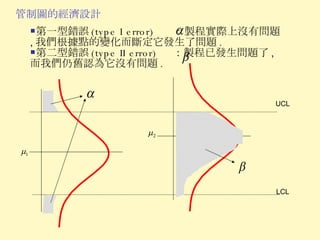
Champion 盟主負責管理階層,不全面參與,但承擔成敗。 Six Sigma( 七 ) Master Black Belt 黑帶大師 是全職指導者,有一身的技術、教學和領導能力。 Black Belt 黑帶 負責領導團隊(是專職的),著重關鍵流程,必須向 Champion 呈報成果。 Green Belt 綠帶 只是部分參與計劃,仍要從事本身的工作。
27.
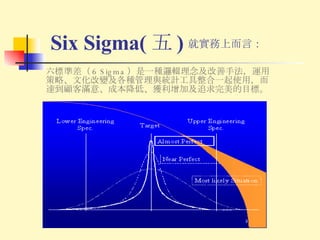
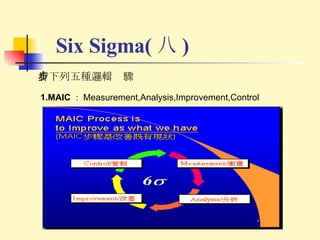
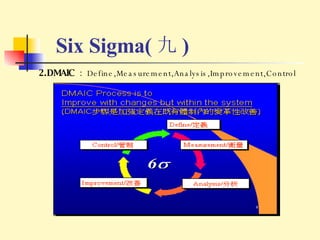
Six Sigma( 八) 有下列五種邏輯步驟 1.MAIC : Measurement,Analysis,Improvement,Control
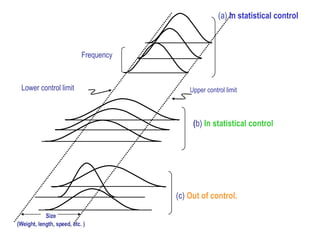
Frequency Lower controllimit Size (Weight, length, speed, etc. ) Upper control limit ( b) In statistical control (c) Out of control. (a) In statistical control
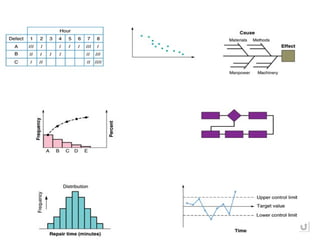
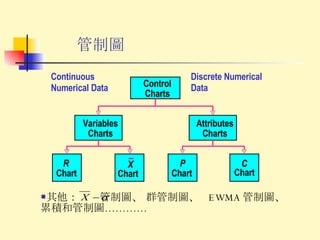
管制圖 其他: 管制圖、 群管制圖、 EWMA 管制圖、累積和管制圖………… Control Charts Variables Charts Attributes Charts Continuous Numerical Data Discrete Numerical Data R Chart X Chart P Chart C Chart
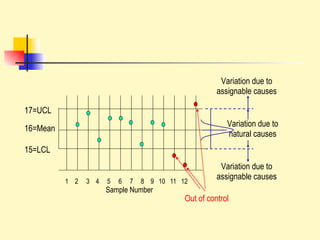
Variation due tonatural causes 17=UCL 16=Mean 15=LCL Variation due to assignable causes Variation due to assignable causes Out of control 1 2 3 4 5 6 7 8 9 10 11 12 Sample Number
53.
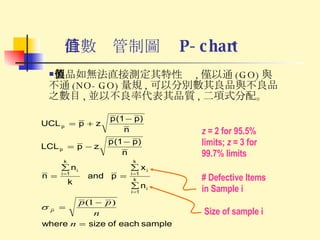
計數值管制圖 P-chart製品如無法直接測定其特性值 , 僅以通 (GO) 與不通 (NO-GO) 量規 , 可以分別數其良品與不良品之數目 , 並以不良率代表其品質 , 二項式分配。 # Defective Items in Sample i Size of sample i z = 2 for 95.5% limits; z = 3 for 99.7% limits