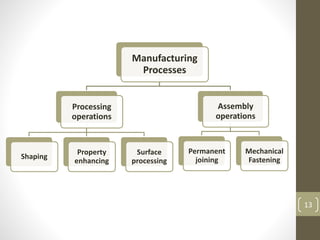
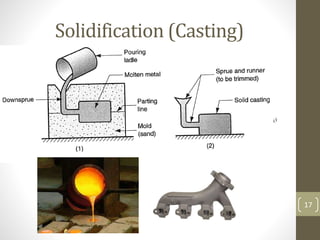
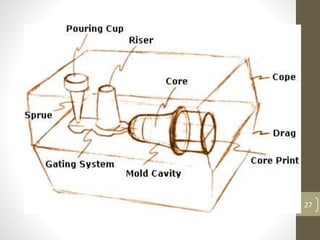
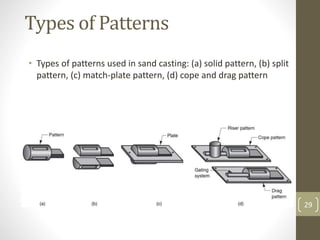
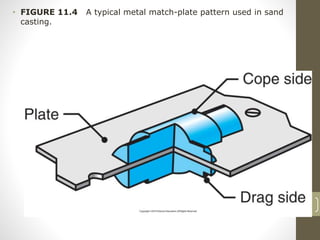
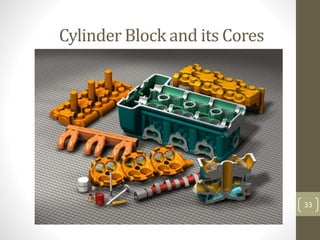
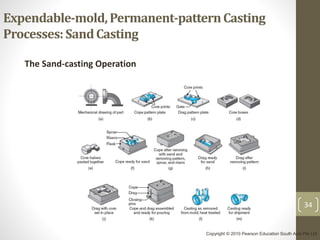
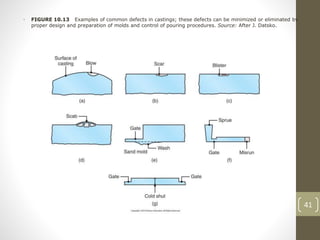
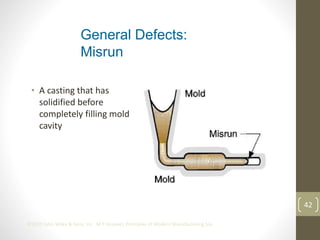
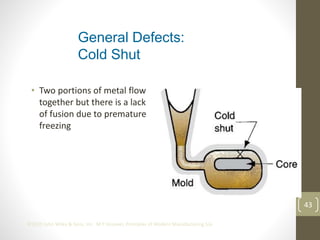
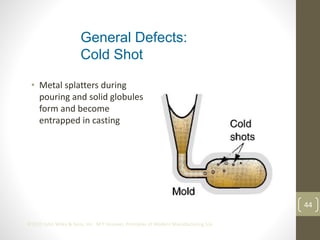
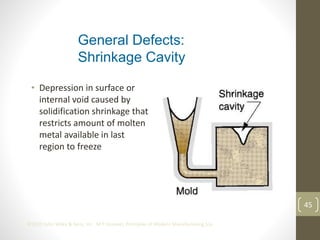
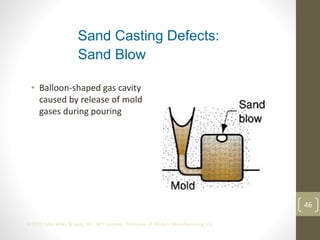
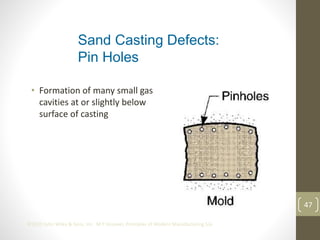
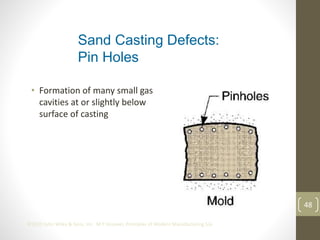
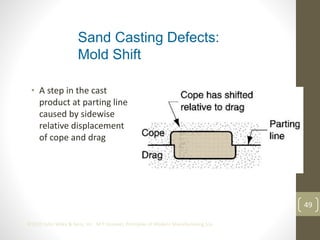
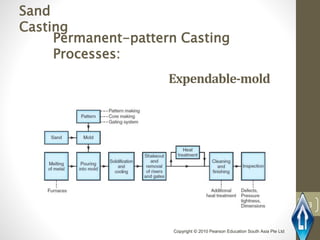
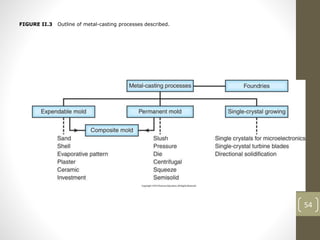
This document discusses primary and secondary manufacturing processes and distinguishes between them. It focuses on sand casting as a primary manufacturing process. Sand casting involves pouring molten metal into a sand mold cavity. The mold is formed by packing sand around a pattern and then removing the pattern, leaving a cavity in the shape of the desired part. The document describes the key elements of sand casting, including the pattern, cores, sand, gating and riser systems. It also discusses common casting defects and the steps in the sand casting process.





















































![Chaer_view[1].pptjfggggggggggggggggggkkkk](https://cdn.slidesharecdn.com/ss_thumbnails/chapteronemfgoverview1-231220141532-3da93097-thumbnail.jpg?width=640&height=640&fit=bounds)









































