Introduction
2
Almost everyproduct we use is produced using some type of
manufacturing process.
Most of the food we eat is processed. We watch television on
a set that was manufactured.
Likewise, the vehicle we drive is the product of processing
actions.
The books and magazines we read
CDs that bring us music were all manufactured
3.
Definition
3
• Manufacturing isthe application of physical and chemical
processes to alter the geometry, properties, and appearance of a
starting material to make parts or products for a given
application
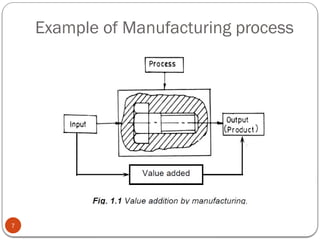
• Production or manufacturing can be simply defined as value
addition processes by which raw materials of low utility and
value due to its inadequate material properties and poor or
irregular size, shape and finish are converted into high utility
and valued products with definite dimensions, forms and finish
imparting some functional ability
5
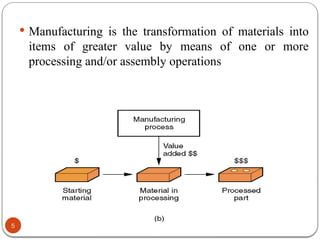
Manufacturing isthe transformation of materials into
items of greater value by means of one or more
processing and/or assembly operations
6.
Example
6
A lump ofmild steel of irregular shape, dimensions and
surface, which had almost no use and value, has been
converted into a useful and valuable product like bolt by a
manufacturing process which imparted suitable features,
dimensional accuracy and surface finish, required for
fulfilling some functional requirements.
Classification of manufacturingprocess
8
Manufacturing process can be classified into five groups They are
Shaping Process
Machining process
Joining process
Finishing Process
Property Changing process
9.
SHAPING PROCESS
9
Shaping isthe process in which the shape and size of the material is
changed without the removal of materials.
Common processes under shaping are
Casting
Forging
Rolling
Extruding
Drawing ….
10.
Machining Process
10
Machiningprocess are those processes in which shape and size
of the work piece is changed by removing the material from
unwanted portions of the same
This process is carried out after shaping process
This also requires machines and cutting tools for material removal
Common processes coming under machining are
Surfacing
Turning
Shaping
Drilling
Grinding
Milling …..
11.
Joining process
11
In joiningprocess two or more parts are joined together.
Different joining processes are
Welding
Brazing
Soldering
Bolting
Riveting
Shrink fitting
12.
Finishing process
12
Finishingprocesses are those processes by which the
required surface finish or protective coating is provided to
the part.
It is not considered as material removing process even
though small removal may take place during the operation
Some of the finishing processes are
Honing
Lapping
Electroplating
Galvanizing…
13.
Property Changing
13
The processesare those processes by which certain properties of
the part is changed to make it suitable for a particular application
Certain processes coming under this category are
Annealing
Normalizing
Hardening
Tempering etc
14.
Selection of manufacturingprocesses
14
A specific manufacturing process is selected by the
following criteria,
Type and nature of the work piece
Expected quality and quantity of components
Cost of production
15.
15
MOLDING AND CASTING
ReferenceBooks
Production Technology By R.K Jain
Production Technology By O.P Khanna
Basic Mechanical Engg by Benjamin
16.
CASTING
16
Metal Castingis one of the oldest materials shaping methods
known.
Casting means pouring molten metal into a mold with a
cavity of the shape to be made, and allowing it to solidify.
When solidified, the desired metal object is taken out from
the mold either by breaking the mold or taking the mold
apart.
The solidified object is called the casting
By this process, intricate parts can be given strength and
rigidity frequently not obtainable by any other
manufacturing process.
17.
Cont…
17
The mold,into which the metal is poured, is made of
some heat resisting material.
Sand is most often used as it resists the high temperature
of the molten metal.
Permanent molds of metal can also be used to cast
products.
18.
18
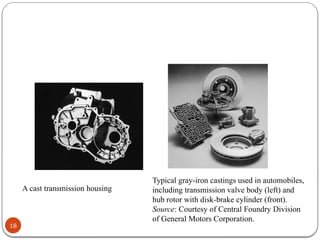
A cast transmissionhousing
Typical gray-iron castings used in automobiles,
including transmission valve body (left) and
hub rotor with disk-brake cylinder (front).
Source: Courtesy of Central Foundry Division
of General Motors Corporation.
19.
Advantages Of Casting
19
Molten material can flow into very small sections so that intricate
shapes can be made by this process. As a result, many other operations,
such as machining, forging, and welding, can be minimized or
eliminated
It is possible to cast practically any material that is ferrous or non-
ferrous.
As the metal can be placed exactly where it is required, large saving in
weight can be achieved.
The necessary tools required for casting molds are very simple and
inexpensive. As a result, for production of a small lot, it is the
ideal process.
There are certain parts made from metals and alloys that can only be
processed this way.
Size and weight of the product is not a limitation for the casting
process.
20.
Limitations
20
Dimensional accuracyand surface finish of the castings made
by sand casting processes are a limitation to this technique.
Many new casting processes have been developed which can
take into consideration the aspects of dimensional accuracy
and surface finish.
Some of these processes are die casting process, investment
casting process, vacuum-sealed molding process, and shell
molding process.
The metal casting process is a labor intensive process
21.
CASTING TERMS
21
1. Flask:
A metal or wood frame, without fixed top or bottom, in
which the mold is formed.
Depending upon the position of the flask in the molding
structure, it is referred to by various names such as
Drag: lower molding flask
Cope: upper molding flask,
Cheek: Intermediate molding flask used in
three piece molding.
22.
22
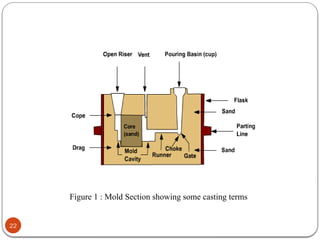
Figure 1 :Mold Section showing some casting terms
24
Pattern: Itis the replica of the final object to be made. The
mold cavity is made with the help of pattern.
Parting line: This is the dividing line between the two
molding flasks that makes up the mold.
Molding sand: Sand, which binds strongly without losing
its permeability to air or gases. It is a mixture of silica
sand, clay, and moisture in appropriate proportions.
Facing sand: The small amount of carbonaceous material
sprinkled on the inner surface of the mold cavity to give a
better surface finish to the castings.
25.
25
Core: Aseparate part of the mold, made of sand and generally baked,
which is used to create openings and various shaped cavities in the
castings.
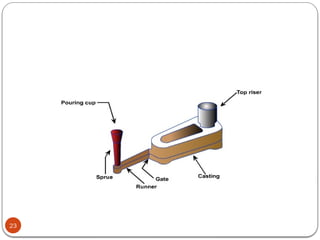
Pouring basin: A small funnel shaped cavity at the top of the mold
into which the molten metal is poured.
Sprue: The passage through which the molten metal, from the
pouring basin, reaches the mold cavity. In many cases it controls the
flow of metal into the mold.
Runner: The channel through which the molten metal is carried from
the sprue to the gate.
Gate: A channel through which the molten metal enters the mold
cavity.
26.
26
Chaplets: Chapletsare used to support the cores inside
the mold cavity to take care of its own weight and
overcome the metallostatic force.
Riser: A column of molten metal placed in the mold to
feed the castings as it shrinks and solidifies. Also known
as feed head. (open riser and blind riser)
Vent: Small opening in the mold to facilitate escape of air
and gases.
28
Properties of Moldingsand
Flowability
Ability of the molding sand to get compacted to a uniform density
Green strength
It is the strength of the sand in moist condition
Dry strength
It is the strength of the sand in dry condition
Permeability
It is the ability of the molding sand to allow the passage of mold gases through them. Mold gases
are formed by the reaction between the molten metal with the binders or moisture
Refractoriness
It is the ability of the materials to resist high temperature
Adhesiveness
Ability of the sand to stick on to the mould walls
Collapsibility
It is the ability of the sand to collapse after the solidification process
29.
29
Fineness
It isthe ability of the sand to produce the smooth
surfaced castings
Coefficient of expansion
A good molding sand should have good coefficient of
expansion
Durability
It is the ability of the sand to be used again and again
32
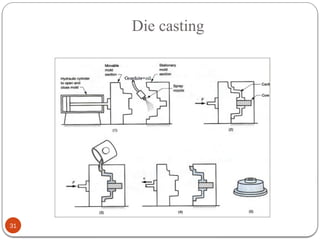
Permanent mold Casting
Permanentcasting make use of a mold which can be used again and
again.
It is classified into
Gravity Die casting
Low and High Pressure Die Casting
Gravity Die casting
Here molten metal is poured into mold under gravity.
No external pressure is applied to force the liquid metal in to
the mould cavity.
Permanent molds are made up of dense, fine grained heat
resistant cast iron.
These molds are called dies ,which can be designed to produce
complex shape with a high degree of accuracy and repeatability.
33.
33
One halfremains stationary and is called stationery die
Other half is movable and it is called movable die.
Ejector pins are used for ejecting out the casting from the
die
Clamps are used for clamping the dies together
After solidification the clamps and the core are removed
and the movable half of the die is slided backwards over
the ejector pins are advanced beyond the movable die to
detach the casting from the die
34.
34
Pressure Die casting
In pressure die casting the molten metal is forced in to the mold
cavity under pressure
The pressure varies from 70 to 5000 Kg/cm2
and is sustained
while the casting solidifies.
It is used for producing casting having intricate shapes
Steps in pressure die casting
Closing the two halves of the die
Holding the 2 halves of the die firmly together during pouring and
solidification
Forcing the molten metal into the die
Opening the two halves of the die
Ejecting the casting
35.
35
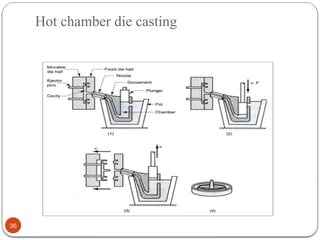
There are twotypes of molten metal injection mechanisms
Hot Chamber process
Cold chamber process
Hot chamber process
In hot chamber process a pool of molten metal is
maintained in a metal pot.
Molten metal fills the cylindrical portions and the curved
passage ways of the cast iron gooseneck
Plunger is in raised position initially
During the operation plunger is lowered forcing the molten
metal into the closed die
Pressure applied to the molten metal is in the order of 30 to
45 Kg/cm2
37
When themolten metal solidifies the movable die opens
The casting stays in the die part equipped with the ejectors
The hot chamber process is used for metals with low melting
points and high fluidity Eg Zinc,Tn,lead
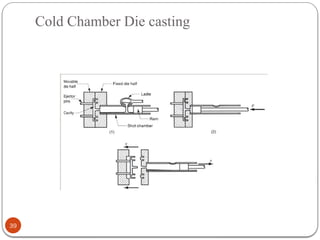
Cold Chamber process
Cold chamber machine consists of a pressure chamber of
cylindrical shape with a piston operated by the hydraulic
pressure
Molten metal is brought in a ladle and is poured in to the cold
chamber after the die is closed
Ram forces the molten metal in to the die
38.
38
The pressureexerted is in the range of 200 to 2000
Kg/cm2.
When the molten metal is solidified the movable die with
the ejector pins is opened and the ejector pins remove
the casting from the die.
Here the molten metal is poured in to the cold chamber
die casting is at a lower temperature compared to the hot
chamber die casting technique.
This is mainly used for metals like aluminum and copper.
40
Advantages of Diecasting
Die casting is an efficient, economical process offering a broader
range of shapes.
Die casting produces stronger parts with closer tolerances that
have greater stability and durability.
This produces parts with thinner walls closer to dimensional
limits and smoother surfaces.
Production is faster and labour cost per casting are lower.
Finishing costs are also less.
Disadvantage of Die Casting
Not applicable for high melting point metals and alloys.
Large parts cannot be cast.
Cost of Die is high.
Gases get entrapped causing defects.
41.
41
Casting Defects
Defects mayoccur due to one or more of the following
reasons:
Fault in design of casting pattern
Fault in design on mold and core
Fault in design of gating system and riser
Improper choice of molding sand
Improper metal composition
Inadequate melting temperature and rate of pouring
42.
42
Classification of CastingDefects
Surface Defects
Blow, Scar, Blister, Drop, Scab, Penetration,
Buckle
Internal Defects
Blow holes, Porosity, Pin holes, Inclusions, Dross
Visible Defects
Wash, Rat tail, Swell, Mis run, Cold shut, Hot tear,
Shrinkage/Shift
43.
43
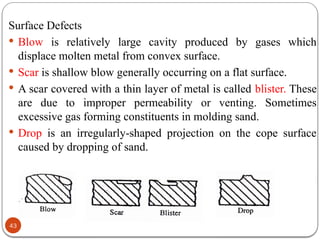
Surface Defects
Blowis relatively large cavity produced by gases which
displace molten metal from convex surface.
Scar is shallow blow generally occurring on a flat surface.
A scar covered with a thin layer of metal is called blister. These
are due to improper permeability or venting. Sometimes
excessive gas forming constituents in molding sand.
Drop is an irregularly-shaped projection on the cope surface
caused by dropping of sand.
44.
44
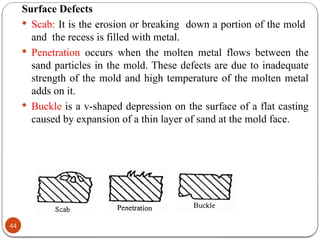
Surface Defects
Scab:It is the erosion or breaking down a portion of the mold
and the recess is filled with metal.
Penetration occurs when the molten metal flows between the
sand particles in the mold. These defects are due to inadequate
strength of the mold and high temperature of the molten metal
adds on it.
Buckle is a v-shaped depression on the surface of a flat casting
caused by expansion of a thin layer of sand at the mold face.
45.
45
Internal Defects
Theinternal defects found in the castings are mainly
due to trapped gases and dirty metal.
Gases get trapped due to hard ramming or improper
venting.
These defects also occur when excessive moisture or
excessive gas forming materials are used for mold
making.
46.
46
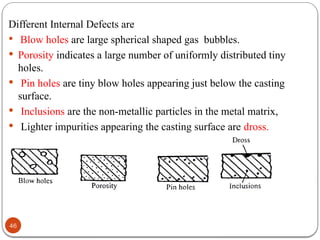
Different Internal Defectsare
Blow holes are large spherical shaped gas bubbles.
Porosity indicates a large number of uniformly distributed tiny
holes.
Pin holes are tiny blow holes appearing just below the casting
surface.
Inclusions are the non-metallic particles in the metal matrix,
Lighter impurities appearing the casting surface are dross.
47.
47
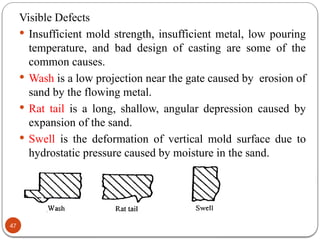
Visible Defects
Insufficientmold strength, insufficient metal, low pouring
temperature, and bad design of casting are some of the
common causes.
Wash is a low projection near the gate caused by erosion of
sand by the flowing metal.
Rat tail is a long, shallow, angular depression caused by
expansion of the sand.
Swell is the deformation of vertical mold surface due to
hydrostatic pressure caused by moisture in the sand.
48.
48
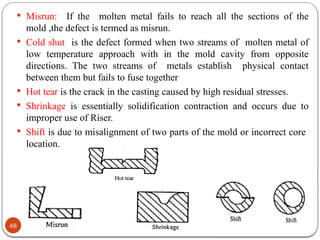
Misrun: Ifthe molten metal fails to reach all the sections of the
mold ,the defect is termed as misrun.
Cold shut is the defect formed when two streams of molten metal of
low temperature approach with in the mold cavity from opposite
directions. The two streams of metals establish physical contact
between them but fails to fuse together
Hot tear is the crack in the casting caused by high residual stresses.
Shrinkage is essentially solidification contraction and occurs due to
improper use of Riser.
Shift is due to misalignment of two parts of the mold or incorrect core
location.