Downloaded 387 times

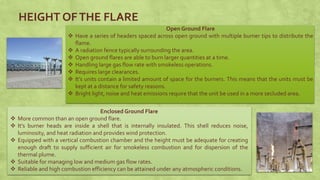
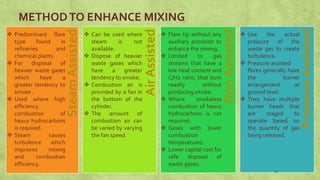
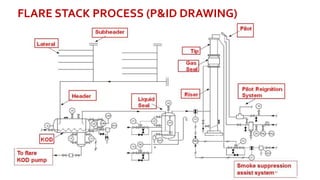
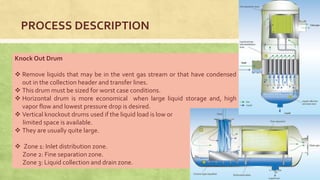

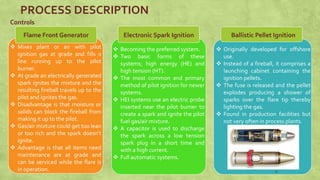


The document provides an in-depth explanation of gas flaring, including its purpose as a safe emergency release system in the oil and gas industry to combust waste gases. It details various flare stack classifications, the process involved in flaring, and specific components that ensure efficient and safe operation, such as knockout drums, liquid seals, and burner tips. Additionally, it covers the environmental considerations and compliance aspects tied to flaring practices.



































































