
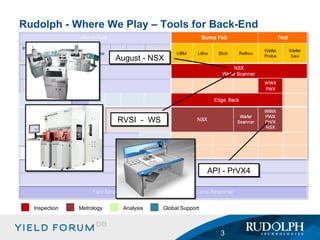


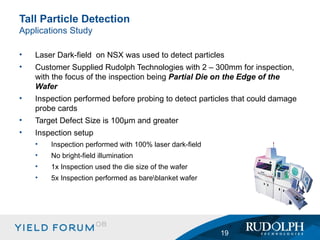
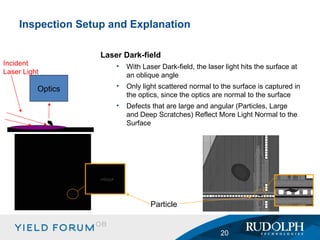
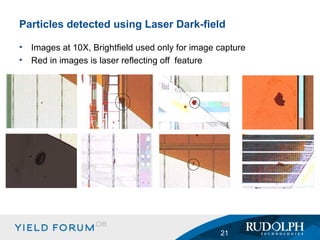

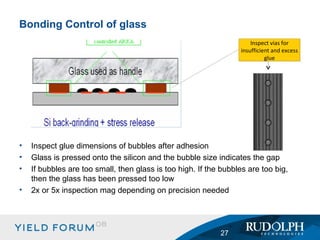
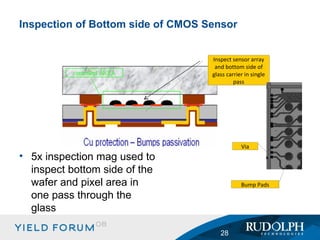
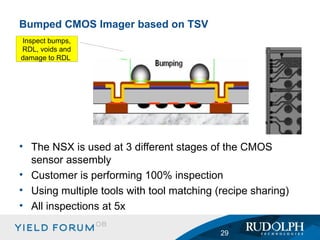


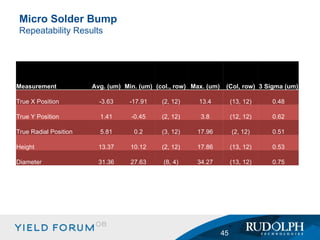


The document discusses trends in back-end semiconductor inspection for the automotive industry in 2008. It covers increasing use of inspection for zero defects programs, tool matching and correlation, tall particle detection to prevent probe card damage, inspection of CMOS sensors and TSVs, and microbump and copper pillar bump inspection. Key points emphasized are the need for inspection tools designed for tool matching, implementing golden standards, and combining 2D and 3D inspection.