’16 년 프레스업종기술세미나
자동차부품산업진흥재단
전문위원 장 치 수
2016 년 05 월 10 ~ 12 일
자동차부품산업진흥재단
2.
품질확보를 위한 기술적요소 및 대책
세미나 발표 주제
프레스 공장 품질 관리
SQ 업종 추가와 관
련
1 주제
2 주제
시간배정 : 1 주제 80 분 , 2 주제 40 분 정도 탄력 활
용
3.
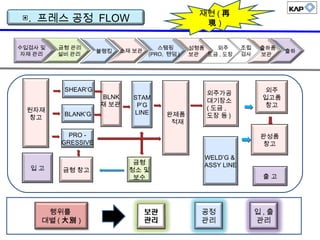
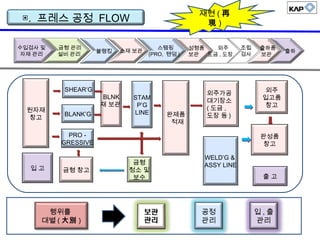
▣. 프레스 공정FLOW
▣. 들어가기 전에 ,,,,
▣. 품질 보증의 key-word
▣. 관리 기본 개념
▣. 단계 별 관리 방법
프레스 공장 품질 관리
SQ 업종 추가와 관
련
1 주제
4.
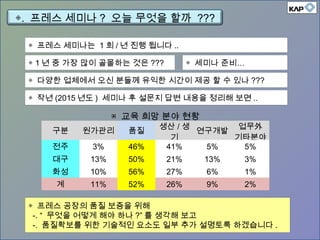
▣ 교육 희망분야 현황
구분 원가관리 품질
생산 / 생
기
연구개발
업무外
기타분야
전주 3% 46% 41% 5% 5%
대구 13% 50% 21% 13% 3%
화성 10% 56% 27% 6% 1%
계 11% 52% 26% 9% 2%
◈. 프레스 세미나 ? 오늘 무엇을 할까 ???
◈ 프레스 세미나는 1 회 / 년 진행 됩니다 ..
◈ 1 년 중 가장 많이 골몰하는 것은 ??? ◈ 세미나 준비…
◈ 다양한 업체에서 오신 분들께 유익한 시간이 제공 할 수 있나 ???
◈ 작년 (2015 년도 ) 세미나 후 설문지 답변 내용을 정리해 보면 ..
◈ 프레스 공장의 품질 보증을 위해
-. “ 무엇을 어떻게 해야 하나 ?” 를 생각해 보고
-. 품질확보를 위한 기술적인 요소도 일부 추가 설명토록 하겠습니다 .
5.
◈. 제조 공장품질 확보 방안
◈ 2,3 차 협력사의 경우 SQ 인증 제도가 있고 , 프레스 업종도 추가 되었
음 .
프레스 업종의 SQ 평가서 내용을 보면 ,,,,
6.
◈ SQ 평가서내용을 살펴보면 , 품질 보증을 위해 관리 되어야 할
항목들의 평가 기준을 상세하고 명확하게 구성 되어 있습니다 .
◈ 프레스 전문위원으로 주로 프레스 업종의 2,3 차 협력사를 방문 지도
하면서 느낀 것은 평가 항목을 이해 , 준비 하는데 어려워 하는 것을
보았습니다 .
◈ 그래서 오늘은 새롭게 추가된 프레스 업종의 SQ 인증 준비에 도움이
될 수 있도록 하기 위해서 조금 다른 시각으로 들여다 보고 ,
실제의 예를 살펴 보는 방법으로 준비를 했으니 , 경청 하시어
좀 더 쉽게 품질 보증 관리에 접근 하는데 보탬이 되는 시간이 되시길
바랍니다 .
◈. 제조 공장 품질 확보 방안
7.
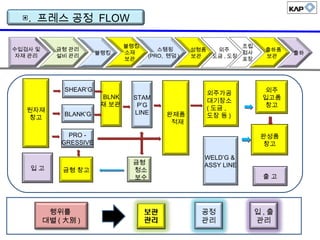
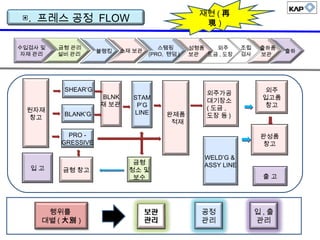
▣. 프레스 공정FLOW
수입검사 및
자재 관리
금형 관리
설비 관리
블랭킹
블랭킹
소재
보관
조립
검사
포장
스탬핑
(PRO, 텐덤 )
성형품
보관
외주
도금 , 도장
출하품
보관
출하
원자재
창고
입 고
SHEAR’G
BLANK’G
PRO -
GRESSIVE
BLNK
재 보관
STAM
P’G
LINE 완제품
적재
WELD’G &
ASSY LINE
금형 창고
외주
입고품
창고
완성품
창고
외주가공
대기장소
( 도금 ,
도장 등 )
출 고
금형
청소
보수
행위를
대별 ( 大別 )
공정
관리
입 , 출
관리
8.
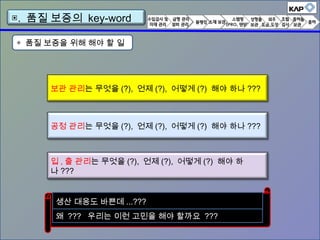
◈ 품질 보증을위해 해야 할 일
▣. 품질 보증의 key-word
보관 관리는 무엇을 (?), 언제 (?), 어떻게 (?) 해야 하나 ???
공정 관리는 무엇을 (?), 언제 (?), 어떻게 (?) 해야 하나 ???
입 , 출 관리는 무엇을 (?), 언제 (?), 어떻게 (?) 해야 하
나 ???
잘 하는 회사도 있지만 ,,, 일반적인 수준에 맞춰서 진행 ,,,
생산 대응도 바쁜데 ...???
왜 ??? 우리는 이런 고민을 해야 할까요 ???
9.
▣. 품질 관리시스템의 필요성
부품 교체 필요 !!!
상식적으로 생각해
봅시다 !!!
자동차 필
드 크레임
발생
출하 차량 전부 ??
언제부터 언제까지 출하 차
량 ???
결정 방법은 ???
10.
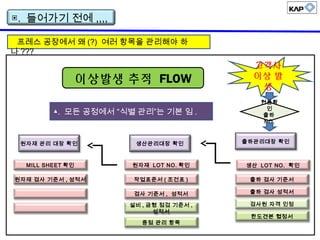
현품확
인
출하
NO.
출하관리대장 확인
생산 LOTNO. 확인
출하 검사 기준서
검사원 자격 인정
출하 검사 성적서
한도견본 협정서
생산관리대장 확인
원자재 LOT NO. 확인
작업표준서 ( 조건표 )
검사 기준서 , 성적서
설비 , 금형 점검 기준서 ,
성적서
중점 관리 항목
원자재 관리 대장 확인
MILL SHEET 확인
원자재 검사 기준서 , 성적서
이상발생 추적 FLOW
고객사
이상 발
생
프레스 공장에서 왜 (?) 여러 항목을 관리해야 하
나 ???
▣. 들어가기 전에 ,,,,
▲. 모든 공정에서 “식별 관리”는 기본 임 .
11.
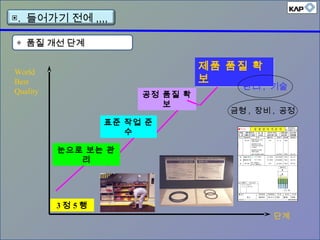
3 정 5행
눈으로 보는 관
리
표준 작업 준
수
공정 품질 확
보
단계
World
Best
Quality
제품 품질 확
보
제품 품질 확
보
금형 , 장비 , 공정
관리 , 기술
◈ 품질 개선 단계품질 개선 단계
▣. 들어가기 전에 ,,,,
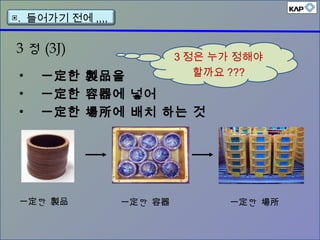
3 정 (3J)
•一定한 製品을
• 一定한 容器에 넣어
• 一定한 場所에 배치 하는 것
한一定 製品 한一定 容器 한一定 場所
▣. 들어가기 전에 ,,,,
3 정은 누가 정해야
할까요 ???
14.
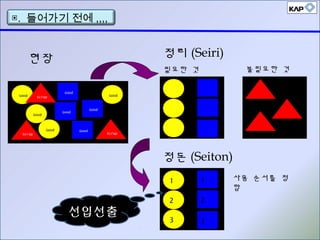
• 정리 (Seiri):
–필요한 것과 불필요한 것을 구분
• 정돈 (Seiton):
– 필요한 것을 쉽게 찾아 사용할 수 있는 상태로 하는 것
• 청소 (Seisoh):
– 작업장의 바닥 , 벽 , 설비 , 비품 등의 더러움이 없는 환경
을 조성
• 청결 (Seiketsu):
– 깨끗한 상태로 유지하는 것
• 자세 ( Shisei):
– 회사의 규율이나 , 규칙 , 작업방법 등을 정해진대로 준수하
5 행 (5S)
▣. 들어가기 전에 ,,,,
청소 (Seisoh) 청결(Seiketsu):
자세
( Shisei)
절차 / 지침 준수
지침서 정책 /
절차서
▣. 들어가기 전에 ,,,,
17.
▣. 프레스 공정FLOW
수입검사 및
자재 관리
금형 관리
설비 관리
블랭킹 소재 보관
조립
검사
스탬핑
(PRO, 텐덤 )
성형품
보관
외주
도금 , 도장
출하품
보관
출하
원자재
창고
입 고
SHEAR’G
BLANK’G
PRO -
GRESSIVE
BLNK
재 보관
STAM
P’G
LINE 완제품
적재
WELD’G &
ASSY LINE
금형 창고
외주
입고품
창고
완성품
창고
외주가공
대기장소
( 도금 ,
도장 등 )
출 고
금형
청소 및
보수
행위를
대별 ( 大別 )
공정
관리
입 , 출
관리
재현 ( 再
現 )
18.
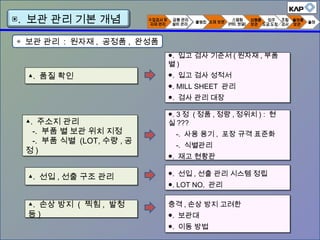
▣. 보관 관리기본 개념
▲. 품질 확인▲. 품질 확인
▲. 주소지 관리
-. 부품 별 보관 위치 지정
-. 부품 식별 (LOT, 수량 , 공
정 )
▲. 주소지 관리
-. 부품 별 보관 위치 지정
-. 부품 식별 (LOT, 수량 , 공
정 )
▲. 선입 , 선출 구조 관리▲. 선입 , 선출 구조 관리
▲. 손상 방지 ( 찍힘 , 발청
등 )
▲. 손상 방지 ( 찍힘 , 발청
등 )
●. 입고 검사 기준서 ( 원자재 , 부품
별 )
●. 입고 검사 성적서
●. MILL SHEET 관리
●. 검사 관리 대장
●. 입고 검사 기준서 ( 원자재 , 부품
별 )
●. 입고 검사 성적서
●. MILL SHEET 관리
●. 검사 관리 대장
●. 3 정 ( 정품 , 정량 , 정위치 ) : 현
실 ???
-. 사용 용기 , 포장 규격 표준화
-. 식별관리
●. 재고 현황판
●. 3 정 ( 정품 , 정량 , 정위치 ) : 현
실 ???
-. 사용 용기 , 포장 규격 표준화
-. 식별관리
●. 재고 현황판
●. 선입 , 선출 관리 시스템 정립
●. LOT NO. 관리
●. 선입 , 선출 관리 시스템 정립
●. LOT NO. 관리
충격 , 손상 방지 고려한
●. 보관대
●. 이동 방법
충격 , 손상 방지 고려한
●. 보관대
●. 이동 방법
◈ 보관 관리 : 원자재 , 공정품 , 완성품
19.
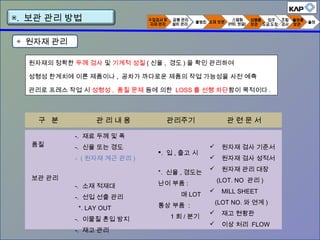
▣. 보관 관리방법
◈ 원자재 관리
원자재의 정확한 두께 검사 및 기계적 성질 ( 신율 , 경도 ) 을 확인 관리하여
성형성 한계치에 이른 제품이나 , 공차가 까다로운 제품의 작업 가능성을 사전 예측
관리로 프레스 작업 시 성형성 , 품질 문제 등에 의한 LOSS 를 선행 차단함이 목적이다 .
구 분 관 리 내 용 관리주기 관 련 문 서
품질
보관 관리
-. 재료 두께 및 폭
-. 신율 또는 경도
-. ( 원자재 계근 관리 )
-. 소재 적재대
-. 선입 선출 관리
*. LAY OUT
-. 이물질 혼입 방지
-. 재고 관리
. 입 , 출고 시
*. 신율 , 경도는
난이 부품 :
매 LOT
통상 부품 :
1 회 / 분기
원자재 검사 기준서
원자재 검사 성적서
원자재 관리 대장
(LOT. NO 관리 )
MILL SHEET
(LOT NO. 와 연계 )
재고 현황판
이상 처리 FLOW
20.
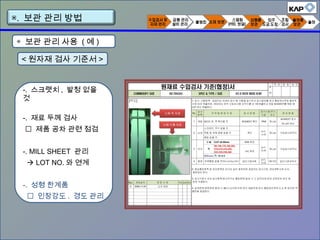
◈ 보관 관리사용 ( 예 )
< 원자재 검사 기준서 >
-. 스크랫치 , 발청 없을
것
-. 재료 두께 검사
제품 공차 관련 점검
-. MILL SHEET 관리
LOT NO. 와 연계
-. 성형 한계품
인장강도 . 경도 관리
▣. 보관 관리 방법
21.
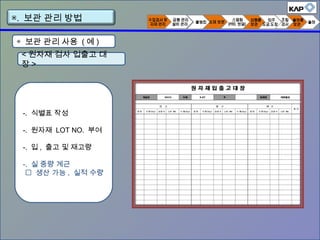
< 원자재 검사입출고 대
장 >
-. 식별표 작성
-. 원자재 LOT NO. 부여
-. 입 , 출고 및 재고량
-. 실 중량 계근
생산 가능 , 실적 수량
◈ 보관 관리 사용 ( 예 )
▣. 보관 관리 방법
22.
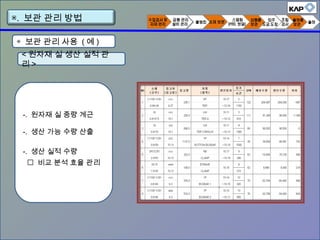
< 원자재 실생산 실적 관
리 >
-. 원자재 실 중량 계근
-. 생산 가능 수량 산출
-. 생산 실적 수량
비교 분석 효율 관리
◈ 보관 관리 사용 ( 예 )
▣. 보관 관리 방법
23.
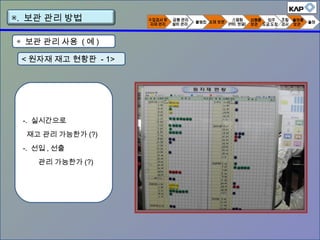
< 원자재 재고현황판 - 1>
-. 실시간으로
재고 관리 가능한가 (?)
-. 선입 , 선출
관리 가능한가 (?)
◈ 보관 관리 사용 ( 예 )
▣. 보관 관리 방법
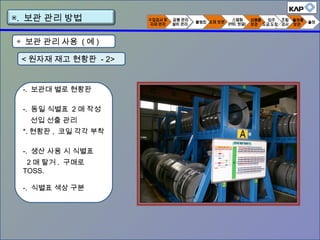
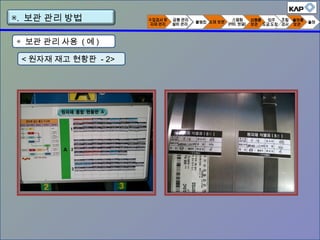
24.
-. 보관대 별로현황판
-. 동일 식별표 2 매 작성
선입 선출 관리
*. 현황판 , 코일 각각 부착
-. 생산 사용 시 식별표
2 매 탈거 . 구매로
TOSS.
-. 식별표 색상 구분
< 원자재 재고 현황판 - 2>
◈ 보관 관리 사용 ( 예 )
▣. 보관 관리 방법
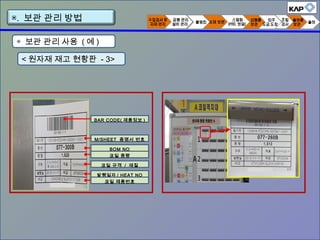
< 원자재 재고현황판 - 3>
◈ 보관 관리 사용 ( 예 )
▣. 보관 관리 방법
M/SHEET 증명서 번호
BOM NO
코일 중량
코일 규격 / 재질
발행일자 / HEAT NO
코일 제품번호
BAR CODE( 제품정보 )
27.
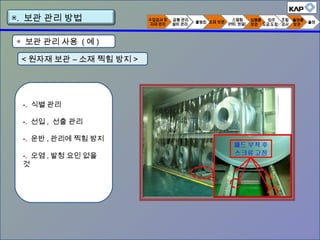
< 원자재 보관– 소재 찍힘 방지 >
-. 식별 관리
-. 선입 , 선출 관리
-. 운반 , 관리에 찍힘 방지
-. 오염 , 발청 요인 없을
것
◈ 보관 관리 사용 ( 예 )
▣. 보관 관리 방법
28.
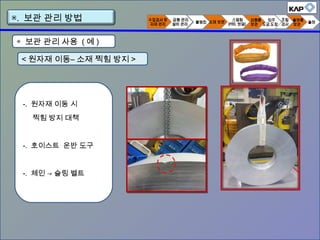
< 원자재 이동–소재 찍힘 방지 >
-. 원자재 이동 시
찍힘 방지 대책
-. 호이스트 운반 도구
-. 체인 → 슬링 벨트
◈ 보관 관리 사용 ( 예 )
▣. 보관 관리 방법
29.
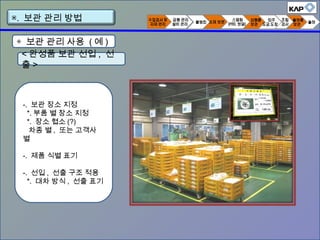
-. 보관 장소지정
*. 부품 별 장소 지정
*. 장소 협소 (?)
차종 별 , 또는 고객사
별
-. 제품 식별 표기
-. 선입 , 선출 구조 적용
*. 대차 방식 , 선출 표기
< 완성품 보관 선입 , 선
출 >
◈ 보관 관리 사용 ( 예 )
▣. 보관 관리 방법
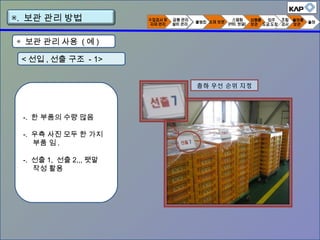
30.
-. 한 부품의수량 많음
-. 우측 사진 모두 한 가지
부품 임 .
-. 선출 1, 선출 2,,, 팻말
작성 활용
< 선입 , 선출 구조 - 1>
◈ 보관 관리 사용 ( 예 )
출하 우선 순위 지정
▣. 보관 관리 방법
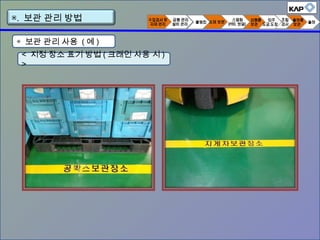
31.
< 지정 장소표기 방법 ( 크래인 사용 시 )
>
◈ 보관 관리 사용 ( 예 )
▣. 보관 관리 방법
32.
▣. 프레스 공정FLOW
수입검사 및
자재 관리
금형 관리
설비 관리
블랭킹 소재 보관
조립
검사
스탬핑
(PRO, 텐덤 )
성형품
보관
외주
도금 , 도장
출하품
보관
출하
원자재
창고
입 고
SHEAR’G
BLANK’G
PRO -
GRESSIVE
BLNK
재 보관
STAM
P’G
LINE 완제품
적재
WELD’G &
ASSY LINE
금형 창고
외주
입고품
창고
완성품
창고
외주가공
대기장소
( 도금 ,
도장 등 )
출 고
금형
청소 및
보수
행위를
대별 ( 大別 )
공정
관리
입 , 출
관리
재현 ( 再
現 )
33.
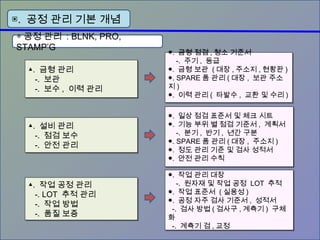
▣. 공정 관리기본 개념
▲. 금형 관리
-. 보관
-. 보수 , 이력 관리
▲. 금형 관리
-. 보관
-. 보수 , 이력 관리
▲. 설비 관리
-. 점검 보수
-. 안전 관리
▲. 설비 관리
-. 점검 보수
-. 안전 관리
▲. 작업 공정 관리
-. LOT 추적 관리
-. 작업 방법
-. 품질 보증
▲. 작업 공정 관리
-. LOT 추적 관리
-. 작업 방법
-. 품질 보증
●. 금형 점검 , 청소 기준서
-. 주기 , 등급
●. 금형 보관 ( 대장 , 주소지 , 현황판 )
●. SPARE 품 관리 ( 대장 , 보관 주소
지 )
●. 이력 관리 ( 타발수 , 교환 및 수리 )
●. 금형 점검 , 청소 기준서
-. 주기 , 등급
●. 금형 보관 ( 대장 , 주소지 , 현황판 )
●. SPARE 품 관리 ( 대장 , 보관 주소
지 )
●. 이력 관리 ( 타발수 , 교환 및 수리 )
●. 일상 점검 표준서 및 체크 시트
●. 기능 부위 별 점검 기준서 , 계획서
-. 분기 , 반기 , 년간 구분
●. SPARE 품 관리 ( 대장 , 주소지 )
●. 정도 관리 기준 및 검사 성적서
●. 안전 관리 수칙
●. 일상 점검 표준서 및 체크 시트
●. 기능 부위 별 점검 기준서 , 계획서
-. 분기 , 반기 , 년간 구분
●. SPARE 품 관리 ( 대장 , 주소지 )
●. 정도 관리 기준 및 검사 성적서
●. 안전 관리 수칙
●. 작업 관리 대장
-. 원자재 및 작업 공정 LOT 추적
●. 작업 표준서 ( 실용성 )
●. 공정 자주 검사 기준서 , 성적서
-. 검사 방법 ( 검사구 , 계측기 ) 구체
화
-. 계측기 검 , 교정
●. 작업 관리 대장
-. 원자재 및 작업 공정 LOT 추적
●. 작업 표준서 ( 실용성 )
●. 공정 자주 검사 기준서 , 성적서
-. 검사 방법 ( 검사구 , 계측기 ) 구체
화
-. 계측기 검 , 교정
◈ 공정 관리 : BLNK, PRO,
STAMP’G
34.
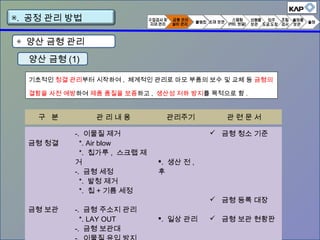
◈ 양산 금형관리
기초적인 청결 관리부터 시작하여 , 체계적인 관리로 마모 부품의 보수 및 교체 등 금형의
결함을 사전 예방하여 제품 품질을 보증하고 , 생산성 저하 방지를 목적으로 함 .
구 분 관 리 내 용 관리주기 관 련 문 서
금형 청결
금형 보관
-. 이물질 제거
*. Air blow
*. 칩가루 , 스크랩 제
거
-. 금형 세정
*. 발청 제거
*. 칩 + 기름 세정
-. 금형 주소지 관리
*. LAY OUT
-. 금형 보관대
. 생산 전 ,
후
. 일상 관리
금형 청소 기준
금형 등록 대장
금형 보관 현황판
양산 금형 (1)
▣. 공정 관리 방법
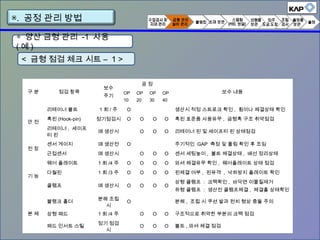
35.
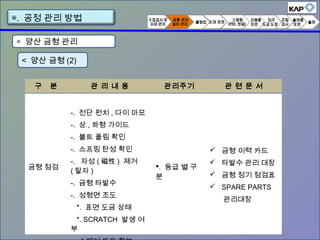
◈ 양산 금형관리
구 분 관 리 내 용 관리주기 관 련 문 서
금형 점검
-. 전단 펀치 , 다이 마모
-. 상 , 하형 가이드
-. 볼트 풀림 확인
-. 스프링 탄성 확인
-. 자성 ( 磁性 ) 제거
( 탈자 )
-. 금형 타발수
-. 성형면 조도
*. 표면 도금 상태
*. SCRATCH 발생 여
부
. 등급 별 구
분
금형 이력 카드
타발수 관리 대장
금형 정기 점검표
SPARE PARTS
관리대장
< 양산 금형 (2)
▣. 공정 관리 방법
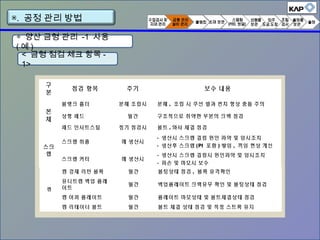
36.
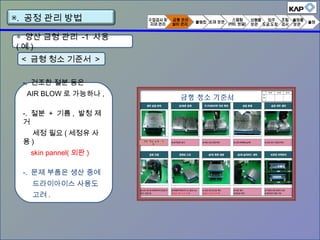
금형 청소 기준서
세정대상 금형 이
동
◈ 양산 금형 관리 -1 사용
( 예 )
< 금형 청소 기준서 >
-. 건조한 절분 등은
AIR BLOW 로 가능하나 ,
-. 절분 + 기름 , 발청 제
거
세정 필요 ( 세정유 사
용 )
skin pannel( 외판 )
-. 문제 부품은 생산 중에
드라이아이스 사용도
고려 .
▣. 공정 관리 방법
37.
< 드라이 아이스세척
기 >
-. 기름 때가 붙어 있어
잘 닦이지 않는 경우
-. 드라이 아이스를 분사
하여 냉각 시키면서
불어내는 방법
-. 사출 , 고무 금형에
효율적임 . 프레스 금
형
에도 필요 시 적용 .
세척 전세척 후
세척 전
세척
후
세척기
▣. 공정 관리 방법
세척 장소
◈ 양산 금형 관리 -1 사용
( 예 )
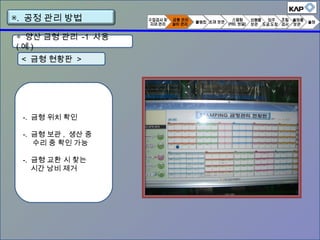
38.
< 금형 현황판>
-. 금형 위치 확인
-. 금형 보관 , 생산 중
수리 중 확인 가능
-. 금형 교환 시 찾는
시간 낭비 제거
▣. 공정 관리 방법
◈ 양산 금형 관리 -1 사용
( 예 )
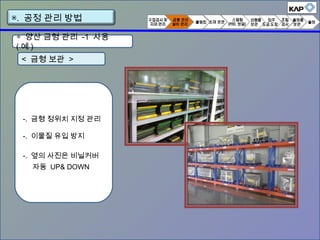
39.
< 금형 보관>
-. 금형 정위치 지정 관리
-. 이물질 유입 방지
-. 옆의 사진은 비닐커버
자동 UP& DOWN
▣. 공정 관리 방법
◈ 양산 금형 관리 -1 사용
( 예 )
40.
구
분
점검 항목 주기보수 내용
본
체
블랭크 홀더 분해 조립시 분해 , 조립 시 쿠션 발과 펀치 형상 충돌 주의
상형 패드 월간 구조적으로 취약한 부분의 크랙 점검
패드 인서트스틸 정기 점검시 볼트 , 와셔 체결 점검
스크
랩
스크랩 취출 매 생산시
- 생산시 스크랩 걸림 원인 파악 및 임시조치
- 생산후 스크랩 (PI 포함 ) 쌓임 , 끼임 현상 개선
스크랩 커터 매 생산시
- 생산시 스크랩 걸림시 원인파악 및 임시조치
- 파손 및 마모시 보수
캠
캠 강제 리턴 블록 월간 볼팅상태 점검 , 블록 유격확인
유니트캠 백업 플레
이트
월간 백업플레이트 크랙유무 확인 및 볼팅상태 점검
캠 어퍼 플레이트 월간 플레이트 마모상태 및 볼트체결상태 점검
캠 리테이너 볼트 월간 볼트 체결 상태 점검 및 적정 스트록 유지
< 금형 점검 체크 항목 -
1>
▣. 공정 관리 방법
◈ 양산 금형 관리 -1 사용
( 예 )
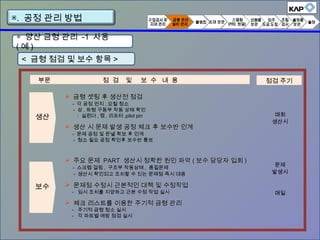
41.
< 금형 점검및 보수 항목 >
금형 셋팅 후 생산전 점검금형 셋팅 후 생산전 점검
- 각 공정 먼지 , 요철 청소
- 상 , 하형 구동부 작동 상태 확인
: 실린더 , 캠 , 리프터 ,pilot pin
생산 시 문제 발생 공정 체크 후 보수반 인계생산 시 문제 발생 공정 체크 후 보수반 인계
- 문제 공정 및 판넬 확보 후 인계
- 청소 필요 공정 확인후 보수반 통보
점 검 및 보 수 내 용 점검 주기
매회
생산시
생산생산
부문
보수보수
주요 문제주요 문제 PARTPART 생산시 정확한 원인 파악생산시 정확한 원인 파악 (( 보수 담당자 입회보수 담당자 입회 ))
- 스크랩 걸림 , 구조부 작동상태 , 품질문제
- 생산시 확인되고 조치할 수 있는 문제점 즉시 대응
문제점 수정시 근본적인 대책 및 수정작업문제점 수정시 근본적인 대책 및 수정작업
- 임시 조치를 지양하고 근본 수정 작업 실시
체크 리스트를 이용한 주기적 금형 관리체크 리스트를 이용한 주기적 금형 관리
- 주기적 금형 청소 실시
- 각 파트별 예방 점검 실시
문제
발생시
매일
▣. 공정 관리 방법
◈ 양산 금형 관리 -1 사용
( 예 )
42.
구 분 점검항목
보수
주기
공 정
보수 내용OP
10
OP
20
OP
30
OP
40
안 전
리테이너 볼트 1 회 / 주 O 생산시 적정 스트로크 확인 , 휨이나 체결상태 확인
훅핀 (Hook-pin) 정기점검시 O O O O 훅핀 표준품 사용유무 , 금형훅 구조 취약점검
리테이너 , 세이프
티 핀
매 생산시 O O O 리테이너 핀 및 세이프티 핀 상태점검
전 장
센서 게이지 매 생산전 O 주기적인 GAP 측정 및 풀림 확인 후 조임
근접센서 매 생산시 O O O 센서 세팅높이 , 볼트 체결상태 , 배선 정리상태
기 능
웨어 플레이트 1 회 /4 주 O O O O 와셔 체결유무 확인 , 웨어플레이트 상태 점검
다월핀 1 회 /3 주 O O O O 핀체결 여부 , 핀유격 , 낙하방지 플레이트 확인
클램프 매 생산시 O O O O
상형 클램프 : 크랙확인 , 바닥면 이물질제거
하형 클램프 : 생산전 클램프체결 , 체결홀 상태확인
본 체
블랭크 홀더
분해 조립
시
O 분해 , 조립 시 쿠션 발과 펀치 형상 충돌 주의
상형 패드 1 회 /4 주 O O O 구조적으로 취약한 부분의 크랙 점검
패드 인서트 스틸
정기 점검
시
O O O 볼트 , 와셔 체결 점검
< 금형 점검 체크 시트 – 1 >
▣. 공정 관리 방법
◈ 양산 금형 관리 -1 사용
( 예 )
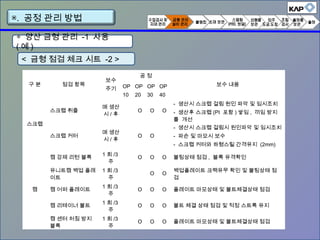
43.
< 금형 점검체크 시트 -2 >
구 분 점검 항목
보수
주기
공 정
보수 내용OP
10
OP
20
OP
30
OP
40
스크랩
스크랩 취출
매 생산
시 / 후
O O O
- 생산시 스크랩 걸림 원인 파악 및 임시조치
- 생산후 스크랩 (PI 포함 ) 쌓임 , 끼임 방지
를 개선
스크랩 커터
매 생산
시 / 후
O O
- 생산시 스크랩 걸림시 원인파악 및 임시조치
- 파손 및 마모시 보수
- 스크랩 커터와 하형스틸 간격유지 (2mm)
캠
캠 강제 리턴 블록
1 회 /3
주
O O O 볼팅상태 점검 , 블록 유격확인
유니트캠 백업 플레
이트
1 회 /3
주
O O
백업플레이트 크랙유무 확인 및 볼팅상태 점
검
캠 어퍼 플레이트
1 회 /3
주
O O O 플레이트 마모상태 및 볼트체결상태 점검
캠 리테이너 볼트
1 회 /3
주
O O O 볼트 체결 상태 점검 및 적정 스트록 유지
캠 센터 처짐 방지
블록
1 회 /3
주
O O O 플레이트 마모상태 및 볼트체결상태 점검
▣. 공정 관리 방법
◈ 양산 금형 관리 -1 사용
( 예 )
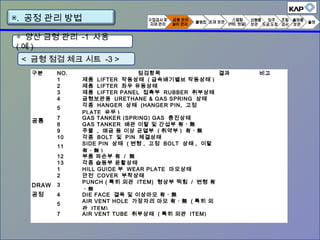
44.
구분 NO. 점검항목결과 비고
공통
1 제품 LIFTER 작동상태 ( 급속배기밸브 작동상태 )
2 제품 LIFTER 좌우 유동상태
3 제품 LIFTER PANEL 접촉부 RUBBER 취부상태
4 금형보관용 URETHANE & GAS SPRING 상태
5
각종 HANGER 상태 (HANGER PIN, 고정
PLATE 유무 )
7 GAS TANKER (SPRING) GAS 충진상태
8 GAS TANKER 배관 이탈 및 간섭부 有ㆍ無
9 주물 , 매금 등 이상 균열부 ( 취약부 ) 有ㆍ無
10 각종 BOLT 및 PIN 체결상태
11
SIDE PIN 상태 ( 변형 , 고정 BOLT 상태 , 이탈
有ㆍ無 )
12 부품 파손부 有 / 無
13 각종 습동부 윤활상태
DRAW
공정
1 HILL GUIDE 부 WEAR PLATE 마모상태
2 안전 COVER 부착상태
3
PUNCH ( 특히 외관 ITEM) 형상부 찍힘 / 변형 有
ㆍ無
4 DIE FACE 결육 및 이상마모 有ㆍ無
5
AIR VENT HOLE 가장자리 마모 有ㆍ無 ( 특히 외
관 ITEM)
7 AIR VENT TUBE 취부상태 ( 특히 외관 ITEM)
< 금형 점검 체크 시트 -3 >
▣. 공정 관리 방법
◈ 양산 금형 관리 -1 사용
( 예 )
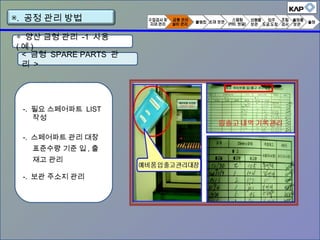
45.
< 금형 SPAREPARTS 관
리 >
-. 필요 스페어파트 LIST
작성
-. 스페어파트 관리 대장
표준수량 기준 입 , 출
재고 관리
-. 보관 주소지 관리
▣. 공정 관리 방법
◈ 양산 금형 관리 -1 사용
( 예 )
46.
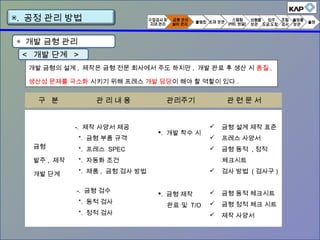
◈ 개발 금형관리
개발 금형의 설계 , 제작은 금형 전문 회사에서 주도 하지만 , 개발 완료 후 생산 시 품질 ,
생산성 문제를 극소화 시키기 위해 프레스 개발 담당이 해야 할 역할이 있다 .
구 분 관 리 내 용 관리주기 관 련 문 서
금형
발주 , 제작
개발 단계
-. 제작 사양서 제공
*. 금형 부품 규격
*. 프레스 SPEC
*. 자동화 조건
*. 제품 , 금헝 검사 방법
-. 금형 검수
*. 동적 검사
*. 정적 검사
. 개발 착수 시
. 금형 제작
완료 및 T/O
금형 설계 제작 표준
프레스 사양서
금형 동적 , 정적
체크시트
검사 방법 ( 검사구 )
금형 동적 체크시트
금형 정적 체크 시트
제작 사양서
< 개발 단계 >
▣. 공정 관리 방법
47.
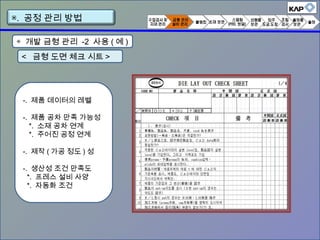
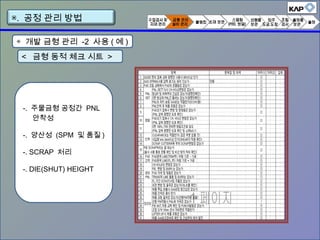
◈ 개발 금형관리 -2 사용 ( 예 )
< 금형 도면 체크 시트 >
-. 제품 데이터의 레벨
-. 제품 공차 만족 가능성
*. 소재 공차 연계
*. 주어진 공정 연계
-. 제작 ( 가공 정도 ) 성
-. 생산성 조건 만족도
*. 프레스 설비 사양
*. 자동화 조건
▣. 공정 관리 방법
48.
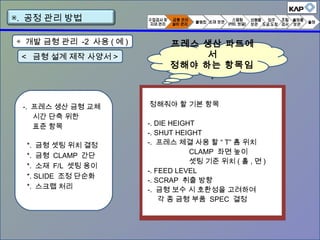
< 금형 설계제작 사양서 >
-. 프레스 생산 금형 교체
시간 단축 위한
표준 항목
*. 금형 셋팅 위치 결정
*. 금형 CLAMP 간단
*. 소재 F/L 셋팅 용이
*. SLIDE 조정 단순화
*. 스크랩 처리
정해줘야 할 기본 항목
-. DIE HEIGHT
-. SHUT HEIGHT
-. 프레스 체결 사용 할 “ T” 홈 위치
CLAMP 좌면 높이
셋팅 기준 위치 ( 홀 , 면 )
-. FEED LEVEL
-. SCRAP 취출 방향
-. 금형 보수 시 호환성을 고려하여
각 종 금형 부품 SPEC 결정
▣. 공정 관리 방법
프레스 생산 파트에
서
정해야 하는 항목임
.
◈ 개발 금형 관리 -2 사용 ( 예 )
49.
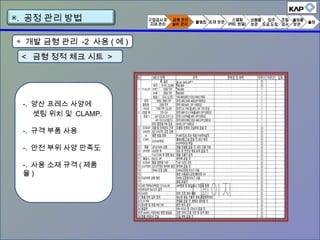
< 금형 정적체크 시트 >
-. 양산 프레스 사양에
셋팅 위치 및 CLAMP.
-. 규격 부품 사용
-. 안전 부위 사양 만족도
-. 사용 소재 규격 ( 제품
율 )
▣. 공정 관리 방법
◈ 개발 금형 관리 -2 사용 ( 예 )
50.
< 금형 동적체크 시트 >
-. 주물금형 공정간 PNL
안착성
-. 양산성 (SPM 및 품질 )
-. SCRAP 처리
-. DIE(SHUT) HEIGHT
▣. 공정 관리 방법
◈ 개발 금형 관리 -2 사용 ( 예 )
51.
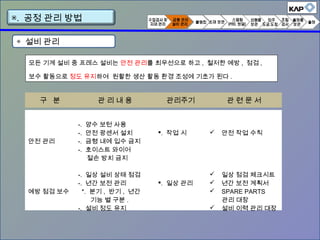
◈ 설비 관리
모든기계 설비 중 프레스 설비는 안전 관리를 최우선으로 하고 , 철저한 예방 , 점검 ,
보수 활동으로 정도 유지하여 원활한 생산 활동 환경 조성에 기초가 된다 .
구 분 관 리 내 용 관리주기 관 련 문 서
안전 관리
예방 점검 보수
-. 양수 보턴 사용
-. 안전 광센서 설치
-. 금형 내에 입수 금지
-. 호이스트 와이어
절손 방치 금지
-. 일상 설비 상태 점검
-. 년간 보전 관리
*. 분기 , 반기 , 년간
기능 별 구분 .
-. 설비 정도 유지
. 작업 시
. 일상 관리
안전 작업 수칙
일상 점검 체크시트
년간 보전 계획서
SPARE PARTS
관리 대장
설비 이력 관리 대장
▣. 공정 관리 방법
52.
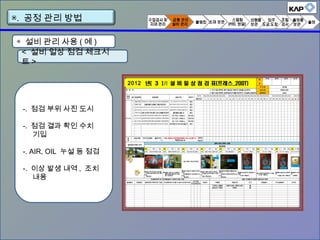
◈ 설비 관리사용 ( 예 )
< 설비 일상 점검 체크시
트 >
-. 점검 부위 사진 도시
-. 점검 결과 확인 수치
기입
-. AIR, OIL 누설 등 점검
-. 이상 발생 내역 , 조치
내용
2012
▣. 공정 관리 방법
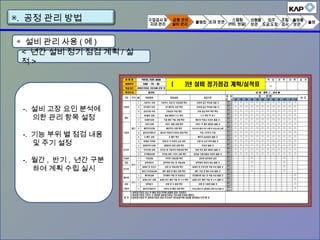
53.
-. 설비 고장요인 분석에
의한 관리 항목 설정
-. 기능 부위 별 점검 내용
및 주기 설정
-. 월간 , 반기 , 년간 구분
하여 계획 수립 실시
◈ 설비 관리 사용 ( 예 )
< 년간 설비 정기 점검 계획 / 실
적 >
▣. 공정 관리 방법
54.
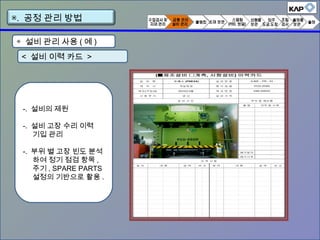
◈ 설비 관리사용 ( 예 )
< 설비 이력 카드 >
-. 설비의 제원
-. 설비 고장 수리 이력
기입 관리
-. 부위 별 고장 빈도 분석
하여 정기 점검 항목 ,
주기 , SPARE PARTS
설정의 기반으로 활용 .
▣. 공정 관리 방법
55.
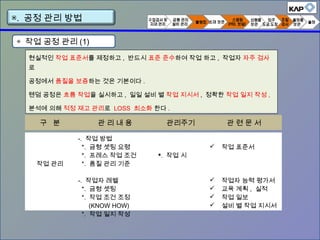
◈ 작업 공정관리 (1)
현실적인 작업 표준서를 제정하고 , 반드시 표준 준수하여 작업 하고 , 작업자 자주 검사
로
공정에서 품질을 보증하는 것은 기본이다 .
텐덤 공정은 흐름 작업을 실시하고 , 일일 설비 별 작업 지시서 , 정확한 작업 일지 작성 ,
분석에 의해 적정 재고 관리로 LOSS 최소화 한다 .
구 분 관 리 내 용 관리주기 관 련 문 서
작업 관리
-. 작업 방법
*. 금형 셋팅 요령
*. 프레스 작업 조건
*. 품질 관리 기준
-. 작업자 레벨
*. 금형 셋팅
*. 작업 조건 조정
(KNOW HOW)
*. 작업 일지 작성
. 작업 시
작업 표준서
작업자 능력 평가서
교육 계획 , 실적
작업 일보
설비 별 작업 지시서
▣. 공정 관리 방법
56.
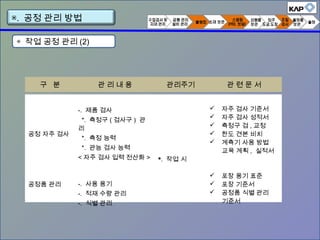
◈ 작업 공정관리 (2)
구 분 관 리 내 용 관리주기 관 련 문 서
공정 자주 검사
공정품 관리
-. 제품 검사
*. 측정구 ( 검사구 ) 관
리
*. 측정 능력
*. 관능 검사 능력
< 자주 검사 입력 전산화 >
-. 사용 용기
-. 적재 수량 관리
-. 식별 관리
. 작업 시
자주 검사 기준서
자주 검사 성적서
측정구 검 , 교정
한도 견본 비치
계측기 사용 방법
교육 계획 , 실적서
포장 용기 표준
포장 기준서
공정품 식별 관리
기준서
▣. 공정 관리 방법
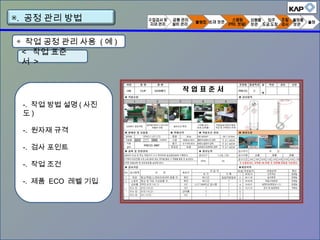
◈ 작업 공정관리 사용 ( 예 )
< 작업 표준
서 >
-. 작업 방법 설명 ( 사진
도 )
-. 원자재 규격
-. 검사 포인트
-. 작업 조건
-. 제품 ECO 레벨 기입
▣. 공정 관리 방법
59.
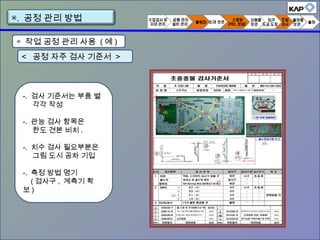
◈ 작업 공정관리 사용 ( 예 )
< 공정 자주 검사 기준서 >
-. 검사 기준서는 부품 별
각각 작성
-. 관능 검사 항목은
한도 견본 비치 .
-. 치수 검사 필요부분은
그림 도시 공차 기입
-. 측정 방법 명기
( 검사구 , 계측기 확
보 )
▣. 공정 관리 방법
60.
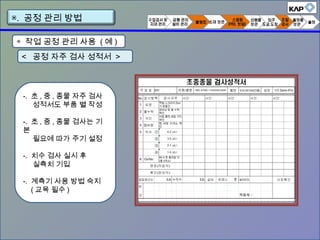
◈ 작업 공정관리 사용 ( 예 )
< 공정 자주 검사 성적서 >
-. 초 , 중 , 종물 자주 검사
성적서도 부품 별 작성
-. 초 , 중 , 종물 검사는 기
본
필요에 따가 주기 설정
-. 치수 검사 실시 후
실측치 기입
-. 계측기 사용 방법 숙지
( 교육 필수 )
▣. 공정 관리 방법
61.
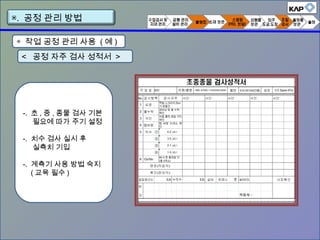
◈ 작업 공정관리 사용 ( 예 )
< 공정 자주 검사 성적서 >
-. 초 , 중 , 종물 검사 기본
필요에 따가 주기 설정
-. 치수 검사 실시 후
실측치 기입
-. 계측기 사용 방법 숙지
( 교육 필수 )
▣. 공정 관리 방법
62.
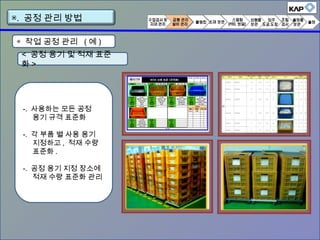
◈ 작업 공정관리 ( 예 )
< 공정 용기 및 적재 표준
화 >
-. 사용하는 모든 공정
용기 규격 표준화
-. 각 부품 별 사용 용기
지정하고 , 적재 수량
표준화 .
-. 공정 용기 지정 장소에
적재 수량 표준화 관리
▣. 공정 관리 방법
63.
AIR BLOW
AIR 유
입구
AIR토
출부
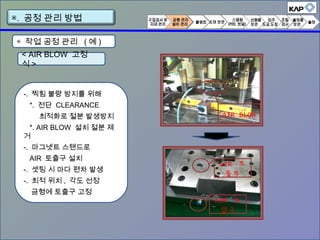
◈ 작업 공정 관리 ( 예 )
< AIR BLOW 고정
식 >
-. 찍힘 불량 방지를 위해
*. 전단 CLEARANCE
최적화로 절분 발생방지
*. AIR BLOW 설치 절분 제
거
-. 마그넷트 스탠드로
AIR 토출구 설치
-. 셋팅 시 마다 편차 발생
-. 최적 위치 , 각도 선정
금형에 토출구 고정
▣. 공정 관리 방법
64.
▣. 프레스 공정FLOW
수입검사 및
자재 관리
금형 관리
설비 관리
블랭킹 소재 보관
조립
검사
스탬핑
(PRO, 텐덤 )
성형품
보관
외주
도금 , 도장
출하품
보관
출하
원자재
창고
입 고
SHEAR’G
BLANK’G
PRO -
GRESSIVE
BLNK
재 보관
STAM
P’G
LINE 완제품
적재
WELD’G &
ASSY LINE
금형 창고
외주
입고품
창고
완성품
창고
외주가공
대기장소
( 도금 ,
도장 등 )
출 고
금형
청소 및
보수
행위를
대별 ( 大別 )
공정
관리
입 , 출
관리
재현 ( 再
現 )
65.
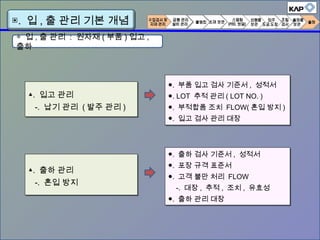
▲. 입고 관리
-.납기 관리 ( 발주 관리 )
▲. 입고 관리
-. 납기 관리 ( 발주 관리 )
▲. 출하 관리
-. 혼입 방지
▲. 출하 관리
-. 혼입 방지
●. 부품 입고 검사 기준서 , 성적서
●. LOT 추적 관리 ( LOT NO. )
●. 부적합품 조치 FLOW( 혼입 방지 )
●. 입고 검사 관리 대장
●. 부품 입고 검사 기준서 , 성적서
●. LOT 추적 관리 ( LOT NO. )
●. 부적합품 조치 FLOW( 혼입 방지 )
●. 입고 검사 관리 대장
●. 출하 검사 기준서 , 성적서
●. 포장 규격 표준서
●. 고객 불만 처리 FLOW
-. 대장 , 추적 , 조치 , 유효성
●. 출하 관리 대장
●. 출하 검사 기준서 , 성적서
●. 포장 규격 표준서
●. 고객 불만 처리 FLOW
-. 대장 , 추적 , 조치 , 유효성
●. 출하 관리 대장
◈ 입 , 출 관리 : 원자재 ( 부품 ) 입고 ,
출하
▣. 입 , 출 관리 기본 개념
66.
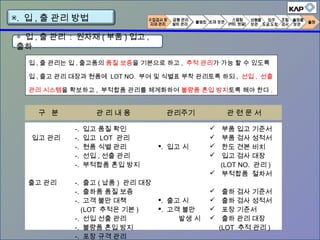
▣. 입 ,출 관리 방법
입 , 출 관리는 입 , 출고품의 품질 보증을 기본으로 하고 , 추적 관리가 가능 할 수 있도록
입 , 출고 관리 대장과 현품에 LOT NO. 부여 및 식별표 부착 관리토록 하되 , 선입 , 선출
관리 시스템을 확보하고 , 부적합품 관리를 체계화하여 불량품 혼입 방지토록 해야 한다 .
구 분 관 리 내 용 관리주기 관 련 문 서
입고 관리
출고 관리
-. 입고 품질 확인
-. 입고 LOT 관리
-. 현품 식별 관리
-. 선입 , 선출 관리
-. 부적합품 혼입 방지
-. 출고 ( 납품 ) 관리 대장
-. 출하품 품질 보증
-. 고객 불만 대책
(LOT 추적은 기본 )
-. 선입 선출 관리
-. 불량품 혼입 방지
-. 포장 규격 관리
. 입고 시
. 출고 시
. 고객 불만
발생 시
부품 입고 기준서
부품 검사 성적서
한도 견본 비치
입고 검사 대장
(LOT NO. 관리 )
부적합품 절차서
출하 검사 기준서
출하 검사 성적서
포장 기준서
출하 관리 대장
(LOT 추적 관리 )
◈ 입 , 출 관리 : 원자재 ( 부품 ) 입고 ,
출하
67.
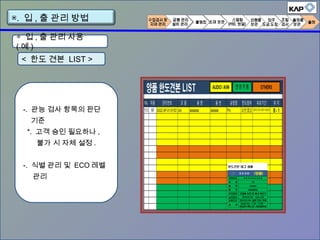
◈ 입 ,출 관리 사용
( 예 )
< 한도 견본 LIST >
-. 관능 검사 항목의 판단
기준
*. 고객 승인 필요하나 ,
불가 시 자체 설정 .
-. 식별 관리 및 ECO 레벨
관리
▣. 입 , 출 관리 방법
68.
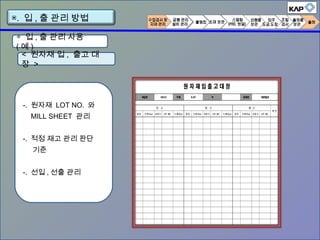
◈ 입 ,출 관리 사용
( 예 )
< 원자재 입 , 출고 대
장 >
-. 원자재 LOT NO. 와
MILL SHEET 관리
-. 적정 재고 관리 판단
기준
-. 선입 , 선출 관리
▣. 입 , 출 관리 방법
69.
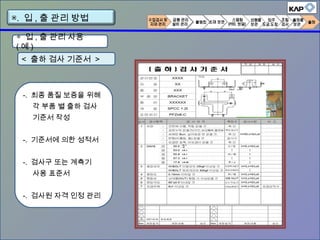
◈ 입 ,출 관리 사용
( 예 )
< 출하 검사 기준서 >
-. 최종 품질 보증을 위해
각 부품 별 출하 검사
기준서 작성
-. 기준서에 의한 성적서
-. 검사구 또는 계측기
사용 표준서
-. 검사원 자격 인정 관리
▣. 입 , 출 관리 방법
70.
품질확보를 위한 기술적요소 및 대책
SCRAP 찍힘 불량 요소
원재료 두께에 의한 불량 요소
CRACK 관련 전단가공 요소
프로금형 이송 불량 요소
고장력 강판 금형 내구성
생산성 향상 금형 표준화
2 주제
71.
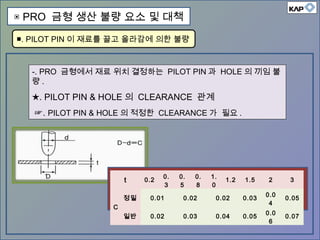
-. PRO 금형에서재료 위치 결정하는 PILOT PIN 과 HOLE 의 끼임 불
량 .
★. PILOT PIN & HOLE 의 CLEARANCE 관계
☞. PILOT PIN & HOLE 의 적정한 CLEARANCE 가 필요 .
■. PILOT PIN 이 재료를 끌고 올라감에 의한 불량
▣ PRO 금형 생산 불량 요소 및 대책
t 0.2
0.
3
0.
5
0.
8
1.
0
1.2 1.5 2 3
C
정밀 0.01 0.02 0.02 0.03
0.0
4
0.05
일반 0.02 0.03 0.04 0.05
0.0
6
0.07
72.
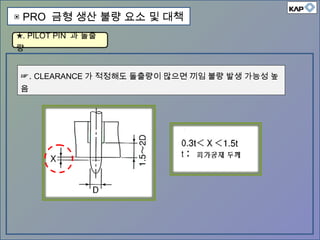
☞. CLEARANCE 가적정해도 돌출량이 많으면 끼임 불량 발생 가능성 높
음
피가공재 두께
★. PILOT PIN 과 돌출
량
▣ PRO 금형 생산 불량 요소 및 대책
73.
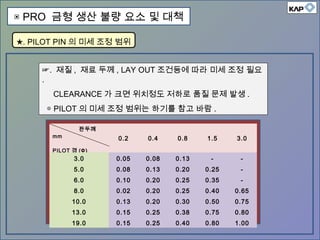
☞. 재질 ,재료 두께 , LAY OUT 조건등에 따라 미세 조정 필요
.
CLEARANCE 가 크면 위치정도 저하로 품질 문제 발생 .
◎ PILOT 의 미세 조정 범위는 하기를 참고 바람 .
판두께
mm
PILOT 경 (Ф)
0.2 0.4 0.8 1.5 3.0
3.0 0.05 0.08 0.13 - -
5.0 0.08 0.13 0.20 0.25 -
6.0 0.10 0.20 0.25 0.35 -
8.0 0.02 0.20 0.25 0.40 0.65
10.0 0.13 0.20 0.30 0.50 0.75
13.0 0.15 0.25 0.38 0.75 0.80
19.0 0.15 0.25 0.40 0.80 1.00
★. PILOT PIN 의 미세 조정 범위
▣ PRO 금형 생산 불량 요소 및 대책
74.
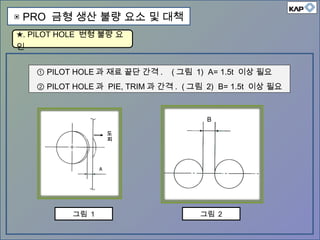
① PILOT HOLE과 재료 끝단 간격 . ( 그림 1) A= 1.5t 이상 필요
② PILOT HOLE 과 PIE, TRIM 과 간격 . ( 그림 2) B= 1.5t 이상 필요
그림 1 그림 2
도
피
★. PILOT HOLE 변형 불량 요
인
▣ PRO 금형 생산 불량 요소 및 대책
75.
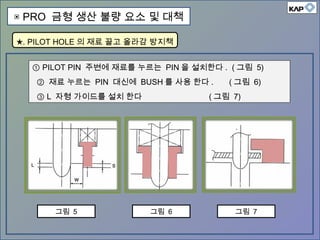
① PILOT PIN주변에 재료를 누르는 PIN 을 설치한다 . ( 그림 5)
② 재료 누르는 PIN 대신에 BUSH 를 사용 한다 . ( 그림 6)
③ L 자형 가이드를 설치 한다 ( 그림 7)
그림 5 그림 6 그림 7
★. PILOT HOLE 의 재료 끌고 올라감 방지책
▣ PRO 금형 생산 불량 요소 및 대책
76.
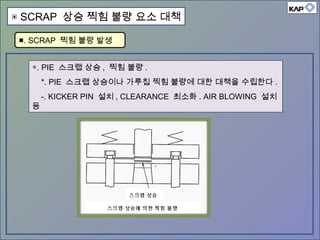
◈. PIE 스크랩상승 , 찍힘 불량 .
*. PIE 스크랩 상승이나 가루칩 찍힘 불량에 대한 대책을 수립한다 .
-. KICKER PIN 설치 , CLEARANCE 최소화 . AIR BLOWING 설치
등
스크랩 상승에 의한 찍힘 불량
스크랩 상승
■. SCRAP 찍힘 불량 발생
▣ SCRAP 상승 찍힘 불량 요소 대책
77.
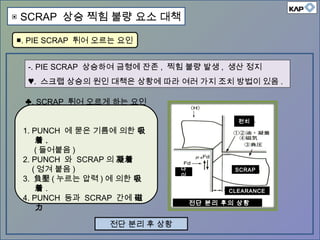
-. PIE SCRAP상승하여 금형에 잔존 , 찍힘 불량 발생 , 생산 정지
♥. 스크랩 상승의 원인 대책은 상황에 따라 여러 가지 조치 방법이 있음 .
전단 분리 후 상황
전단 분리 후의 상황
CLEARANCE
다
이
펀치
SCRAP
■. PIE SCRAP 튀어 오르는 요인
♣. SCRAP 튀어 오르게 하는 요인
1. PUNCH 에 묻은 기름에 의한 吸
着 .
( 들어붙음 )
2. PUNCH 와 SCRAP 의 凝着
( 엉겨 붙음 )
3. 負壓 ( 누르는 압력 ) 에 의한 吸
着 .
4. PUNCH 등과 SCRAP 간에 磁
力
▣ SCRAP 상승 찍힘 불량 요소 대책
78.
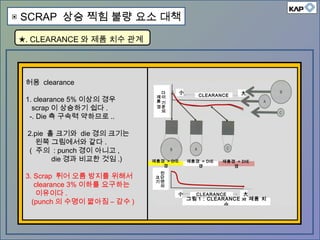
★. CLEARANCE 와제품 치수 관계
그림 1 : CLEARANCE 와 제품 치
수
제품경 > DIE
경
CLEARANCE
제품경 = DIE
경
제품경 < DIE
경
다
이
기
준
의
제
품
경
전
단
면
의
크
기
CLEARANCE
小 大
小 大
허용 clearance
1. clearance 5% 이상의 경우
scrap 이 상승하기 쉽다 .
-. Die 측 구속력 약하므로 ..
2.pie 홀 크기와 die 경의 크기는
왼쪽 그림에서와 같다 .
( 주의 : punch 경이 아니고 ,
die 경과 비교한 것임 .)
3. Scrap 튀어 오름 방지를 위해서
clearance 3% 이하를 요구하는
이유이다 .
(punch 의 수명이 짧아짐 – 감수 )
▣ SCRAP 상승 찍힘 불량 요소 대책
79.
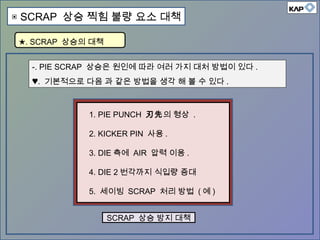
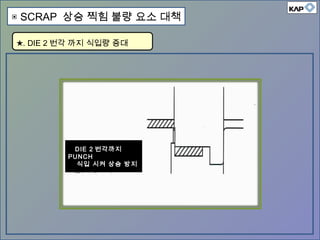
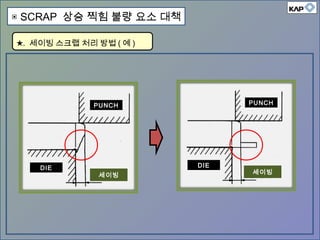
-. PIE SCRAP상승은 원인에 따라 여러 가지 대처 방법이 있다 .
♥. 기본적으로 다음 과 같은 방법을 생각 해 볼 수 있다 .
SCRAP 상승 방지 대책
1. PIE PUNCH 刃先의 형상 .
2. KICKER PIN 사용 .
3. DIE 측에 AIR 압력 이용 .
4. DIE 2 번각까지 식입량 증대
5. 세이빙 SCRAP 처리 방법 ( 예 )
★. SCRAP 상승의 대책
▣ SCRAP 상승 찍힘 불량 요소 대책
80.
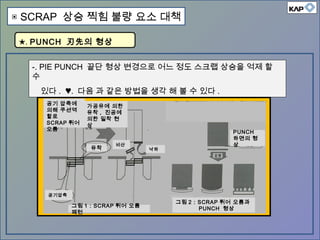
-. PIE PUNCH끝단 형상 변경으로 어느 정도 스크랩 상승을 억제 할
수
있다 . ♥. 다음 과 같은 방법을 생각 해 볼 수 있다 .
★. PUNCH 刃先의 형상
공기 압축에
의해 쿠션역
할로
SCRAP 튀어
오름
가공유에 의한
유착 , 진공에
의한 밀착 현
상
공기압축
비산
낙하
그림 1 : SCRAP 튀어 오름
패턴
PUNCH
하면의 형
상
유착
그림 2 : SCRAP 튀어 오름과
PUNCH 형상
▣ SCRAP 상승 찍힘 불량 요소 대책
81.
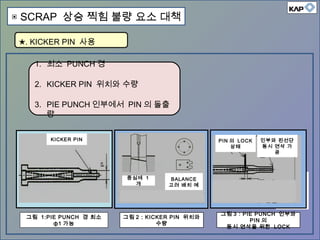
★. KICKER PIN사용
중심에 1
개
BALANCE
고려 배치 예
그림 2 : KICKER PIN 위치와
수량
그림 1:PIE PUNCH 경 최소
ф1 가능
KICKER PIN PIN 의 LOCK
상태
인부와 핀선단
동시 연삭 가
공
그림 3 : PIE PUNCH 인부와
PIN 의
동시 연삭을 위한 LOCK
1. 최소 PUNCH 경
2. KICKER PIN 위치와 수량
3. PIE PUNCH 인부에서 PIN 의 돌출
량
▣ SCRAP 상승 찍힘 불량 요소 대책
◎ 원자재 공차에의한 프레스 가공 불량 요소 .
-. 원자재 두께와 신율
-. 원자재의 경도를 생각해 볼 수 있다 .
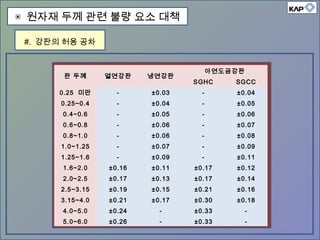
◎ 다음 페이지에 원자재 두께의 허용 공차를 보면
판 두께의 약 10% 정도의 허용 공차가 있는 것을 알 수 있다 .
◎ 프레스 제품의 공차가 판 두께의 허용 공차를 고려해야 함 .
■. 원자재 허용 공차에 의한 문제
▣ 원자재 두께 관련 불량 요소 대책
◎ 현상은 원자재 두께 공차 감안하지 않은 경우도 있음 .
◎ 금형 설계전에
-. 제품공차가 판 두께 허용 공차 감안 여부 검토 .
■ 제품공차가 판 두께 허용 공차 감안 않된 경우…
첫째 , 제품 공차 변경 협의 ,
둘째 , 원자재 특별 관리 .
■ 재료 두께 허용 공차로 인해 발생 될 수 있는 문제점 .
-. 전단면 BURR, 벤딩각도 변화 , 성형 공정의 CRACK 또는 주름
등
-. 가공력이 설비 능력의 한계치의 경우 OVER LOAD 현상 .( 고장력
판 )
■ 양산 중인 제품의 대처 방안
-. 매 LOT 사전 소재 입고 검사 , 작업 조건 및 금형 조정 .
■. 원자재 허용 공차 관련 문제 대책
▣ 원자재 두께 관련 불량 요소 대책
87.
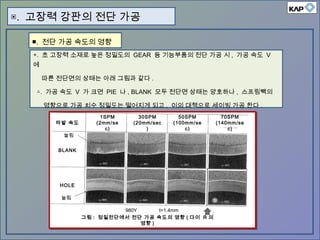
▣. 고장력 강판의전단 가공
◈. 초 고장력 소재로 높은 정밀도의 GEAR 등 기능부품의 전단 가공 시 , 가공 속도 V
에
따른 전단면의 상태는 아래 그림과 같다 .
△. 가공 속도 V 가 크면 PIE 나 , BLANK 모두 전단면 상태는 양호하나 , 스프링빽의
영향으로 가공 치수 정밀도는 떨어지게 되고 , 이의 대책으로 세이빙 가공 한다 .
■. 전단 가공 속도의 영향
타발 속도
50SPM
(100mm/se
c)
1SPM
(2mm/se
c)
30SPM
(20mm/sec
)
70SPM
(140mm/se
c)
BLANK
HOLE
눌림
눌림
그림 : 정밀전단에서 전단 가공 속도의 영향 ( 다이 R 의
영향 )
980Y t=1.4mm
88.
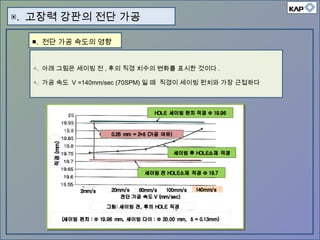
△. 아래 그림은세이빙 전 , 후의 직경 치수의 변화를 표시한 것이다 .
△. 가공 속도 V =140mm/sec (70SPM) 일 때 직경이 세이빙 펀치와 가장 근접하다
▣. 고장력 강판의 전단 가공
■. 전단 가공 속도의 영향
89.
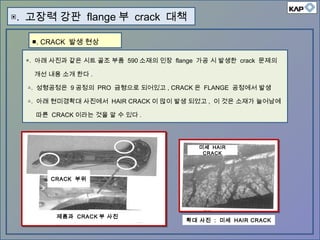
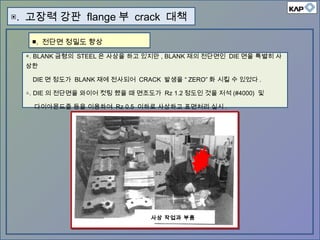
◈. 아래 사진과같은 시트 골조 부품 590 소재의 인장 flange 가공 시 발생한 crack 문제의
개선 내용 소개 한다 .
△. 성형공정은 9 공정의 PRO 금형으로 되어있고 , CRACK 은 FLANGE 공정에서 발생
△. 아래 현미경확대 사진에서 HAIR CRACK 이 많이 발생 되었고 , 이 것은 소재가 늘어남에
따른 CRACK 이라는 것을 알 수 있다 .
▣. 고장력 강판 flange 부 crack 대책
CRACK 부위
제품과 CRACK 부 사진
미세 HAIR
CRACK
확대 사진 : 미세 HAIR CRACK
■. CRACK 발생 현상
90.
◈. BLANK 금형의STEEL 은 사상을 하고 있지만 , BLANK 재의 전단면인 DIE 면을 특별히 사
상한
DIE 면 정도가 BLANK 재에 전사되어 CRACK 발생을 “ ZERO” 화 시킬 수 있었다 .
△. DIE 의 전단면을 와이어 컷팅 했을 때 면조도가 Rz 1.2 정도인 것을 저석 (#4000) 및
다이아몬드줄 등을 이용하여 Rz 0.5 이하로 사상하고 표면처리 실시 .
▣. 고장력 강판 flange 부 crack 대책
■. 전단면 정밀도 향상
사상 작업과 부품
91.
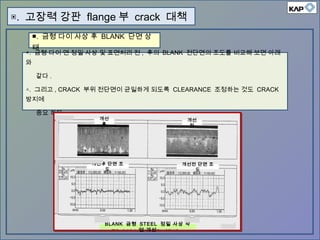
◈. 금형 다이면 정밀 사상 및 표면처리 전 , 후의 BLANK 전단면의 조도를 비교해 보면 아래
와
같다 .
△. 그리고 , CRACK 부위 전단면이 균일하게 되도록 CLEARANCE 조정하는 것도 CRACK
방지에
중요 하다 .
▣. 고장력 강판 flange 부 crack 대책
■. 금형 다이 사상 후 BLANK 단면 상
태
BLANK 금형 STEEL 정밀 사상 작
업 개선
개선
전
개선
후
개선전 단면 조
도
개선후 단면 조
도
92.
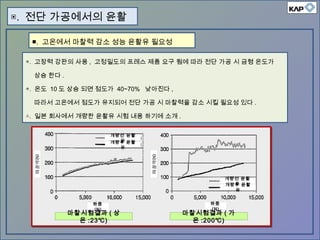
▣. 전단 가공에서의윤활
■. 고온에서 마찰력 감소 성능 윤활유 필요성
◈. 고장력 강판의 사용 , 고정밀도의 프레스 제품 요구 됨에 따라 전단 가공 시 금형 온도가
상승 한다 .
◈. 온도 10 도 상승 되면 점도가 40~70% 낮아진다 ,
따라서 고온에서 점도가 유지되어 전단 가공 시 마찰력을 감소 시킬 필요성 있다 .
△. 일본 회사에서 개량한 윤활유 시험 내용 하기에 소개 .
마찰시험결과 ( 상
온 :23℃)
마찰시험결과 ( 가
온 :200℃)
개량전 윤활
유개량후 윤활
유
개량전 윤활
유개량후 윤활
유
하중
(N)
하중
(N)
93.
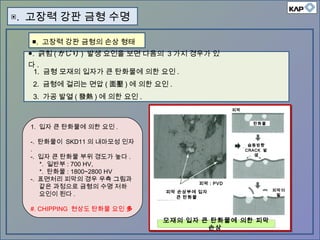
▣. 고장력 강판금형 수명
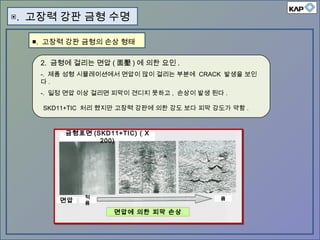
■. 고장력 강판 금형의 손상 형태
1. 입자 큰 탄화물에 의한 요인 .
-. 탄화물이 SKD11 의 내마모성 인자
.
-. 입자 큰 탄화물 부위 경도가 높다 .
*. 일반부 : 700 HV,
*. 탄화물 : 1800~2800 HV
-. 표면처리 피막의 경우 우측 그림과
같은 과정으로 금형의 수명 저하
요인이 된다 .
#. CHIPPING 현상도 탄화물 요인 多
모재의 입자 큰 탄화물에 의한 피막
손상
피막 손상부에 입자
큰 탄화물
피막 : PVD
피막
탄화물
습동방향
CRACK 발
생
피막이
탈
●. 긁힘 ( かじり ) 발생 요인을 보면 다음의 3 가지 경우가 있
다 .
1. 금형 모재의 입자가 큰 탄화물에 의한 요인 .
2. 금형에 걸리는 면압 ( 面壓 ) 에 의한 요인 .
3. 가공 발열 ( 發熱 ) 에 의한 요인 .
94.
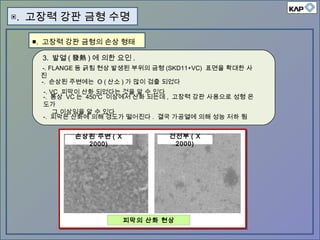
▣. 고장력 강판금형 수명
■. 고장력 강판 금형의 손상 형태
큼
금형표면 (SKD11+TIC) ( X
200)
면압
적
음
면압에 의한 피막 손상
2. 금형에 걸리는 면압 ( 面壓 ) 에 의한 요인 .
-. 제품 성형 시뮬레이션에서 면압이 많이 걸리는 부분에 CRACK 발생을 보인
다 .
-. 일정 면압 이상 걸리면 피막이 견디지 못하고 , 손상이 발생 된다 .
SKD11+TIC 처리 했지만 고장력 강판에 의한 강도 보다 피막 강도가 약함 .
95.
▣. 고장력 강판금형 수명
■. 고장력 강판 금형의 손상 형태
피막의 산화 현상
손상된 주변 ( X
2000)
건전부 ( X
2000)
3. 발열 ( 發熱 ) 에 의한 요인 .
-. FLANGE 등 긁힘 현상 발생된 부위의 금형 (SKD11+VC) 표면을 확대한 사
진
-. 손상된 주변에는 O ( 산소 ) 가 많이 검출 되었다
-. VC 피막이 산화 되었다는 것을 알 수 있다
-. 통상 VC 는 450℃ 이상에서 산화 되는데 , 고장력 강판 사용으로 성형 온
도가
그 이상임을 알 수 있다
-. 피막은 산화에 의해 경도가 떨어진다 . 결국 가공열에 의해 성능 저하 됨
96.
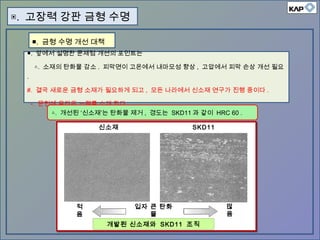
▣. 고장력 강판금형 수명
■. 금형 수명 개선 대책
●. 앞에서 설명한 문제점 개선의 포인트는
△. 소재의 탄화물 감소 . 피막면이 고온에서 내마모성 향상 , 고압에서 피막 손상 개선 필요
.
#. 결국 새로운 금형 소재가 필요하게 되고 , 모든 나라에서 신소재 연구가 진행 중이다 .
-. 문헌에 올라온 一例를 소개 한다 .
△. 개선된 ‘신소재’는 탄화물 제거 , 경도는 SKD11 과 같이 HRC 60 .
개발된 신소재와 SKD11 조직
신소재 SKD11
입자 큰 탄화
믈
적
음
많
음
97.
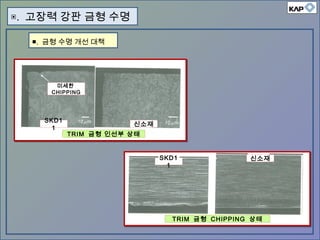
▣. 고장력 강판금형 수명
■. 금형 수명 개선 대책
TRIM 금형 CHIPPING 상태
SKD1
1
신소재
TRIM 금형 인선부 상태
SKD1
1
신소재
미세한
CHIPPING
98.
▣. 금형 교환시간 단축 (QDC)
■. QDC ( QUICK DIE CHANGE )
▣. 프레스 생산성 향상
☞. 비가동 시간 단축 생산 가동
▣. 비가동 시간의 50% 이상
☞. 금형 교환 시간
▣. 금형 교환 시간 단축 필요
☞. QDC 금형 표준화
99.
금형 교환 시간단축을 위한 금형 표준화 항목
▣. QDC 를 위한 금형 표준화
◈ 금형 교환 시간 단축을 위해서 “금형 표준화”대상 .
◎ 상 , 하 금형 CLAMPING 위치 표준화
-. 각 설비 별 CLAMP “U”SLOT 중 적정 위치를 선정하여 사용 할
CLAMP 위치를 표준화 한다 . < AUTO CLAMP 시에는 STROKE 도 결정 >
-. 금형 CLAMP 방법과 금형의 CLAMP 면의 조건 < 두께 , 좌면 크기 등 >
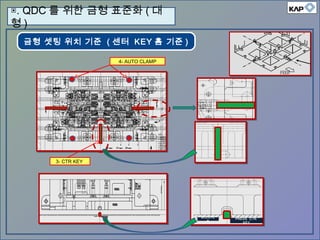
◎ 프레스와 평행하게 셋팅 할 수 있는 기준 설정
-. 프레스에 금형이 항상 일정하게 셋팅 할 수 있는 기준 설정 표준화 .
< 통상 , 스틸 금형은 기준핀 , 주물 금형은 센터키 활용 함 >
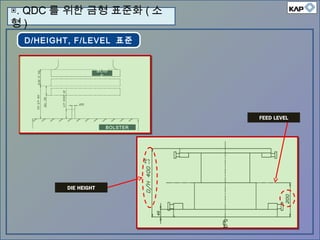
◎ 금형의 DIE HEIGHT 와 FEED LEVEL 의 표준화
◎ 프레스 SCRAP 취출 방법 - < 취출 방향 , SCRAP 최대 크기 >
100.
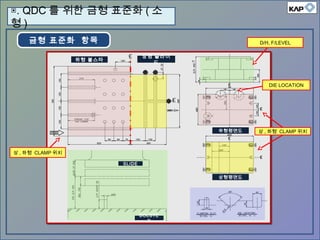
금형 표준화 항목
하형평면도
하형볼스타
상형 슬라이
드
상형평면도
SLIDE
BOLSTE
R
상 , 하형 CLAMP 위치
상 , 하형 CLAMP 위치
D/H, F/LEVEL
DIE LOCATION
하형평면도
▣. QDC 를 위한 금형 표준화 ( 소
형 )
101.
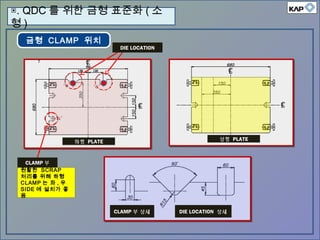
금형 CLAMP 위치
DIELOCATION
하형 PLATE 상형 PLATE
CLAMP 부 상세 DIE LOCATION 상세
CLAMP 부
원활한 SCRAP
처리를 위해 하형
CLAMP 는 좌 , 우
SIDE 에 설치가 좋
음
▣. QDC 를 위한 금형 표준화 ( 소
형 )
금형 셋팅 위치기준 ( 센터 KEY 홈 기준 )
PRESS CTR
KEY
BOLSTE
R
4- AUTO CLAMP
3- CTR KEY
▣. QDC 를 위한 금형 표준화 ( 대
형 )
104.
▣. 맺음 말
●.개인 능력의 격차에서 발생되는 문제 해결 방법 → 시스템 구축
안정적인 품질 확보는 기업 성장의 기반 .
SQ 인증 제도는 훌륭한 품질 확보 시스템 임 .
●. 인식의 전환 필요
“ 복잡하고 , 골치 아프다” → “안정 , 성장 위한 유익한 시스템”
고객사 거래를 위한 인증 심사용 (?) → 기업성장 필수
“ 오랜 연구 끝에 터득한 훌륭한 지식이라도
행 ( 行 ) 하지 않으면 공허 ( 空虛 ) 한 것이다 .” 라고 합니다 .
오늘 같이 한 시간이 삶의 보탬이 되기 위해서는
무엇 보다도 반드시 실행하는 것이 필요 합니다 .
현업에 바쁘신 중에도 참석하여 경청해 주신 모든 분 감사합니다
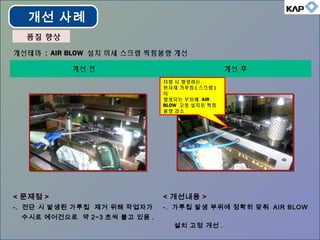
개선테마 : AIRBLOW 설치 미세 스크랩 찍힘불량 개선
개선 전 개선 후
< 문제점 >
-. 전단 시 발생된 가루칩 제거 위해 작업자가
수시로 에어건으로 약 2~3 초씩 불고 있음 .
< 개선내용 >
-. 가루칩 발생 부위에 정확히 맞춰 AIR BLOW
설치 고정 개선 .
개선 사례
품질 향상품질 향상
타발 시 발생하는
원자재 가루칩 ( 스크랩 )
이
발생되는 부위에 AIR
BLOW 고정 설치로 찍힘
불량 감소
108.
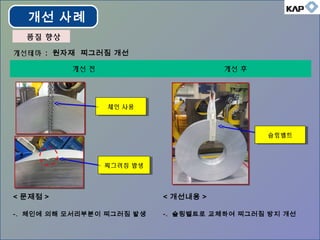
개선테마 : 원자재찌그러짐 개선
개선 전 개선 후
< 문제점 >
-. 체인에 의해 모서리부분이 찌그러짐 발생
< 개선내용 >
-. 슬링벨트로 교체하여 찌그러짐 방지 개선
체인 사용체인 사용
찌그러짐 발생찌그러짐 발생
슬링벨트슬링벨트
개선 사례
품질 향상품질 향상
109.
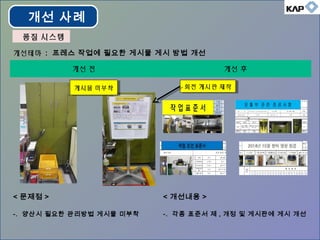
개선테마 : 프레스작업에 필요한 게시물 게시 방법 개선
개선 전 개선 후
< 문제점 >
-. 양산시 필요한 관리방법 게시물 미부착
< 개선내용 >
-. 각종 표준서 제 , 개정 및 게시판에 게시 개선
회전 게시판 제작회전 게시판 제작게시물 미부착게시물 미부착
개선 사례
품질 시스템품질 시스템
110.
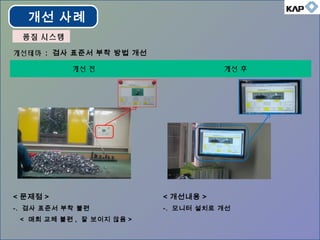
개선테마 : 검사표준서 부착 방법 개선
개선 전 개선 후
< 문제점 >
-. 검사 표준서 부착 불편
< 매회 교체 불편 , 잘 보이지 않음 >
< 개선내용 >
-. 모니터 설치로 개선
개선 사례
품질 시스템품질 시스템
111.
개선테마 : 원자재선입 , 선출 관리 방법 개선
개선 전 개선 후
< 문제점 >
-. 원자재 선입 선출 및 실시간 재고 관리 난이
< 개선내용 >
-. 원자재 보관대 개선 및 식별표 관리 방법 개
선
-. 동일 식별표 2 장 발행 . 원자재 및 재고현황
판 부착 .
-. 실시간 재고 관리 및 선입 , 선출 관리 가능 .
색상별 TAG 를 사용하여
입 . 출고 관리 진행
개선 사례
품질 시스템품질 시스템
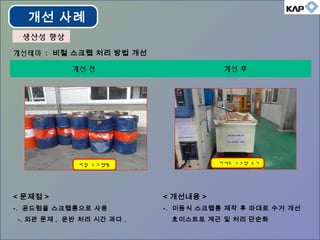
개선테마 : 비철스크랩 처리 방법 개선
개선 전 개선 후
< 문제점 >
-. 공드럼을 스크랩통으로 사용
-. 외관 문제 , 운반 처리 시간 과다 .
< 개선내용 >
-. 이동식 스크랩통 제작 후 마대로 수거 개선
호이스트로 계근 및 처리 단순화
비철 스크랩통 마대로 스크랩 수거
개선 사례
생산성 향상생산성 향상
114.
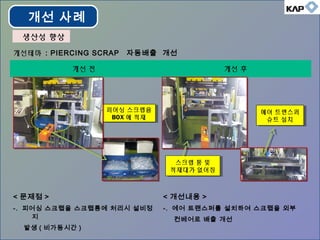
개선테마 : PIERCINGSCRAP 자동배출 개선
개선 전 개선 후
< 문제점 >
-. 피어싱 스크랩을 스크랩통에 처리시 설비정
지
발생 ( 비가동시간 )
< 개선내용 >
-. 에어 트랜스퍼를 설치하여 스크랩을 외부
컨베어로 배출 개선
피어싱 스크랩을
BOX 에 적재
피어싱 스크랩을
BOX 에 적재
에어 트랜스퍼
슈트 설치
에어 트랜스퍼
슈트 설치
스크랩 통 및
적재대가 없어짐
스크랩 통 및
적재대가 없어짐
개선 사례
생산성 향상생산성 향상
115.
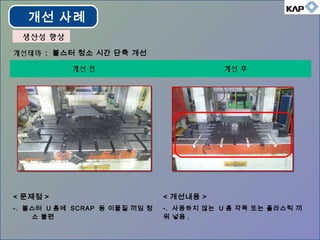
개선테마 : 볼스터청소 시간 단축 개선
개선 전 개선 후
< 문제점 >
-. 볼스터 U 홈에 SCRAP 등 이물질 끼임 청
소 불편
< 개선내용 >
-. 사용하지 않는 U 홈 각목 또는 플라스틱 끼
워 넣음 .
개선 사례
생산성 향상생산성 향상
116.
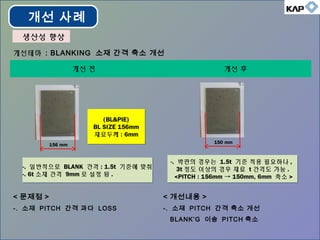
개선테마 : BLANKING소재 간격 축소 개선
개선 전 개선 후
< 문제점 >
-. 소재 PITCH 간격 과다 LOSS
< 개선내용 >
-. 소재 PITCH 간격 축소 개선
BLANK’G 이송 PITCH 축소
(BL&PIE)
BL SIZE 156mm
재료두께 : 6mm
(BL&PIE)
BL SIZE 156mm
재료두께 : 6mm
156 mm
-. 일반적으로 BLANK 간격 : 1.5t 기준에 맞춰
-. 6t 소재 간격 9mm 로 설정 됨 .
-. 일반적으로 BLANK 간격 : 1.5t 기준에 맞춰
-. 6t 소재 간격 9mm 로 설정 됨 .
-. 박판의 경우는 1.5t 기준 적용 필요하나 ,
3t 정도 이상의 경우 재료 t 간격도 가능 .
<PITCH : 156mm → 150mm, 6mm 축소 >
-. 박판의 경우는 1.5t 기준 적용 필요하나 ,
3t 정도 이상의 경우 재료 t 간격도 가능 .
<PITCH : 156mm → 150mm, 6mm 축소 >
150 mm
개선 사례
생산성 향상생산성 향상
117.
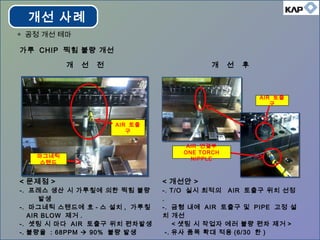
가루 CHIP 찍힘불량 개선
개 선 전 개 선 후
< 문제점 >
-. 프레스 생산 시 가루칲에 의한 찍힘 불량
발생
-. 마그네틱 스탠드에 호 - 스 설치 , 가루칲
AIR BLOW 제거 .
-. 셋팅 시 마다 AIR 토출구 위치 편차발생
-. 불량율 : 68PPM 90% 불량 발생
< 개선안 >
-. T/O 실시 최적의 AIR 토출구 위치 선정
.
-. 금형 내에 AIR 토출구 및 PIPE 고정 설
치 개선
< 샛팅 시 작업자 에러 불량 편차 제거 >
-. 유사 품목 확대 적용 (6/30 한 )
◈ 공정 개선 테마
AIR 토출
구
마그네틱
스탠드
AIR 연결부
ONE TORCH
NIPPLE
AIR 토출
구
개선 사례
118.
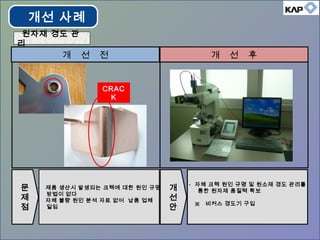
문
제
점
원자재 경도 관
리
개선 전 개 선 후
- 제품 생산시 발생되는 크렉에 대한 원인 규명
방법이 없다
- 자체 불량 원인 분석 자료 없어 납품 업체
일임
개
선
안
- 자체 크렉 원인 규명 및 원소재 경도 관리를
통한 원자재 품질력 확보
※ 비커스 경도기 구입
CRAC
K
개선 사례
































![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831084711-thumbnail.jpg?width=640&height=640&fit=bounds)























![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831041351-thumbnail.jpg?width=640&height=640&fit=bounds)














