Downloaded 13 times


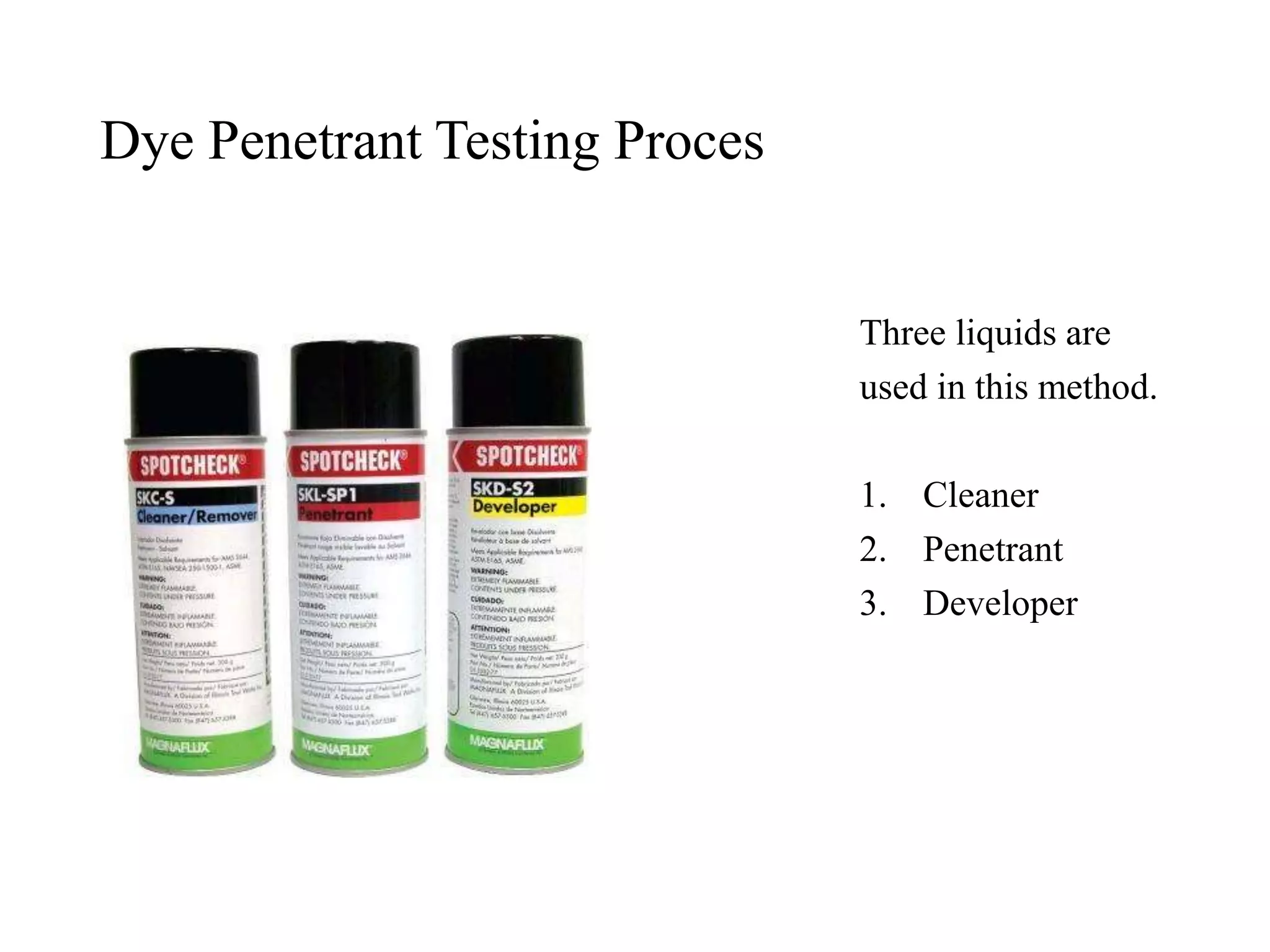
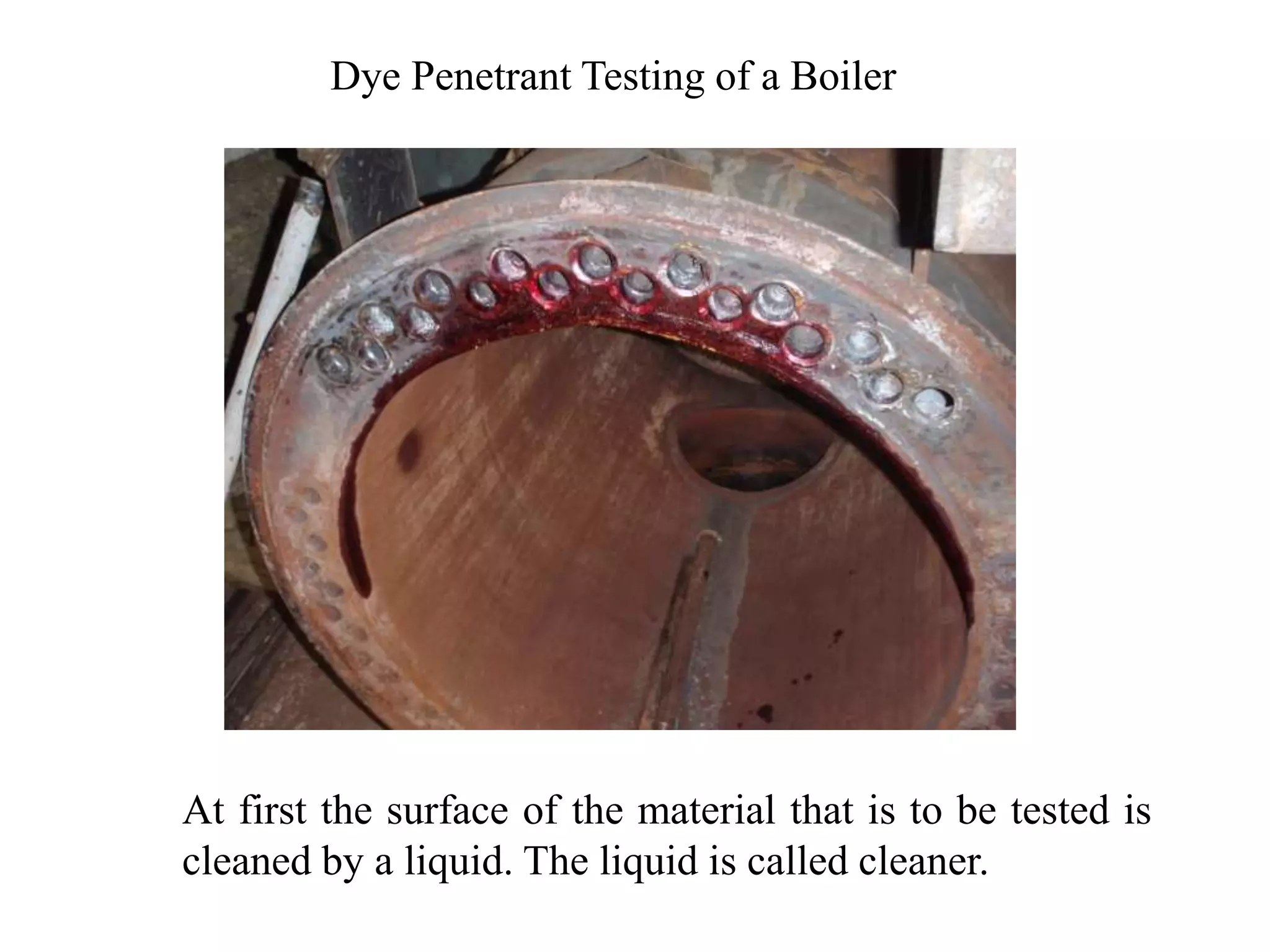





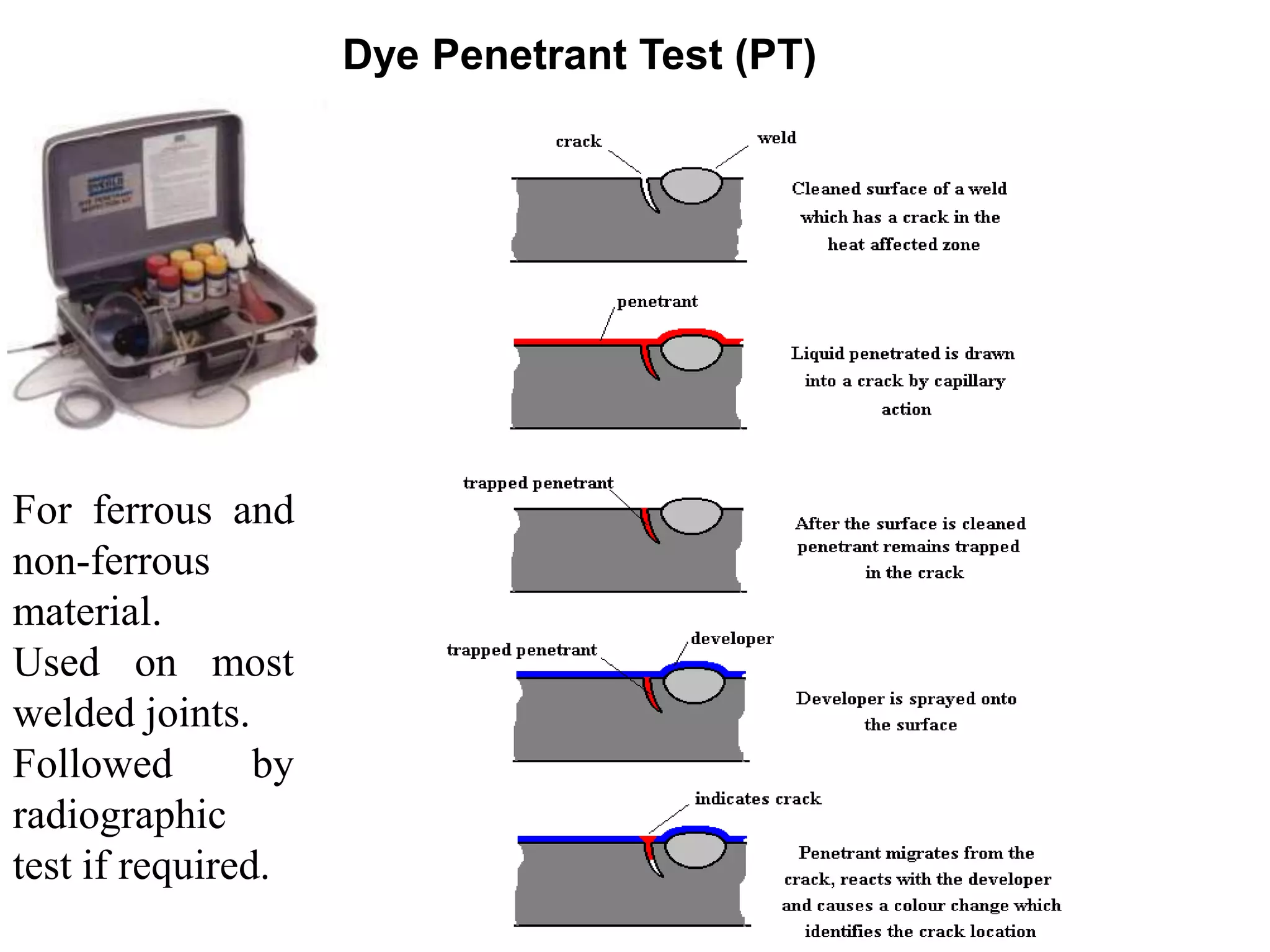
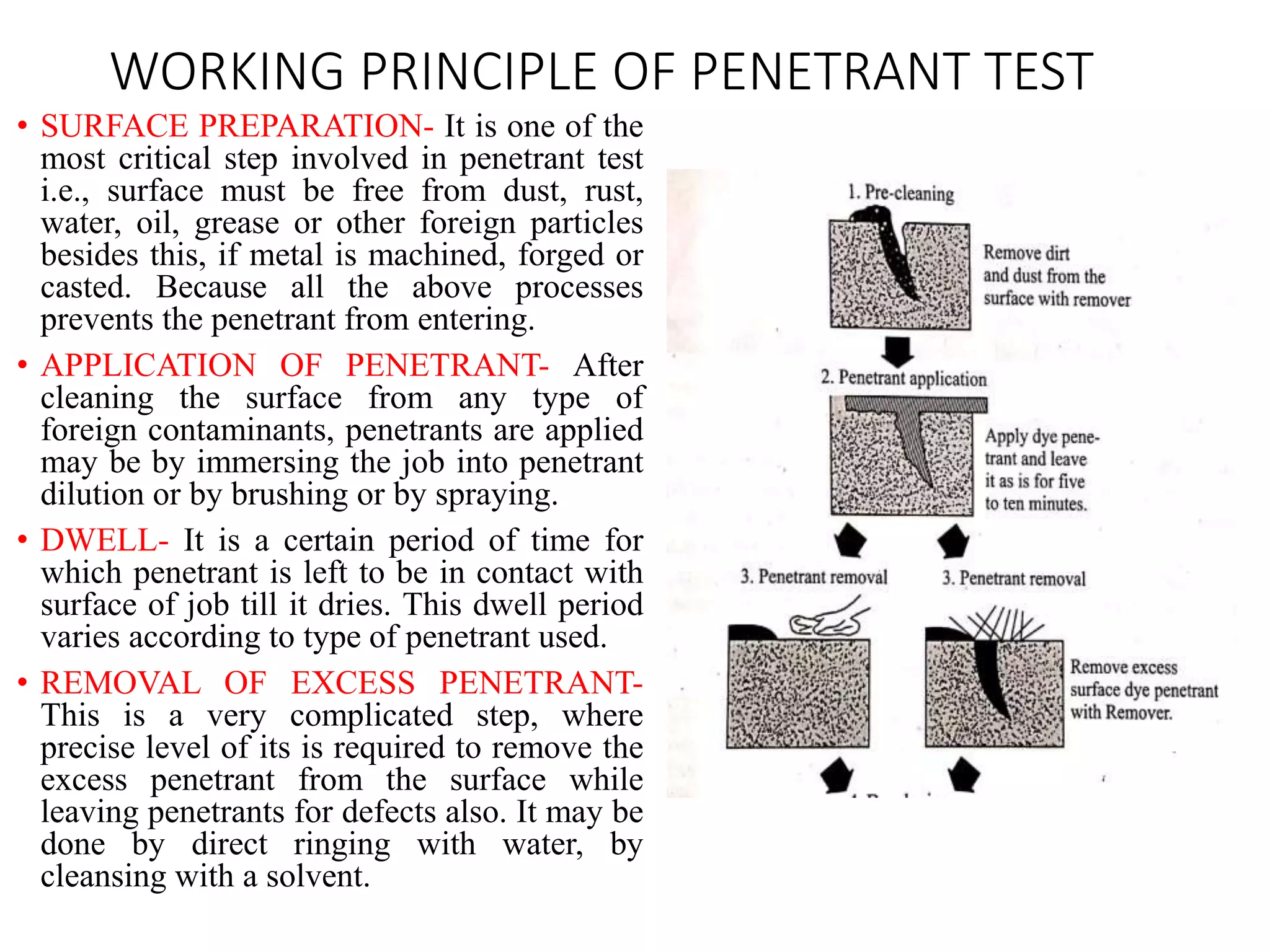
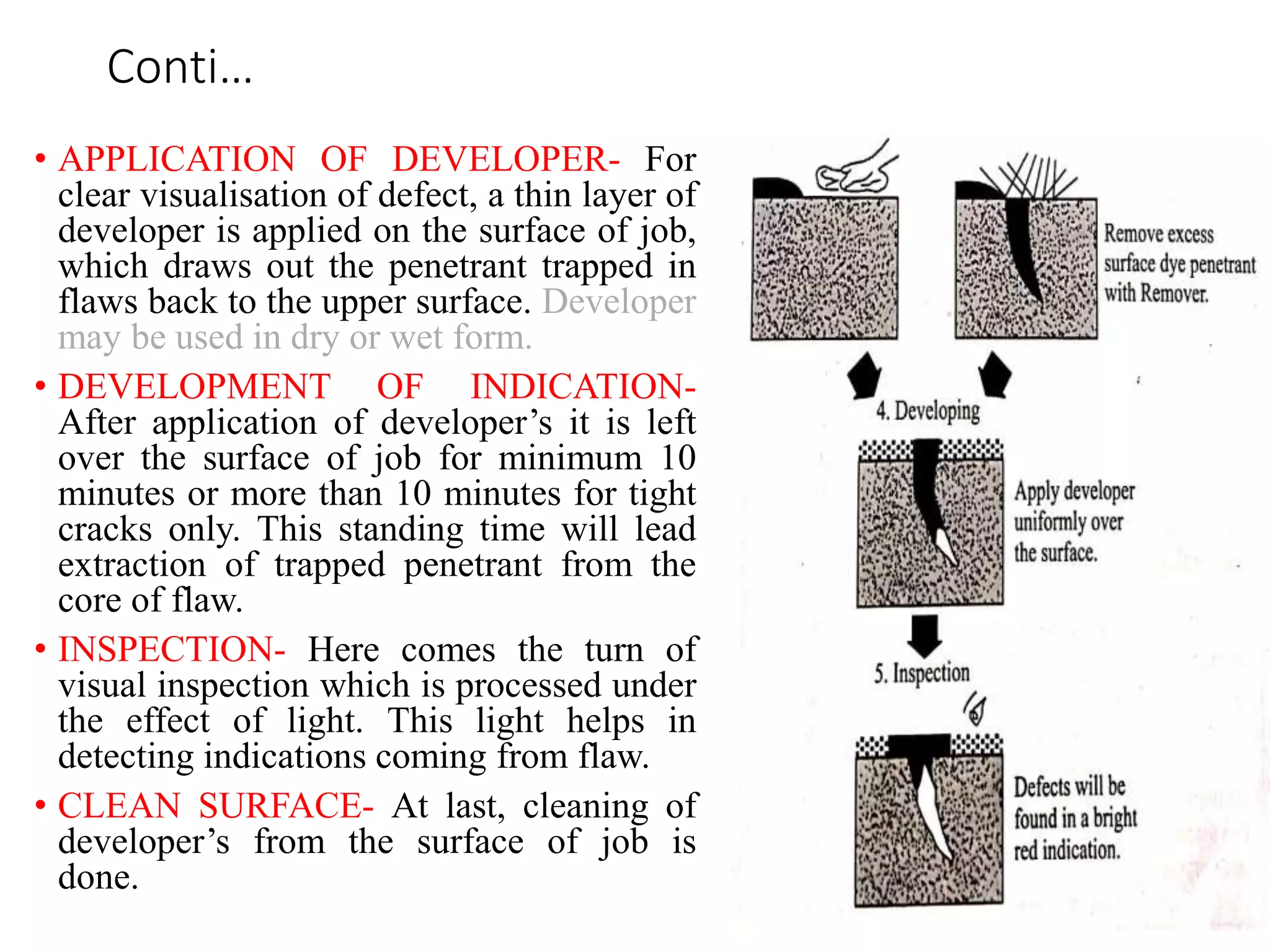
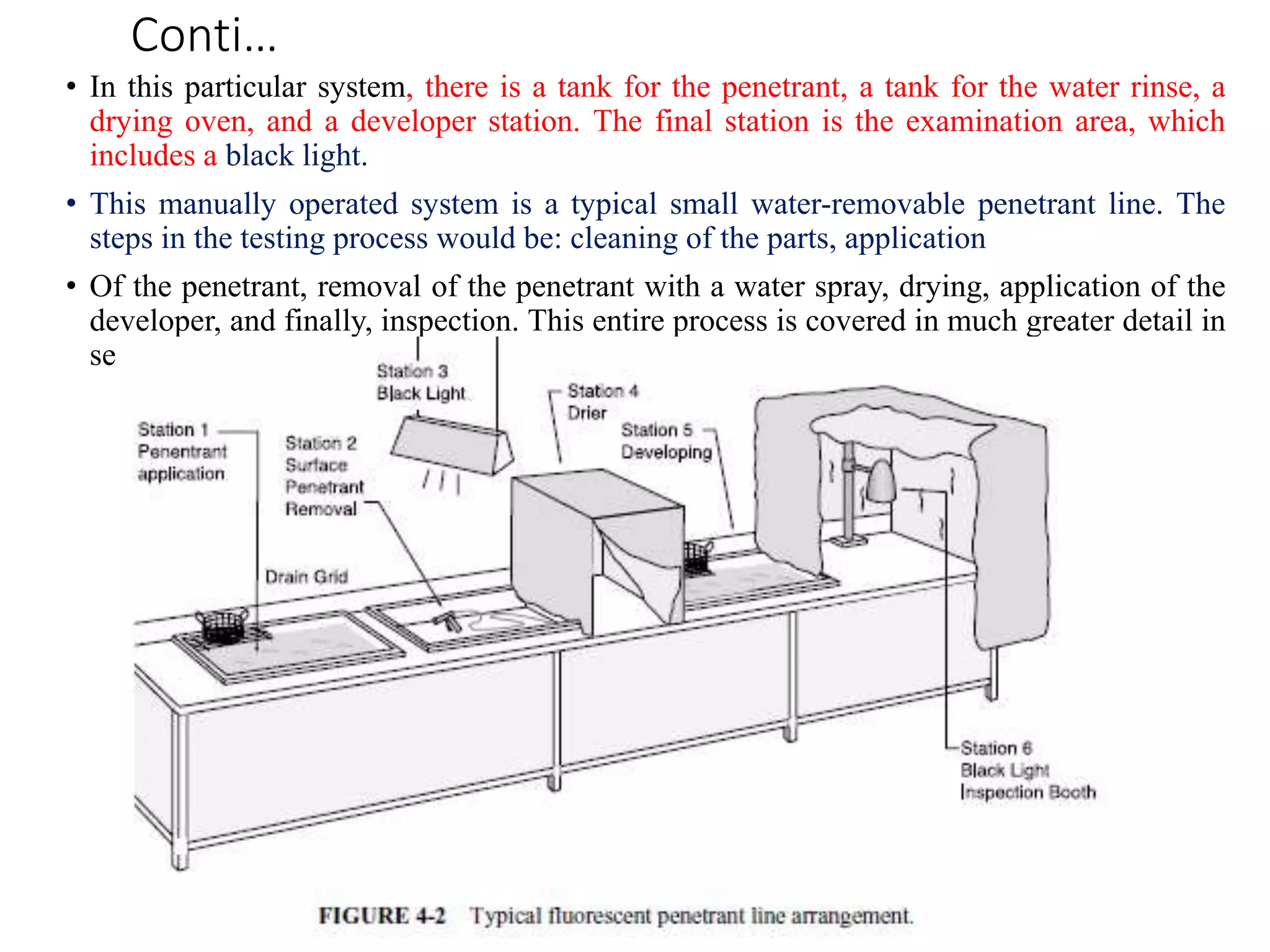







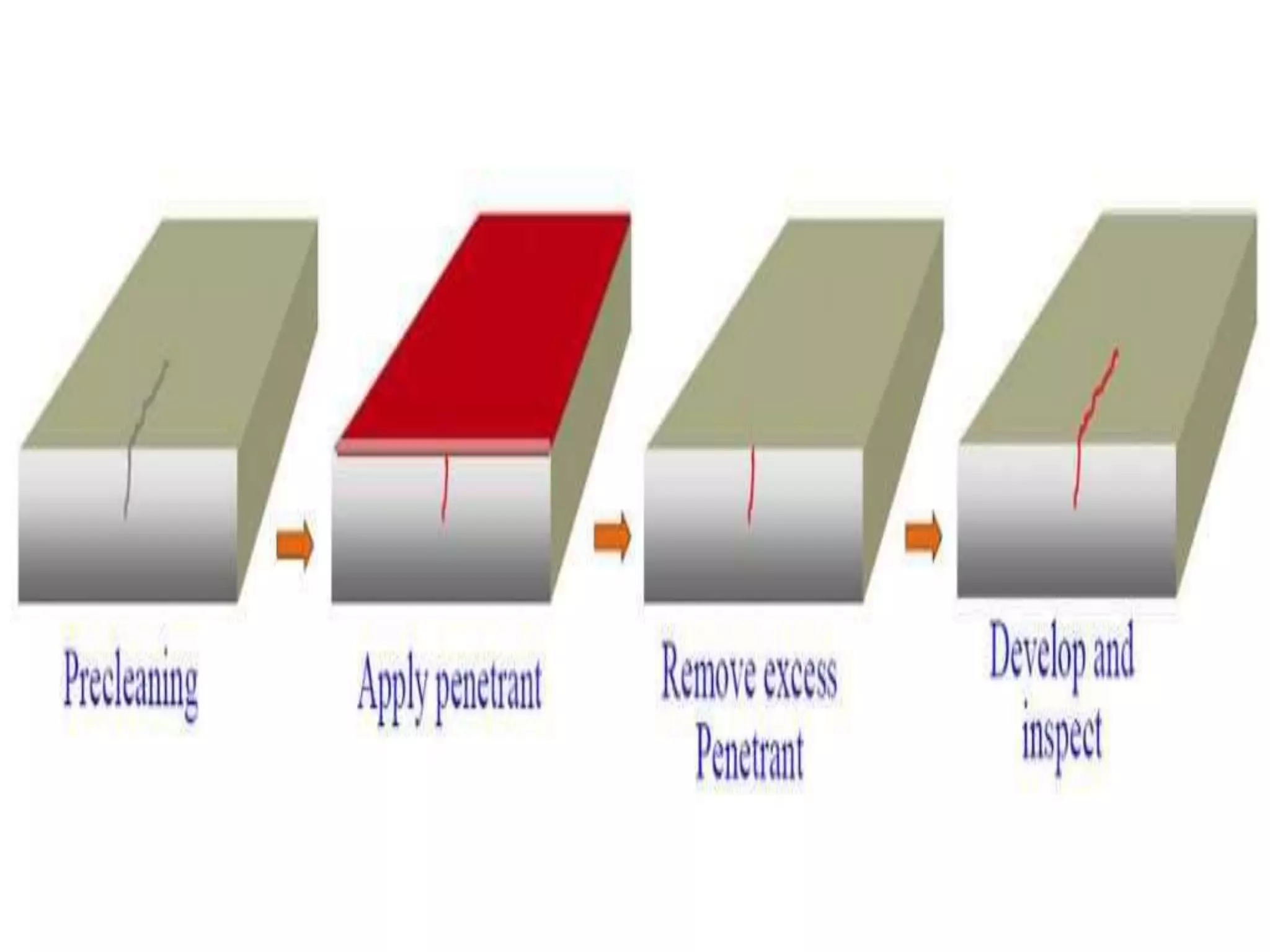





Dye penetrant testing is a non-destructive testing method used to detect surface-breaking defects in materials. It involves applying a penetrant that seeps into defects, removing excess penetrant, and applying a developer that draws the penetrant out of defects to the surface where it is visible. The document discusses the dye penetrant testing process, materials used including penetrants, developers and their classifications, as well as the principles, equipment, advantages, limitations and safety precautions of the method.












































































