
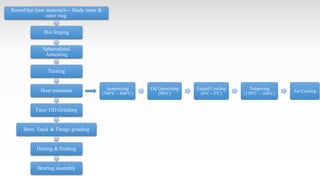

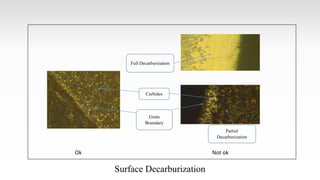
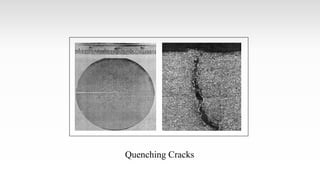

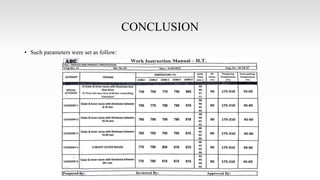

The document discusses heat treatment defects that can occur in bearing steels. It describes the common heat treatment processes used for bearings, including spheroidized annealing, quenching, tempering, and induction hardening. Potential heat treatment defects are outlined, such as surface decarburization, quenching cracks, soft spots, and microstructural defects. Remedial measures are provided to address issues like heat treatment deformation, ovality, decarburization, and quenching cracks through process control and design modifications. The document references heat treatment standards and concludes that setting suitable process parameters can decrease defects and improve bearing performance.























































































