 중성상태이다
이때, 강제적인 외부 힘이나, 마찰, 대전 등에 따라 전자가 이동되어
이온 상태로 변한다
규소 예
원자 구조
통상 모든 물질은, 양자
의 수와 전자의 수는 동
일한 상태이다
(정전기가 없는 상태)
Ⅰ. IONIZER 관리
6.
음이온 상태
(마찰이나 대전으로전자를
하나 얻음)
6
14개
14개
14개
15개
음이온 상태 전자를 외부에서 받으면 전체적으로 -
성질을 띠게 되고, 이 상태를 음이온
상태(마이너스 방전)라고 한다
Ⅰ. IONIZER 관리
8
Ionizer 라는 것은앞에서와 같이 음이온 또는 양이온을
강제로 만들어 주어 전자가 어느 한쪽으로 치우친 것
(정전기가 발생 된 것)을 양이온 또는 음이온 공기를
분사시켜 중성상태로 만들어 주는 장치나 장비를 말한다
AC 또는 DC의 고전압(5-20Kv)을 핀의 끝에 주면 핀 끝에 자기장이
생성되어 분자를 이오나이즈 시켜 전자를 방출
☞ 핀 끝의 전압이 양극일 경우, 양이온이 발생되고 음극일 경우
음이온이 발생
AC Ionization DC Ionization
현장을 고려하여 AC 또는 DC type을 선정 한다
Ⅰ. IONIZER 관리
9.
9
코로나 방전이란?
기체 속방전의 한 형태로, 한 쪽이나
양 쪽의 전극이 뾰족한 모양일 때 극 부분
의 전기장이 강해져 방전이 일어나는 현상
기체 중에서 두 전극간의 전압을 상승시켜 가면 어느
값에서 불꽃 방전이 발생하는데, 전극간의 전계가
평등하지 않으면 불꽃 방전 이전에 전극 표면상의
전계가 큰 부분에 발광 현상이 나타나고, 1~100㎂
정도의 전류가 흐른다
Ionizer도 코로나 현상을 이용한 장치이다
Ⅰ. IONIZER 관리
10.
10
자료 인용: 한국휴글 전자
Ionizer 원리
1) Ionizer 에 내장된 방전바늘에
고전압을걸어 ,플러스 이온과
마이너스 이온을 인공적으로
만들어 낸다
코로나 현상
발생부
2) 만들어진 플러스 이온과
마이너스 이온을 그대로 두면,
서로 끌려서 결합해 버린다
이때, 두개의 이온은 중화 되어
없어져 버린다
Ⅰ. IONIZER 관리
11.
11
인용: 한국 휴글전자
3) 발생된 두개의 이온이 가까운
거리에서 결합하기 전에 바람의
힘을 이용하여, 정전기를 없애고
싶은 대상물까지 보내준다
4) 만일 대상물이 플러스의 경우는
대상물이 플러스 정전기를
띠고 있으면, 마이너스 이온을
끌어 들일 수 있어 결합해 중화시키고
플러스 이온은 서로 반발해 날아간다
Ⅰ. IONIZER 관리
12.
12
인용: 한국 휴글전자
5) 만일 대상물이 마이너스의 경우는
대상물이 마이너스 정전기를
띠고 있으면, 플러스 이온을
끌어 들일 수 있어 결합해 중화시키고
마이너스 이온은 서로 반발해 날아간다
Ⅰ. IONIZER 관리
13.
전극침의 전면에 있는팬이 돌면서
이온을 대상물 까지 보냄
☞ 대량의 양이온과 음이온을 방출
함으로써 대전체 표면의 불균형
한 이온들을 덮어 버림
Ionizer는 주기적으로 핀 끝을 청결히 해 주어야 한다
핀이 역할을 안 하면 선풍기 일뿐이다!!!!
13
Ⅰ. IONIZER 관리
18
SMT 라인에서의 Ionizer설치는 많으면 많을수록 좋다는
생각은 낭비이다
실제 SMT 라인 구성 설비에서 정전기 발생의 원천은 Mounter이다.
따라서 Mounter 이후에 설치 하여야 하나, 풍량에 의하여 Solder가
영향을 받으므로 Reflow oven 이후에 설치가 가장 바람직하다
Printer SPI Mounter
Reflow oven
UnloaderLoader
① ② ③ ④ ⑤
Ionizer 설치 장소
Ⅰ. IONIZER 관리
20
주요 관리 FACTOR
1)제품 또는 공정 특성울 고려한 TYPE 결정
2) 효과를 볼 수 있는 설치 장소 선정
3) Ionization 영역을 고려한 설치 위치 준수
4) 주기적인 청결 상태 유지(방전침 세정)
5) Ion-Balance 와 Decay time의 정기점검
◎ 10sec 이내 ±1,000V → ±100V 이하로
◎ 발란스 ±50V이하
Ⅰ. IONIZER 관리
21.
21
Ⅰ. IONIZER 관리
Ⅱ.나사(볼트) 개요
Ⅲ. Smart한 SMT 소개
- Bonding 적용 SMT
- Advanced Process Control
22.
파손된 유형
Ⅱ. 나사(볼트)개요
22
파손시 1차 귀책은 나사(볼트)의 불량으로 판단하는 경향이 크나,
정확한 설계와 사용이 반영 되었는지 확인하여야 함
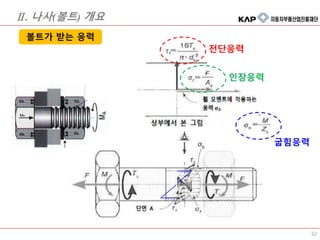
너트를 돌려서 볼트를죄면
볼트는 신장되고, 신장된
볼트는 원상으로 복귀하려고
하여 축력(軸力) 이 발생되며
이 축력으로 대상물체가 죄어
져 고정된다.
이 축력을 발생시키기 위해 가
한 토크는 대략 하여
볼트의 자리면의 마찰에 50%,
나사면의 마찰에서 40%
나머지 10% 는 리드각 (피치)
에서 소비된다
50 % 40 %
볼트의 체결력과 토크
축력이 중요한 체결 지표이다
26
Ⅱ. 나사(볼트) 개요
나사를 체결 할때의 체결 토크 T와 체결력 F의 관계는
나사가 항복점 이하 일 때 비례관계에 있고 아래와 같다
KdFT
)')'tan((
2
1 2
d
d
d
d
K
n
K
d
2d
nd
'
'
:토크 계수(일반적 0.15~0.2)
:나사의 호칭경
:나사의 유효경
:볼트 두부자리면
또는 너트자리면의 평균직경
:나사의 리드각
:나사산 접촉면의 환산마찰각
:나사산 접촉면의 마찰계수
:나사산 각도
:볼트두부자리면 또는 너트자리면과
피체결물과의 접촉면의 마찰계수
)2//(cos1tan
29
Ⅱ. 나사(볼트) 개요
30.
항복 조임 축력
(yieldclamping force)
조임에 의하여 볼트가 항복 되었을 때의 축력값
항복 조임 토크
(yield tightening torque)
조임에서 축력이 항복 조임축력에 도달하였을 때
의 조임 토크값
볼트의 신장과 조임 축력의 관계
30
항복점
파단점
Ⅱ. 나사(볼트) 개요
43
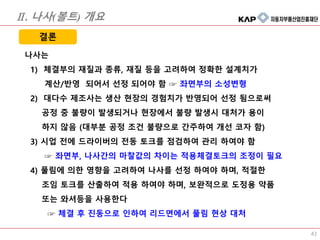
나사는
1) 체결부의 재질과종류, 재질 등을 고려하여 정확한 설계치가
계산/반영 되어서 선정 되어야 함 ☞ 좌면부의 소성변형
2) 대다수 제조사는 생산 현장의 경험치가 반영되어 선정 됨으로써
공정 중 불량이 발생되거나 현장에서 불량 발생시 대처가 용이
하지 않음 (대부분 공정 조건 불량으로 간주하여 개선 코자 함)
3) 시업 전에 드라이버의 전동 토크를 점검하여 관리 하여야 함
☞ 좌면부, 나사간의 마찰값의 차이는 적용체결토크의 조정이 필요
4) 풀림에 의한 영향을 고려하여 나사를 선정 하여야 하며, 적절한
조임 토크를 산출하여 적용 하여야 하며, 보완적으로 도정용 약품
또는 와셔등을 사용한다
☞ 체결 후 진동으로 인하여 리드면에서 풀림 현상 대처
결론
Ⅱ. 나사(볼트) 개요
44.
44
자료 인용: PanasonicFactory Solution Co.,ltd
Ⅰ. IONIZER 관리
Ⅱ. 나사(볼트) 개요
Ⅲ. Smart한 SMT 소개
- Bonding 적용 SMT
- Advanced Process Control
45.
1. 기존 Bonding적용 공법
<BONDING 사용 목적>
양면 모두 표면 실장을 위해, 2차 리플로우 시에 솔더의 재용융으로 인해 부품
(주로 대형 부품)의 낙하 방지의 용도로 사용 하거나, 플로우에서 칩 부품이
낙하되지 않기 위해,임시 고정 접합용도에 사용
1) 대표적인 SMT의 생산현장에서 사용되고있는 사례
Ⅲ. Smart한 SMT 소개 - 1)Bonding 적용 SMT
45
46.
2) 대표적인 FLOW의 생산현장에서 사용되고있는 사례
BOND가 납땜 용융점보다 낮은 온도에서 먼저 경화 되어, 고착된뒤
REFLOW爐 내에서 SOLDER가 용융되면서 부품이 자리잡는 것이 불
가하여, 냉땜, VOID의 발생 원인이 되고 있음
(별도의 본딩기와 경화 오븐이 있어야 함)
Ⅲ. Smart한 SMT 소개 - 1)Bonding 적용 SMT
기존 공법의 문제점
46
47.
Patent No.2682366, 3146888
Methodpatent No. 2639293, 3147116
USP 5447267, 5741597
납땜이 용융되는 온도보다 상대적으로 고온에서 경화되는 본드 적용
☞ 일명 ‘셀프얼라이먼트 접착제’를 사용하여, SOLDER 문제 해결
(일본 “T자동차 협력사”)
2. 신 Bonding 적용 공법
Ⅲ. Smart한 SMT 소개 - 1)Bonding 적용 SMT
47
48.
Top View SideView
Conventional Adhesive
Ⅲ. Smart한 SMT 소개 - 1)Bonding 적용 SMT
동영상
출처: Panasonic Factory Solution Co.,ltd
48
49.
Top View SideView
Self-alignment Adhesive
Ⅲ. Smart한 SMT 소개 - 1)Bonding 적용 SMT
동영상
출처: Panasonic Factory Solution Co.,ltd
49
50.
Ⅲ. Smart한 SMT소개 - 1)Bonding 적용 SMT
Solder의 융점을 고려하여 경화되도록 접착제를 자동차 협력사와 개발함
출처: Panasonic Factory Solution Co.,ltd
50
51.
1) SOLDER 용융과동시에 부품이 자리를 잡은 후, 본드가 경화
되어 2차 불량 발생이 적음
2) SOLDER시 부품이 들뜨기 쉬운 Connector류와 SOP, QFP
등의 고정 작업이 용이
3) 기존의 Chip mounter의 shaft에 본딩 카트리지를 장착하여
활용 하므로 별도의 본딩기가 불필요함
4) REFLOW의 온도로 경화 시키므로 별도의 Curing기가 불필요
(PFSC가 개발한 접착제로 일본 미국내에서 활용중임)
Ⅲ. Smart한 SMT 소개 - 1)Bonding 적용 SMT
3. 신 Bonding 적용 장점
Patent No.2682366, 3146888
Method patent No. 2639293, 3147116
USP 5447267, 5741597
51
52.
Ⅲ. Smart한 SMT소개 - 1)Bonding 적용 SMT
4. 기타 본딩 공정 적용 사례
경화 타이밍 제어에 의해
REFLOW내에서의 BGA보강이
가능토록 함
(REFLOW와 CURING이 동시에 됨)
52
53.
종래의 언더필 코너접착(인라인공법)
Ⅲ.Smart한 SMT 소개 - 1)Bonding 적용 SMT
[ BGA/CSP용 코너 접착제 사용예 ]
코너접착을 함으로써 접합 신뢰도를 올리고, Rewok가 용이하며,
Solder 플래쉬 발생을 없앰
53
0402 Chip의
최소부품간 피치0.15mm
일부 타사 스마트폰
에서는더욱 미세화된
0.12mm 적용중
0402칩 실장 사례
출처;Semiconsult
Ⅲ. Smart한 SMT 소개 - 2)Advanced Process Control
61
62.
Ⅲ. Smart한 SMT소개 - 2)Advanced Process Control
APC(Advanced Process Control) Function 개요
Feed Back SPI에서 인쇄기로 인쇄 위치 보정
Feed Forward SPI에서 마운터로 틀어진 솔더 위치 감안 실장 위치 보정
M, Feed Back M AOI에서 마운터로 마운터 위치가 틀어졌을때 실장위치보정
자료 인용: Panasonic Factory Solution Co.ltd
초소형화
인쇄/마운터
품질완성도
필요
신뢰도/정밀도
있는 실장
device 필요
SMART한
SMT 구연필요
실장후 품질 산포를 데이타화 분석
62
63.
Ⅲ. Smart한 SMT소개 - 2)Advanced Process Control
APC(Advanced Process Control) Function
인쇄 위치 틀어짐 정보를 SPI로부터 취득 하여,
인쇄기에 Feed Back하여 인쇄를 보정함
1) APC FB
초기 셋팅된 좌표가 아닌, 수정된 좌료로 인쇄하여,
실제 패드위에 도포함 출처: Panasonic Factory Solution Co.,ltd
기존에는
사람이 조치함
(에러발생/시간소요)
63
64.
Ⅲ. Smart한 SMT소개 - 2)Advanced Process Control
APC(Advanced Process Control) Function
2) APC FF 인쇄 위치 틀어짐 정보를 SPI로부터 취득 하여,
마운터에 Feed Foward하여 실장 위치를 납이 도포된
위치로 보정함
거버데이터상의 좌표가 아닌 실제 도포된 솔더위에 실장
출처: Panasonic Factory Solution Co.,ltd
기존에는
사람이 조치함
(에러발생/시간소요)
64
65.
Ⅲ. Smart한 SMT소개 - 2)Advanced Process Control
3) APC MFB
APC(Advanced Process Control) Function
Reflow전에 AOI에서 검사한 정보를 앞단의 마운터에
정보를 Feed back 하여 흡착 · 실장 위치 자동 보정 지시
및 그 밖의 생산 조건, 결과를 축적하여 추적성을 올림
출처: Panasonic Factory Solution Co.,ltd
기존에는 사람이
조치함
65
66.
캐리어FPC
◆ 케리어 탑재/FPC 맞춤
◆ 케리어 탑재/
개별 FPC 맞춤
・FPC의 수축 팽창변화
・기판마다의 맞춤 오차
・기판 로트별 공차
솔더 인쇄 틀어짐
Ⅲ. Smart한 SMT 소개 - 2)Advanced Process Control
FPC 기판에서의 실장
66
67.
틀어진 솔더 위치에,정확한
좌표로 부품을 실장 할 경우
기판의 Lot 불균일이나,
마스크 문제로 인쇄 위치
틀어짐 발생
리플로우 후, 미소 부
품의 들뜸/섬 불량이
발생
부품 들뜸
(모로 섬)
브릿지
리플로우 후 품질 불량 발생
틀어진 솔더 위치의 정보를 SPI 로
부터 취득하여, 부품 실장 시, 최적
실장위치 반영 실장하여, 리플로우
시 Self Alignment.
APC
기능Off
APC
기능On
Ⅲ. Smart한 SMT 소개 - 2)Advanced Process Control
APC System 실제 사례
67
68.
Printing Placement Reflow
Shift된솔더위치에 Chip을 실장 했을 때 나타나는 현상
For ①1
2
3
4
FPC position concern on carrier
For ④
Chip shifted
FPC on carrier board by manual setting
APC Parameter setting function
A
B
C
D
E
F
G
H
I
Printing Placement Reflow
Chip부품은 Pad와, Shift된 솔더 사이의 가장 적합한 위치에 실장 되어야 한다
APC system은 단순히 Shift된 솔더 위치에 실장 하는
것이 아니라, 최적 실장 위치를 설정하여 실장 하는것
Ⅲ. Smart한 SMT 소개 - 2)Advanced Process Control
Carrier Jig에 틀어진 상태로 개별 Array된 FPC 대응
68
69.
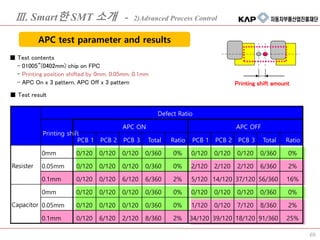
■ Test contents
-01005”(0402mm) chip on FPC
- Printing position shifted by 0mm, 0.05mm, 0.1mm
- APC On x 3 pattern, APC Off x 3 pattern
■ Test result
Printing shift amount
PCB 1 PCB 2 PCB 3 Total Ratio PCB 1 PCB 2 PCB 3 Total Ratio
0mm 0/120 0/120 0/120 0/360 0% 0/120 0/120 0/120 0/360 0%
0.05mm 0/120 0/120 0/120 0/360 0% 2/120 2/120 2/120 6/360 2%
0.1mm 0/120 0/120 6/120 6/360 2% 5/120 14/120 37/120 56/360 16%
0mm 0/120 0/120 0/120 0/360 0% 0/120 0/120 0/120 0/360 0%
0.05mm 0/120 0/120 0/120 0/360 0% 1/120 0/120 7/120 8/360 2%
0.1mm 0/120 6/120 2/120 8/360 2% 34/120 39/120 18/120 91/360 25%
Defect Ratio
APC OFF
Resister
Capacitor
Printing shift
APC ON
Ⅲ. Smart한 SMT 소개 - 2)Advanced Process Control
APC test parameter and results
69
70.
Ⅲ. Smart한 SMT소개 - 2)Advanced Process Control
① 솔더 위치 기준 장착에 의해 산화 면적을 최소화, 환원 가스를 억제함
② 활성력이 높아져, 셀프 얼라이먼트 효과에 의해 접속 형상을 좋게 함
APC 적용시 효과
70
71.
Koh-Young CKDPARMI DJTECTRI
SPI
Ⅲ. Smart한 SMT 소개 - 2)Advanced Process Control
기존의 3D SPI와도 호환 가능함
71
72.
동영상 (APC 미가동시)
Ⅲ.Smart한 SMT 소개 - 2)Advanced Process Control
0603 CHIP CPU CHIP
72
73.
동영상 (APC 가동시)
Ⅲ.Smart한 SMT 소개 - 2)Advanced Process Control
0603 CHIP CPU CHIP
73
74.
동영상 (APC 가동시)
Ⅲ.Smart한 SMT 소개 - 2)Advanced Process Control
콘넥터 Y 방향 콘넥터 경사방향
74

















































![종래의 언더필 코너접착(인라인공법)
Ⅲ. Smart한 SMT 소개 - 1)Bonding 적용 SMT
[ BGA/CSP용 코너 접착제 사용예 ]
코너접착을 함으로써 접합 신뢰도를 올리고, Rewok가 용이하며,
Solder 플래쉬 발생을 없앰
53](https://image.slidesharecdn.com/5-1-161018012222/85/5-1-2-53-320.jpg)








































![]2021-ASME-Boiler Pressure Vessel C-Final.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/2021-asme-bpvc-final-240318155138-3fd8763e-thumbnail.jpg?width=640&height=640&fit=bounds)













![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)

![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831084711-thumbnail.jpg?width=640&height=640&fit=bounds)































![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831041351-thumbnail.jpg?width=640&height=640&fit=bounds)










