
Recommended
More Related Content
What's hot
What's hot (20)
Similar to 10 synthesis of reaction separation system lec 10 homogenous separation
Similar to 10 synthesis of reaction separation system lec 10 homogenous separation (20)
More from ayimsevenfold
More from ayimsevenfold (10)
Recently uploaded
Recently uploaded (20)
10 synthesis of reaction separation system lec 10 homogenous separation
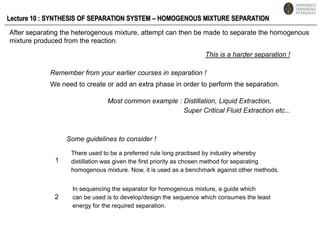
- 1. Lecture 10 : SYNTHESIS OF SEPARATION SYSTEM – HOMOGENOUS MIXTURE SEPARATION After separating the heterogenous mixture, attempt can then be made to separate the homogenous mixture produced from the reaction. This is a harder separation ! Remember from your earlier courses in separation ! We need to create or add an extra phase in order to perform the separation. Most common example : Distillation, Liquid Extraction, Super Critical Fluid Extraction etc... Some guidelines to consider ! There used to be a preferred rule long practised by industry whereby distillation was given the first priority as chosen method for separating homogenous mixture. Now, it is used as a benchmark against other methods. 1 In sequencing the separator for homogenous mixture, a guide which can be used is to develop/design the sequence which consumes the least energy for the required separation. 2
- 2. To illustrate the guidelines …. First choice ! What circumstances ? Discuss ! ABSORBER ADSORBER if cannot perform separation or economically unattractive Extraction 1 1 Liquid-Liquid Solid-Liquid DISTILLATION MEMBRANE 2 Sequence preferred should be the sequence that has highest energy efficiency. 2 HOW ? Eg. For distillation, assess the minimum vapour ffow required for the entire separation
- 3. 1 Circumstances not favouringdistillation 1. Separation of low molecular wt. materials 2. Separation of high molecular wt. heat sensitive material. 3. Separation of components with low concentration. 4. Separation of classes of components
- 4. 2 Sequencing using minimum vapour flow Use short cut method to determine minimum reflux ratio for specified separation UNDERWOOD EQUATION Comparison is based on a consistent basis : infinite no. of stages Calculate minimum vapour flow for each required separation (as specified) in every alternative sequence. Go for the sequence with the least total minimum vapour flow. DISTILLATION DISTILLATION DISTILLATION DISTILLATION DISTILLATION DISTILLATION calculate minimum vapour flow for each column ! Use theUnderwood Equation We will look at this in more detail later …
- 5. Short Cut Design Method for Distillation Column Stages of Calculation for the Short Cut Method. i. Calculation of component distribution using Hengstebeck Method. Log (di/bi) Log (di/bi) for LK di Log (di/bi) for HK bi aLLK aLK aHK aHHK Log (aij)
- 6. Stages of Calculation for the Short Cut Method. ii. Calculation of Minimum Number of Stages using Fenske Equation. Minimum No of Stages (Total Reflux) Geometric average of the relative volatility between LK to HK at the top and bottom of column. Another form of Fenske Equation
- 7. Stages of Calculation for the Short Cut Method. iii. Calculation of Minimum Reflux Ratio using Underwood Equation. The equation is used to determine the root q which is then used to solve the minimum reflux ratio equation. q – feed quality ai,j – relative volatility with reference to the heavy key j xi,F – feed composition , x i,D– Distillate composition
- 8. Stages of Calculation for the Short Cut Method. iv. Determination of Feed Location Kirkbride Equation ZH and ZL – mole fraction of heavy and light key respectively in feed. Ratio of the no. of stages in rectifying to stripping section. XB,L and XD,H – mole fraction of light key in bottom product and heavy key in top product respectively. B and D – molar flow of bottom product and distillate.
- 9. Stages of Calculation for the Short Cut Method. v. Determination of Actual No of Stages based on Set Reflux Ratio (Gilliland Correlation) The correlation was originally represented in graphical form before an empirical was developed. Based on the calculated Rmin from Underwood equation, the X value is determined based on a set Reflux Ratio R. 𝑋= 𝑅 −𝑅𝑚𝑖𝑛𝑅+1 Rmin is determined from Underwood Eqn. Then a Y value is determined from the X value using the correlation below; 𝑌=0.2788− 1.3154 𝑋+0.4114 𝑋0.2910+0.8628ln𝑋 + 0.9020ln𝑋+ 1𝑋 The Y value obtained is then used to determined the number of stages N corresponding to the Reflux Ratio R using the equation below based on the Nmin determined from Fenske Eqn. 𝑌= 𝑁 −𝑁𝑚𝑖𝑛𝑁+1
- 10. Stages of Calculation for the Short Cut Method. The correlation allows for the determination of corresponding No. of Stages N required as the Reflux Ratio R is varied from the minimum reflux ratio. No. of Stages x x x x x x x x x x x Reflux Ratio This will allow for the capital energy trade off to be investigated. (Discuss how it is being done?)
- 11. Example for Short Cut method calculation Given the separation specified below; The separation cut is between n-butane and i-pentane Determine the minimum number of stages and minimum reflux ratio.
- 12. Solution Calculate the minimum no of stages using Fenske eqn.
- 13. Solution Calculate the minimum Reflux Ratio using Underwood Eqn. (Assume sat. liq and therefore q = 1) i. Determine the root of Underwood equation q value. a i . zi Component a i . zi a i - q q = 1.5 q = 1.3 q = 1.35 0.071 0.355 1.0 -0.4 -0.462 0.564 0.068 0.312 0.769 -0.571 -0.600 -0.022 0.068 0.30 0.714 -0.667 -0.667 -0.252 Propane i-butane n-butane i-pentane n-pentane 0.25 0.39 0.50 0.20 0.30 Close enough, take q value = 1.35 Sum
- 14. Solution ii. Using the calculated root of the Underwood equation q , determine Rmin. a i . xDi Component xDi a i - q q = 1.35 0.15 0.69 1.66 -0.06 -0.02 2.42 Propane i-butane n-butane i-pentane n-pentane 0.11 0.33 0.53 0.02 0.01 = Rmin + 1 Sum Therefore Rmin = 1.42
- 15. Example on Distillation Sequencing Given the mixture to be separated; Each component is to be separated with a specification of 99 %. Assume that the non key component will not distribute but end up either at the top or bottom depending on their relative volatility compared to the key component. Determine the best sequence(s).
- 16. Example on Distillation Sequencing The possible sequences are : D/E C/DE C/D CD/E B/CDE D/E B/C BC/DE A/BCDE B/C BC/D BCD/E B/CD C/D C/DE D/E A/B AB/CDE CD/E C/D ABCDE AB/C A/B ABC/DE D/E A/BC B/C D/E ABCD/E AB/CD C/D A/B A/BCD C/D B/CD B/C BC/D A/BC B/C ABC/D AB/C A/B
- 17. Example on Distillation Sequencing For each of the column, we need to calculate the minimum vapour flow using Underwood Eqn…. D/E C/DE C/D CD/E B/CDE D/E B/C BC/DE A/BCDE B/C BC/D BCD/E B/CD C/D C/DE D/E A/B AB/CDE CD/E C/D ABCDE AB/C A/B ABC/DE D/E A/BC B/C D/E ABCD/E AB/CD C/D A/B A/BCD C/D B/CD B/C The minimum vapour flow for each column in the sequence is added up to give the total minimum vapour flow for the sequence. BC/D A/BC B/C ABC/D AB/C A/B
- 18. Example on Distillation Sequencing Calculation done for some of the sequences… ABC/DE AB/C A/B D/E A ABC B ABCDE BC Mixed Sequence D C DE S Vmin = 5584 kmol/hr E
- 19. Example on Distillation Sequencing Calculation done for some of the sequences… A/BCDE BC/DE B/C D/E A B ABCDE BC C Mixed Sequence D DE S Vmin = 5670 kmol/hr E
- 20. Example on Distillation Sequencing Calculation done for some of the sequences… ABCD/E AB/CD A/B C/D AB ABCD Mixed Sequence A C ABCDE CD S Vmin = 5106 kmol/hr B E D
- 21. Example on Distillation Sequencing Calculation done for some of the sequences… ABCD/E ABC/D AB/C A/B CD ABC A Indirect Sequence ABCD C S Vmin = 5188 kmol/hr ABCDE D B E
- 22. In Summary….. For homogenous mixture separation, distillation has always been preferred by industry due to their established position over other methods and their versatility /flexibility in addressing range of feed mixture. As most reactor effluent mixture consist of many components, the separation for the individual components has to be done is a sequence. The sequence of these separators can be determined using established methods such as the short cut method (Fenske-Underwood Equation) for distillation column