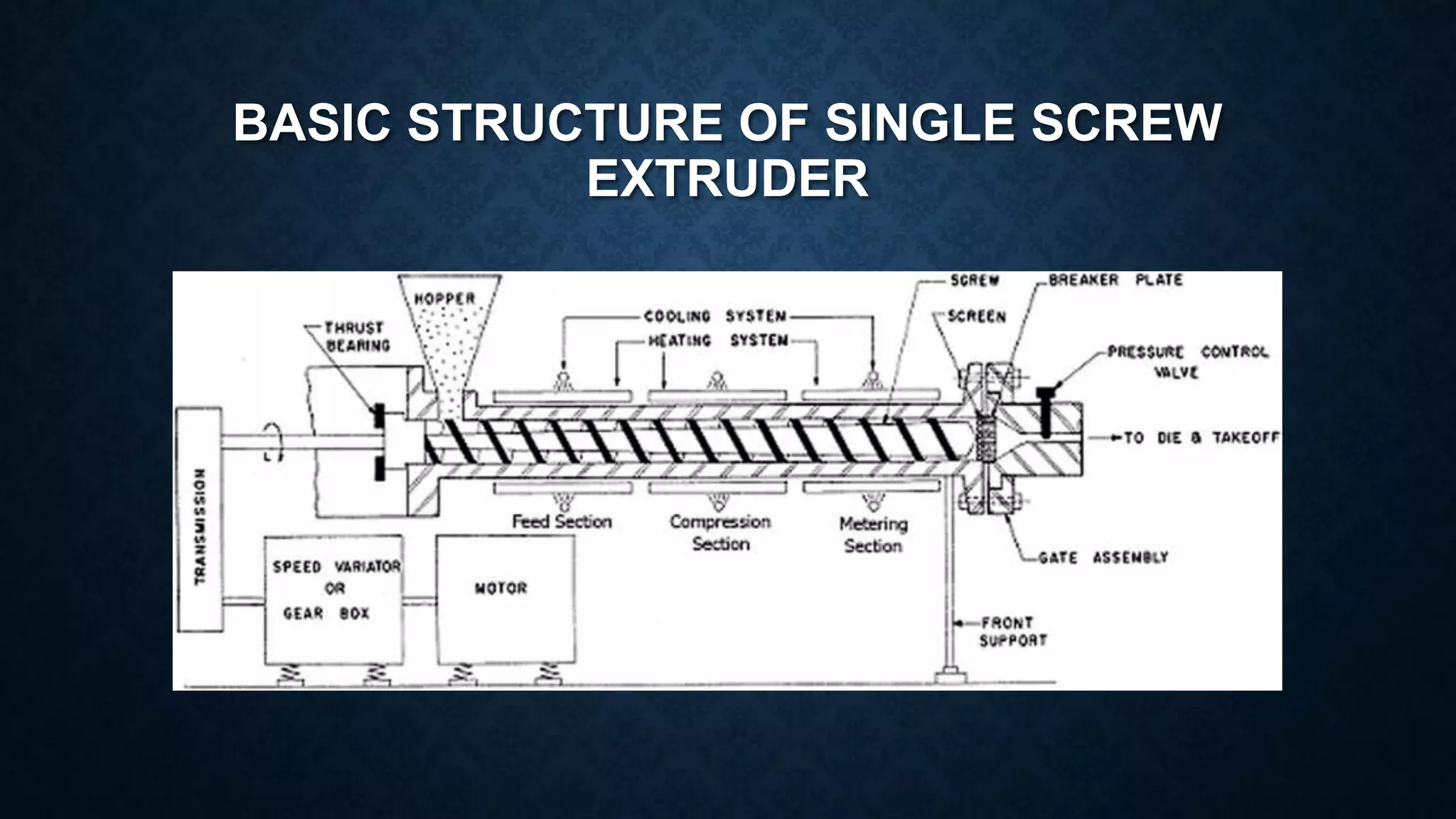
Extrusion cooking is a thermomechanical process that uses an extruder to apply heat, pressure, shear and mixing to ingredients. An extruder consists of a barrel, screw, die and other components. As ingredients are conveyed through by the screw, compression increases pressure and temperature, cooking and shaping the material before it exits through the die. Extruders can be single or twin screw, and are used for processes like drying, puffing, and texturizing of foods like snacks, cereals and pet foods. Extrusion cooking offers benefits like versatility, reduced costs, high production rates and product quality with no process effluents.

















































![Extrusion[5101] (1)](https://cdn.slidesharecdn.com/ss_thumbnails/extrusion51011-181125050645-thumbnail.jpg?width=640&height=640&fit=bounds)




















