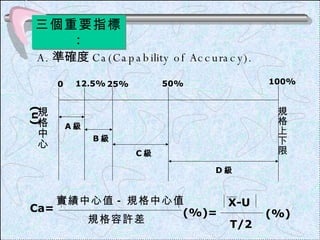
三個重要指標 : A.準確度 Ca(Capability of Accuracy). 0 12.5% 25% 50% 100% A 級 B 級 C 級 D 級 規格中心 (u) 規格上下限 實績中心值 - 規格中心值 規格容許差 X-U T/2 Ca= (%)= (%)
41.
B. 精密度 Cp(Capabilityof precision) 6 σ 6 σ 6 σ 6 σ D 級 C 級 B 級 A 級 SL U SU 規格下限 規格中心 規格上限 Cp<0.83 0.83≦Cp<1.0 1.00≦Cp<1.33 1.33≦Cp 6 σ T 規格容許差 6 倍標準偏差 CP= =
42.
C. 精確度 CPK(制程能力指數 ): 它是 Ca 與 Cp 的綜合體現 , 既考慮了平均值偏離、規格中心的情形 , 又考慮了分布範圍與規格範圍的比較 . 它反映了一個制程在一定的因素與正常管制狀態下的品質作業能力 , 在規格確定后 , 平均值不偏離規格中心的情形幾乎不存在 , 因此 , 就有了 CPK. CPK=(1- Ca )*Cp=[(USL-LSL)-2*ABS(SL-CL)]/6 σ
43.
制程能力指數判定表 : ss s s s 應採取緊急措施 , 改善品質並追究原因 , 必要時規格再作檢討 . 非常不足 Sl Su 0.67>Cp 5 產品有不良品產生 , 需作全數遷別 , 制程有妥善管理及改善之必要 . 不足 Sl Su 1.00>Cp≧0.67 4 使制程保持於管制狀態 , 否則產品隨時有發生不良品的危險 , 需注意 . 警告 Sl Su 1.33>Cp≧1.00 3 理想狀態 , 繼續維持 . 合格 Sl Su 1.67>Cp≧1.33 2 制程能力太好 , 可酌情縮小規格 , 或考慮化管理與降低成本 . 太佳 Sl Su Cp≧1.67 1 處 置 制程能力判斷 分布與規格之關係 Cp NO.







































![C. 精確度 CPK( 制程能力指數 ): 它是 Ca 與 Cp 的綜合體現 , 既考慮了平均值偏離、規格中心的情形 , 又考慮了分布範圍與規格範圍的比較 . 它反映了一個制程在一定的因素與正常管制狀態下的品質作業能力 , 在規格確定后 , 平均值不偏離規格中心的情形幾乎不存在 , 因此 , 就有了 CPK. CPK=(1- Ca )*Cp=[(USL-LSL)-2*ABS(SL-CL)]/6 σ](https://image.slidesharecdn.com/1-090418094953-phpapp01/85/1-42-320.jpg)