Downloaded 64 times















![HIPAP 8: HAZOP Guidelines (Consultation Draft) | July 2008
11 | Department of Planning
immediately outside the analysis area and the consequence of the failure on the
plant/process section being analysed.
2.6.3 Other
An expanded approach put forward by Pitblado (et al ) [1989]) is to conduct a multi-
tiered HAZOP Study in which the conventional HAZOP forms only the first tier. A
computer systems HAZOP (CHAZOP) becomes the next stage, A 'Human Factors'
HAZOP is the third and final stage. Different guide words are utilised at each tier.
There is every reason to believe that, with appropriately modified guide words, the
HAZOP technique can be applied to situations which are not strictly process ones.
Even if a strictly disciplined technique were not employed, a searching study of
materials handling and warehousing and even of mining operations would benefit from
the group study approach.](https://image.slidesharecdn.com/4-hazopsuplimentrystudy-160416204221/85/Hazop-suplimentry-study-17-320.jpg)










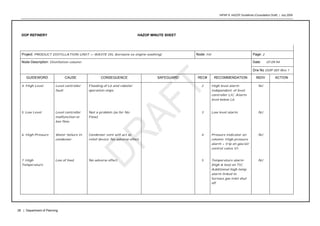
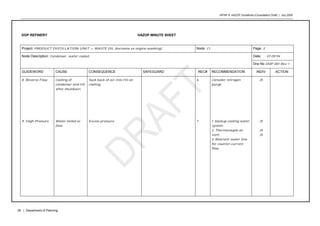
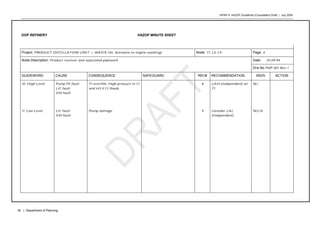
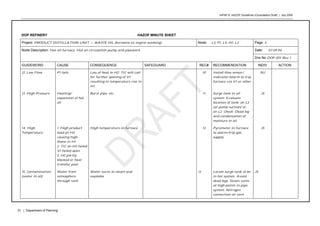


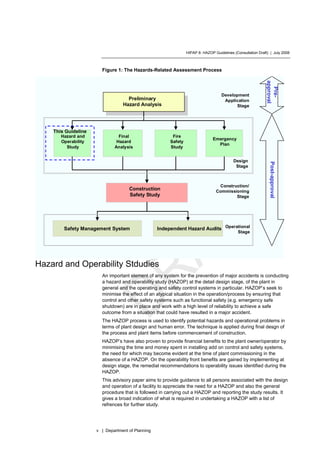
This document provides guidelines for conducting a Hazard and Operability Study (HAZOP) which is part of New South Wales' integrated risk assessment process for hazardous developments. A HAZOP systematically examines a facility's design and operation to identify potential hazards and issues. Section 2 outlines the HAZOP methodology which involves a team using "guide words" to evaluate each part of a facility. Section 3 describes the requirements for reporting the study results. The report documents any design or procedural changes resulting from the HAZOP.


































































































