Downloaded 485 times
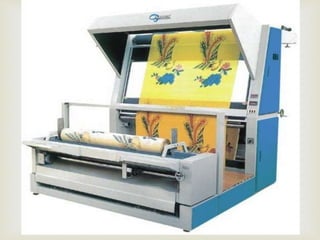
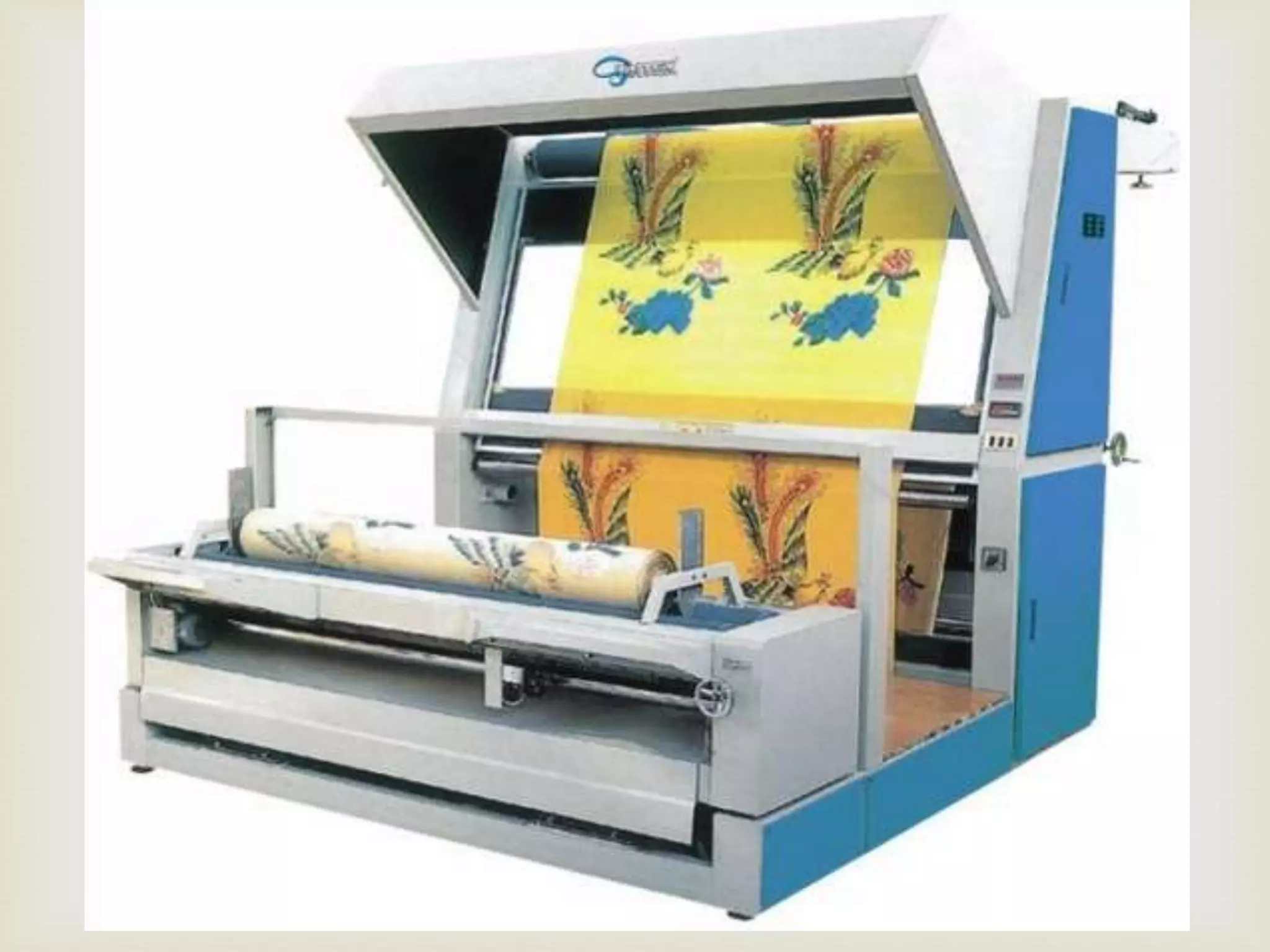

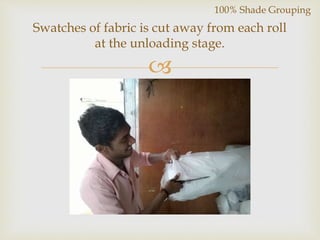
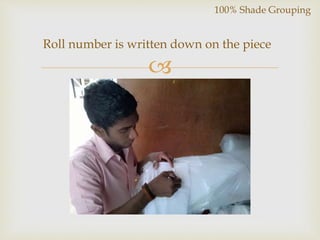
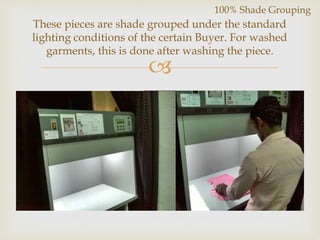
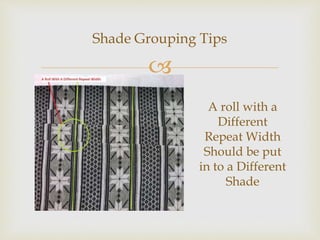
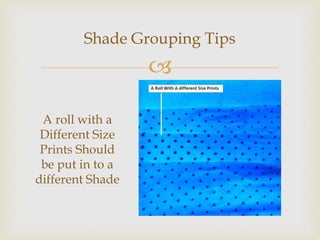
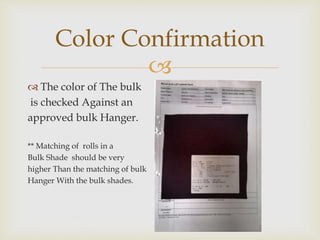
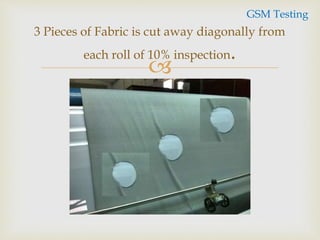
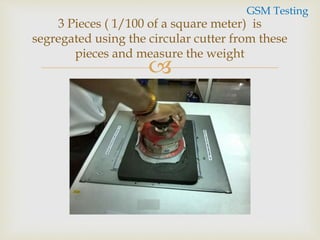
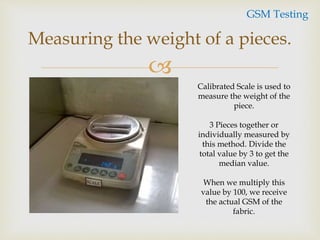
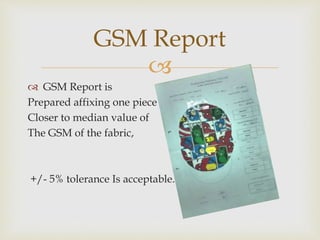

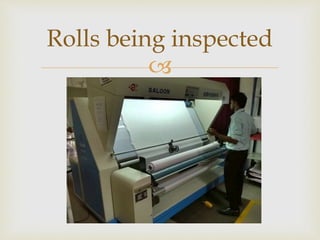


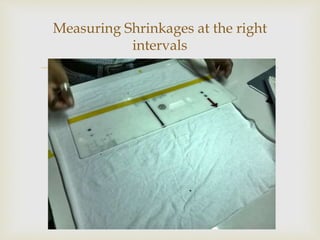

Fabric inspections and testing are conducted on incoming fabric rolls. Key steps include 100% shade grouping to categorize fabric colors, color confirmation against approved samples, GSM testing on sample cuts to measure fabric weight, and inspection of 10% of fabrics for defects. Testing also measures shrinkages over time and ensures fabrics meet standards before cutting begins.















































































