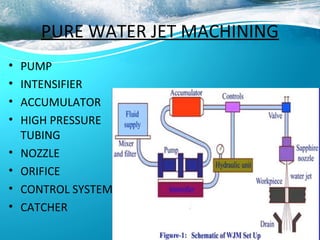
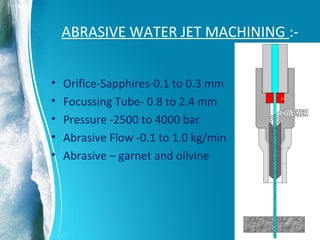
Water jet cutting uses high-pressure water or water mixed with abrasive material to cut through materials. There are two types: pure water jet cutting uses only high-pressure water and can cut softer materials like wood, concrete, and glass. Abrasive water jet mixing uses garnet or olivine abrasives to cut harder materials like metals and composites. Water jet cutting has advantages like being able to cut any material, producing no heat-affected zones or sparks, and leaving smooth edges. However, it is not suitable for mass production due to high maintenance needs and inability to cut very thick materials.