
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Unit – 2 hydraulic, pneumaic and electrical telemetry systems
Similar to Unit – 2 hydraulic, pneumaic and electrical telemetry systems (20)
More from hiya123jes
Recently uploaded
Recently uploaded (20)
Unit – 2 hydraulic, pneumaic and electrical telemetry systems
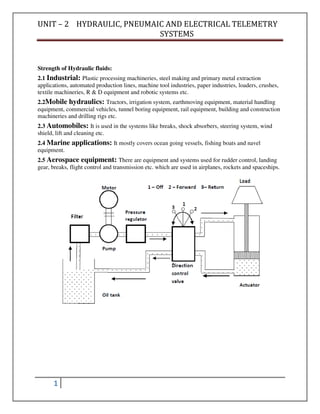
- 1. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 1 Strength of Hydraulic fluids: 2.1 Industrial: Plastic processing machineries, steel making and primary metal extraction applications, automated production lines, machine tool industries, paper industries, loaders, crushes, textile machineries, R & D equipment and robotic systems etc. 2.2Mobile hydraulics: Tractors, irrigation system, earthmoving equipment, material handling equipment, commercial vehicles, tunnel boring equipment, rail equipment, building and construction machineries and drilling rigs etc. 2.3 Automobiles: It is used in the systems like breaks, shock absorbers, steering system, wind shield, lift and cleaning etc. 2.4 Marine applications: It mostly covers ocean going vessels, fishing boats and navel equipment. 2.5 Aerospace equipment: There are equipment and systems used for rudder control, landing gear, breaks, flight control and transmission etc. which are used in airplanes, rockets and spaceships.
- 2. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 2 COMPONENTS USED IN HYDRAULIC TRANSMISSIONS: Reservoir: • All hydraulic systems have a reservoir. A reservoir performs several functions. • First and foremost, the reservoir holds fluid not required by the system under any given operating condition and accounts for fluid capacity needs over time in the system. Fluid volume needs will vary during different operational scenarios • Secondly, the reservoir provides for thermal expansion of the fluid over the operational temperature range of the system. • Thirdly, the reservoir provides fluid to the inlet side of the hydraulic pump. • Reservoirs consist of a container or volume, fluid inlet port, fluid outlet port, fill/drain port, and a means to pressurize the fluid in the volume • Figure shows a mechanical piston reservoir. In this reservoir a spring with an appropriate preload and a low spring rate pushes on a piston and provides a fairly constant reservoir pressure.
- 3. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 3 • Metal bellows is another (relatively new) type of reservoir. A metal bellows reservoir would be similar to a metal bellows accumulator. Operation of a metal bellows accumulator would be similar to a piston/spring reservoir type. Strainers: • A strainer is the primary filtering system that removes large particles of foreign matter from a hydraulic liquid. • Even though its screening action is not as good as a filter's, a strainer offers less resistance to flow. • A strainer usually consists of a metal frame wrapped with a fine-mesh wire screen or a screening element made up of varying thicknesses of specially processed wire. Strainers are used to pump inlet lines where pressure drops must be kept to a minimum. • Figure -shows a strainer in three possible arrangements for use in a pump inlet line. If one strainer causes excessive flow friction to a pump, two or more can be used in parallel. Strainers and pipe fittings must always be below the liquid level in the tank
- 4. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 4 Filters: • Filters are an important part of hydraulic systems. Metal particles are continually produced by mechanical components and need to be removed along with other contaminants. Hydraulic Filter Construction: • Most hydraulic filters are cylindrical devices with openings for fluid input and output in opposite sides of the filter. • Fluid is typically directed through channels in the filter housing and passed through the filter media. • The media then collects the contaminants and the cleaned fluid passes through a central channel between the filter media, making its way to the output. • The contaminants remain stuck within the filter media; when the filter is full to capacity, a switch often triggers an LED or other visual indicator to announce that the filter needs to be changed. Importance of Hydraulic Filters in a System: • Fluid contaminants are a leading cause of hydraulic system failure and can cause numerous problems, including: • Mixing of unintended incompatible fluids, causing fluid breakdown and leading to acid corrosion.
- 5. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 5 • Internal leakage, lowering component (pump, motor, valve) efficiency and accuracy. • Particles build up in critical areas, leading to sludge which causes parts to stick. • Particles build up in close-tolerance areas, leading to component seizure. • The obvious solution to preventing these problems is to prevent contaminant particles from cycling through the system. Therefore a clean, efficient filter is absolutely critical to a hydraulic system • Most hydraulic systems use mineral oil for the operating media but other fluids such as water, ethylene glycol, or synthetic types are not uncommon. Hydraulic pump: • Hydraulic pumps are sources of power for many dynamic machines. Hydraulic
- 6. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 6 pumps are capable of pushing large amounts of oil through hydraulic cylinders or hydraulic motors. In this fashion, the pump converts the mechanical energy of the drive (i.e. torque, speed) into hydrostatic energy (i.e. flow, pressure). • Hydraulic pumps operate according to the displacement principle. This involves the existence of mechanically sealed chambers in the pump. Through these chambers, fluid is transported from the inlet (suction port) of the pump to the outlet (pressure port). • The sealed chambers ensure that there is no direct connection between the two ports of the pump. As a result, these pumps are very suitable to operate at high system pressures and are ideal for hydraulics. exploded view of an external gear pump • Hydraulic pumps are manufactured depending on different functional and hydraulic system requirements, such as operating medium, required range of pressure, type of drive, etc. A large range of design principles and configurations exists behind hydraulic pumps.
- 7. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 7 Centrifugal pump: • The pumps which employ centrifugal force for conveying liquids from one place to another are known as centrifugal pumps. • These pumps are sometimes also called rotodynamic pumps as the liquids are handled by rotating impeller within a stationary casing. • The pump is driven by power from an external source by which impeller/rotor is rotated. • Here, kinetic energy of the leaving liquid from the impeller is converted into potential energy. • When the impeller rotates inside the casing, the liquid is discharged from its centre by the action of centrifugal force and vacuum is created at the suction eye which is connected with the suction pipe through which the liquid from reservoir rushes to the impeller. • Fig. shows the main element of the centrifugal pump. Reciprocating pump: • The reciprocating pump is a positive displacement pump which operates on the principle of actual displacement or pushing of liquid by a piston or plunger that executes a reciprocating motion in a closely fitting cylinder. • The liquid is alternately drawn from the sump and filled in to suction side of the cylinder and then led to the discharge side of the cylinder and emptied to the delivery pipe. Rotary pump: • Rotary pumps are positive displacement pumps with the circular motion of the pumping elements. • In rotary pumps, the pressure is developed by positive displacement of the liquid. Rotary pumps are suitable for pumping liquids having low as well as high viscosity. • The pump can handle vegetable oil, grease, tar, heavy lubricating oil, gasoline, alcohol, benzene etc. rotary pump consists of fixed casing in which rotating elements like gears, cams, lobes, screws, vanes etc. are fitted.
- 8. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 8 TUBES, PIPES AND HOSES: • Hydraulic tubes are seamless steel precision pipes, specially manufactured for hydraulics. The tubes have standard sizes for different pressure ranges, with standard diameters up to 100 mm. The tubes are supplied by manufacturers in lengths of 6 m, cleaned, oiled and plugged. • Hydraulic pipe is used in case standard hydraulic tubes are not available. Generally these are used for low pressure. They can be connected by threaded connections, but usually by welds. Because of the larger diameters the pipe can usually be inspected internally after welding. Black pipe is non-galvanized and suitable for welding.
- 9. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 9 • A hose is a flexible hollow tube designed to carry fluids from one location to another. Hoses are used when pipes or tubes cannot be used, usually to provide flexibility for machine operation or maintenance. The hose is built up with rubber and steel layers. A rubber interior is surrounded by multiple layers of woven wire and rubber. FITTINGS: • It is used in pipe plumbing systems to connect straight pipe or tubing sections. • Fittings serve several purposes; 1) To bridge different standards; O-ring boss to JIC, or pipe threads to face seal, for example. 2) To allow proper orientation of components, a 90°, 45°, straight, or swivel fitting is chosen as needed. They are designed to be positioned in the correct orientation and then tightened. 3) To incorporate bulkhead hardware. 4) A quick disconnect fitting may be added to a machine without modification of hoses or valves
- 10. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 10 Types of fittings: Pipe fittings: • Threads on pipe fittings are tapered and rely on the stress generated by forcing the tapered threads of the male half of the fitting into the female half or component port. • pipe threads are prone to loosening when exposed to vibration and wide temperature variations Flare-type fittings: • Tightening the assembly's nut draws the fitting into the flared end of the tubing, resulting in a positive seal between the flared tube face and the fitting body. • Tightening the assembly's nut draws the fitting into the flared end of the tubing, resulting in a positive seal between the flared tube face and the fitting body. • The flare fittings are designed for use with thin-wall to medium-thickness tubing in systems with operating pressures to 3,000 psi.
- 11. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 11 The flareless fitting: • It handles average fluid working pressures to 3,000 psi and is more tolerant of vibration than other types of all-metal fittings. • Tightening the fitting's nut onto the body draws a ferrule into the body. This compresses the ferrule around the tube, causing the ferrule to contact, then penetrate the outer circumference of the tube, creating a positive seal. O-ring-type fittings: • Three basic types now are available: SAE straight-thread O-ring boss fittings, face seal or flat-face O-ring (FFOR) fittings, and O-ring flange fittings. The choice between O-ring boss and FFOR fittings usually depends on such factors as fitting location, wrench clearance, or individual preference. CONNECTORS: Threaded connectors:
- 12. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 12 • These connectors are used in some low-pressure fluid power systems and are usually made of steel, copper, or brass, and are available in a variety of designs. • Threaded connectors are made with standard pipe threads cut on the inside surface. The end of the pipe is threaded with outside threads. Standard pipe threads are tapered slightly to ensure tight connections. Flange connectors: • Bolted flange connectors are suitable for most pressures now in use. The flanges are attached to the piping by welding, brazing, tapered threads (for some low-pressure systems), or rolling and bending into recesses. Welded connectors: • The subassemblies of some fluid power systems are connected by welded joints, especially in high-pressure systems which use pipe for fluid lines. Brazed connectors: • Silver-brazed connectors are commonly used for joining nonferrous (copper, brass, and soon) piping in the pressure and temperature range where their use is practical. Use of this type of connector is limited to installations in which the piping temperature will not exceed 425°F and the pressure in cold lines will not- exceed 3,000 psi.
- 13. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 13 Flared connectors: • Flared connectors are commonly used in fluid power systems containing lines made of tubing. These connectors provide safe, strong, dependable connections without the need for threading, welding, or soldering the tubing. The connector consists of a fitting, a sleeve, and a nut. • The fittings are made of steel, aluminum alloy, or bronze. Flareless-tube connectors:
- 14. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 14 This type of connector eliminates all tube flaring, yet provides a safe, strong, and depend- able tube connection. This connector consists of a fitting, a sleeve or ferrule, and a nut. SEALING DEVICES: • Seal is relatively soft, non – metallic ring, captured in a groove or fixed in a combination of rings, forming a seal assembly, to block or separate fluid. • Fluid power seals are usually typed according to their shape or design. These types include T-seals, V-rings, O-rings, U-cups and so on. T-seals: • The T-seal is always paired with two special extrusion-resisting backup rings, one on each side of the T. The backup rings T-seals are used in applications where large clearances could occur as a result of the expansion of the thin-walled hydraulic cylinder. V-rings:
- 15. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 15 • V-rings can provide excellent service life; otherwise, problems associated with friction, rod and seal wear, noise, and leakage can be expected. • The V-ring is the part of the packing set that does the sealing. It has a cross section resembling the letter V, from which its name is derived. TYPES OF DIRECTION CONTROL VALVE : • The directional control valve to extend and retract the main cylinder. • Directional control valves route the fluid to the desired actuator. They usually consist of a spool inside a cast iron or steel housing. • The spool slides to different positions in the housing, and intersecting grooves and channels route the fluid based on the spool's position. • The spool has a central (neutral) position maintained with springs; in this position the supply fluid is blocked, or returned to tank. • Sliding the spool to one side routes the hydraulic fluid to an actuator and provides a return path from the actuator to tank. • When the spool is moved to the opposite direction the supply and return paths are switched. When the spool is allowed to return to neutral (center) position the actuator fluid paths are blocked, locking it in position. • The control valve is one of the most expensive and sensitive parts of a hydraulic circuit. • Pressure relief valves, Pressure regulators, Sequence valves, Shuttle valves, Check valves, Pilot controlled Check valves, Counterbalance valves, Cartridge valves, Hydraulic fuses, Auxiliary valves are various types of direction control valves. TYPES OF ACCUMULATORS: • An accumulator is a pressure storage reservoir in which hydraulic fluid is stored under pressure from an external source. • Four types of accumulators used in hydraulic systems are as follows: 1. Piston type 2. Bag or bladder type 3. Direct-contact gas-to-fluid type 4. Diaphragm type
- 16. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY 16 Piston type: • Piston-type accumulators each end called heads, and • Hydraulic fluid is pumped forced toward the opposite air or an inert gas such • The orientation of the accumulator and the type of accumulator are such criteria as available external monitoring of the tolerance, seal life, and and the gas separate. Bladder-type accumulators: • Bladder- or bag-type accumulators consist of inside the shell. See figure (near the air valve) and • As a result, the bladder is accumulator. • In other words, this type percentage of the stored Direct-contact gas-to-fluid 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS accumulators consist of a cylindrical body called a barrel, closures on and an internal piston. pumped into one end of the cylinder and opposite end of the cylinder against a captive such as nitrogen. the accumulator and the type of accumulator are available space, maintenance accessibility, size, need for the piston’s location (tail rod indication), and safety. The purpose of the piston seals is to keep type accumulators: type accumulators consist of a shell or case with a flexible bladder See figure 9-7. The bladder is larger in diameter gradually tapers to a smaller diameter at bladder is capable of squeezing out all the liquid type of accumulator is capable of supplying stored fluid to do work. fluid accumulators: 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY called a barrel, closures on the piston is captive charge of the accumulator and the type of accumulator are based upon maintenance accessibility, size, need for indication), contamination safety. The purpose of the piston seals is to keep the fluid or case with a flexible bladder diameter at the top at the bottom. liquid from the supplying a large
- 17. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 17 • Direct-contact gas-to-fluid accumulators generally are used in very large installations where it would be very expensive to require a piston-or bladder- type accumulator. • This type of accumulator consists of a fully enclosed cylinder, mounted in a vertical position, containing a liquid port on the bottom and a pneumatic charging port at the top (fig. 9-8). • This type of accumulator is used in some airplane elevator hydraulic systems where several thousand gallons of fluid are needed to supplement the output of the hydraulic pumps for raising the elevator platform. • The direct contact between the air or gas and the hydraulic fluid tends to entrain excessive amounts of gas in the fluid. • For this reason, direct contact accumulators are generally not used for pressures over 1200 psi. • The use of this type of accumulator with flammable fluid is dangerous because there is a possibility of explosion if any oxygen is present in the gas, and pressure surges generate excessive heat. For this reason, safety fluids are used in this type of installation. Diaphragm accumulators: • The diaphragm-type accumulator is constructed in two halves which are either screwed or bolted together. • A synthetic rubber diaphragm is installed between both halves, making two chambers. Two threaded openings exist in the assembled component.
- 18. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 18 • An air valve for pressurizing the accumulator is located in the gas chamber end of the sphere, and the liquid port to the hydraulic system is located on the opposite end of the sphere. • This accumulator operates in a manner similar to that of the bladder-type accumulator. COMPONENTS USED IN PNEUMATIC TRANSMISSIONS: Pneumatic System Components: 1. Compressor 2. Air tank (reservoir) 3. Dryer/Separator 4. Air filter/Regulator/Lubricator 5. Accumulator 6. Direction control valve 7. Actuator
- 19. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 19 Compressor: • A compressor can compress air to the required pressures. It can convert the mechanical energy from motors and engines into the potential energy in compressed air. • A single central compressor can supply various pneumatic components with compressed air, which is transported through pipes from the cylinder to the pneumatic components. • Compressors can be divided into three classes: centrifugal, reciprocatory and rotary. ROTARY COMPRESSOR RECIPROCATING COMPRESSOR CENRTIFUGAL COMPRESSOR A D V A N T A G E 1. Simple design 2. Low cost 3. Easy maintenance 4. Easy to install 5. Few moving parts 1. Simple design 2. Low initial cost 3. Easy to install 4. High efficiency in two stage model 1. High efficiency 2. Design to give lubricant free air 3. Also used for high pressure 4. Relatively low cost as size increase
- 20. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 20 DIS- A D V A N T A G E 1. Low efficiency 2. Difficulty with dirty environment 1. Higher maintenance cost 2. Many moving parts 3. Vibration problem may occurs 4. Available in limited size 1. High initial cost 2. Complicated control system 3. Special maintenance required Accumulator: • The most common use for accumulators is to supplement pump flow. Some process require high-volume flow for a short time and then use little or no fluid for an extended period. • Stores compressed air, • Prevents surges in pressure • Prevents constant Compressor operation (“duty cycles” of Compressor)
- 21. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 21 Check valve: • One-way valve -allows pressurized air to enter the pneumatic system, but prevents backflow of air toward the Compressor when Compressor is stopped (prevent loss of pressure) Direction control valve: • Controls pressurized air flow from Accumulator (source to user equipment via selected port • Some valves are one way –shut tight • Some valves are two way, allowing free exhaust from the port not selected –valves can be actuated manually or electrically Actuator: • Converts energy stored in compressed air into mechanical motion • Example is a linear piston (piston limited to moving in two opposing directions) • Other examples are alternate tools including: rotary actuators, air tools, expanding bladders, etc Components of Electrical telemetry system: ENCLOSURE & JUNCTION BOXES: • When one spark makes the difference between a normal day and a big problem, enclosures are an absolute necessity. • Designed to fully contain and confine an explosive force within the enclosure, they are strong enough to withstand the effects of corrosion and time. • Enclosures and Junction Boxes are for use in industrial locations where safety and productivity depends on protection against hazardous atmospheres and dusts, corrosive conditions and adverse weather • Enclosures protect electronic, mechanical, hydraulic and pneumatic instruments and associated equipment from the damaging effects of high winds, rain, snow and sub- zero conditions, both onshore and offshore, so extending their operational life, protecting capital investment and minimizing equipment maintenance and service costs. • Process measurements are maintained at consistent levels through the thermal stability offered by the enclosure.
- 22. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 22 • Enclosures can be fitted with a number of options including: viewing windows, heaters/thermostats, junction boxes, isolators, vents, and thermal insulation materials and are able to accommodate a comprehensive range of integral base or back mounted instrument manifolds. NUMBERING AND TAGGING SYSTEM: • To avert the problems inherent in the above example, many process industries utilize a numeric-only system for tagging equipment. • This helps simplify the logical categorization of equipment during the process design phase. • Moreover, a structured tag system is more intuitive for the development of design documentation, operating procedures and training, and general documentation upkeep/maintenance. • With that in mind (and considering the points presented earlier in this Part), the following method is but one example of how to tag process equipment using an extensible system. Area Number, AN: • Most sizable process plants are comprised of multiple areas. An area is a physical, geographical, or logical grouping determined by the site.
- 23. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 23 • It may contain process cells, units, equipment modules, and control modules. To facilitate a hierarchical organization of equipment, equipment tags should then incorporate area designation. • A small or simple project may have only one area. Conversely, larger more complex projects may have multiple areas. • The assignment of areas is at the discretion of the process engineer and can be subjective. • The only general rule that I like to employ is that common equipment that serves multiple areas, e.g., utility and infrastructure system be placed into a “Common Resources” area rather than be made a part of any other process area. • Once areas have been designated for a particular project type, engineers should strive to maintain common area designations on future, similar projects. • For example, the areas shown in the figure above may be defined on the lead sheet for a fictitious project. Equipment Types, ET: • Equipment can be identified based on its type using a numeric system such as the simple one shown below. In cases where equipment has multiple functions, user discretion is advised in selecting the most suitable type code.
- 24. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 24 Sequence Number, SQ • This is the consecutive numbering of like equipment in a particular area. The sequence begins with 01. All equipment is to a have its own sequence number. The use of alphabetic or other tag suffixes is to be avoided. CABLES: • Unshielded Twisted Pair (UTP) Cable • Shielded Twisted Pair (STP) Cable • Coaxial Cable • Fiber Optic Cable Unshielded twisted pair cable: • It is the most common type of telecommunication medium in use today. • It is mostly used in telephone system.
- 25. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 25 • As shown in fig. twisted pair consists of two conductors, each with its own colored plastic insulation. • One potential problem of UTP is that its wire can be affected by electromagnetic interference from devices, which can create a noise over wires which can damage the signal. Advantages: • Low cost • Easy to use • Cheap and flexible • Easy to install Shielded twisted pair cable: • STP cable has a metal foil or braided mesh covering that enclosed each pair of insulated conductors, which are a higher quality and more protective jacket than UTP has. • This gives STP excellent insulation to protect the transmitted data from outside interference. • STP is less susceptible to electrical interference and supports high transmission rates over longer distance than UTP. Co – axial cable: • Co – axial cable has better shielding than twisted pairs, so it can span longer distances at higher speed. • Co – axial cable carries signals of high frequency range than twisted pair cable. • In fig., co – axial cable has a central core conductor of solid or standard wire enclosed in an insulating sheath. • It is enclosed in an outer conductor of metal foil, braid or a combination of two. • The outer metallic wrapping serves both as a shield against noise and as the second conductor, which complete the circuit. • This outer conductor is also enclosed in an insulating sheath and the whole cable is protected with a cplastic cover.
- 26. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 26 Advantages: • Easy to install. • Flexible and easy to work with. • Transmit data at longer distance and relatively high speed. • Low cost. • Light weight. FIBER OPTIC CABLE: • Fig. shows the fiber optic cable. • At the center is the glass core through which light propagates. • A core is surrounded by glass cladding. • A thin plastic jacket is used to protect the cladding. • Two types of light sources can be used for signaling LED and lasers. Advantages: • Fiber is much lighter • It can’t affect noise • Immunity to electromagnetic • Electrical insulator Disadvantages: • High cost • Propagation of light is unidirectional • Glass fiber is easily broken CONNECTORS: Unshielded Twisted Pair Connector: • The standard connector for unshielded twisted pair cabling is an RJ-45 connector. This is a plastic connector that looks like a large telephone-style connector • A slot allows the RJ-45 to be inserted only one way. RJ stands for Registered Jack, implying that the connector follows a standard borrowed from the telephone
- 27. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 27 industry. This standard designates which wire goes with each pin inside the connector. Fig. 2. RJ-45 connector Coaxial Cable Connectors: • To connect coaxial cable to devices, we need coaxial connectors. The most common type of connector used with coaxial cables is the Bayone-Neill-Concelman (BNC) connector. • Fig. shows three popular types of these connectors: the BNC connector, the BNC T connector, and the BNC terminator. • The BNC connector is used to connect the end of the cable to a device, such as a TV set. The BNC T connector is used in Ethernet networks to branch out to a connection to a computer or other device. The BNC terminator is used at the end of the cable to prevent the reflection of the signal. Fiber optic connectors: • There are three types of connectors for fiber optic cables, as shown in fig. • The subscriber channel (SC) connector is used for cable TV. It uses a push/pull locking system. • The straight tip (ST) connector is used for connecting cable to networking devices. It uses a bayonet locking system and is more reliable than SC. MT – RJ is a connector that is same size as RJ 45. CLAMP:
- 28. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 28 • A clamp is a fastening device to hold or secure objects tightly together to prevent movement or separation through the application of inward pressure. • There are many types of clamps available for many different purposes. Some are temporary, as used to position components while fixing them together, others are intended to be permanent. INDUSTRIALSAFETY: • Industrial safety is primarily a management activity which is concerned with reducing, controlling and eliminating hazards from the industries or industrial units. Importanceofindustrialsafety: • T h e d a n g e r o f l i f e o f h u m a n b e i n g i s i n c r e a s i n g w i t h a d v a n c e m e n t o f s c i e n t i f i c development in different fields. • The importance of industrial safety was realized because every millions of industrial accidents occur which result in either death or in temporary disablement or permanent disablement of employees and involve large amount of losses resulting from danger to property, wasted man hours and wasted hours. • More ever, from managerial perspective the importance of industr ial safety in anyorganization may be concluded by following facilitation: • Treatment: industrial safety management provides treatment for injuries and illness at the work place. • M e d i c a l E x a m i n a t i o n : i t c a r r i e s o u t m e d i c a l e x a m i n a t i o n o f s t a f f j o i n i n g t h e organization or returning to work after sickness or accident. • H a z a r d s i d e n t i f i c a t i o n . • Provision of protective devices. • Consultancy: it provides medical advised on other condition potentially affecting health e.g. works canteen etc. • Education: it provides safety and health training
- 29. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 29 ELECTRICAL ISOLATION: OPTICAL ISOLATION: • Optical isolation is done by optical isolator. • An optical isolator, or optical diode, is an optical component which allows the transmission of light in only one direction. • It is typically used to prevent unwanted feedback into an optical oscillator, such as a laser cavity. The operation of the device depends on the Faraday effect (which in turn is produced by magneto-optic effect), which is used in the main component, the Faraday rotator. • The need for optical isolation has broadened considerably since the advent of lasers. It is often necessary to prevent light from reentering the laser, irrespective of any electrical consideration. • One example is a small laser followed by high-power laser amplifiers. If the powerful amplified light reenters the small (master oscillator) laser, it can destroy it.
- 30. UNIT – 2 HYDRAULIC, PNEUMAIC AND ELECTRICAL TELEMETRY SYSTEMS 30 • Another example is a frequency-stabilized laser, whose oscillation frequency is perturbed by reentering (injected signal) light. PROCEDURE TO TEST ELECTRIC ISOLATION: • An electrical isolation test is a direct current (DC) resistance test that is performed between sub circuit common and subsystem chassis to verify that a specified level of isolation resistance is met. • Isolation resistance measurements may be achieved using a high input impedance ohmmeter, digital multimeter (DMM) or current-limited test instrument. The selected equipment should not overstress sensitive electronic components comprising the subsystem. • The test limits should also consider semiconductor components within the subsystem that may be activated by the potentials imposed by each type of test instrumentation. • A minimum acceptable resistance value is usually specified (typically in the mega ohm (MΩ) range per circuit tested). Multiple circuits having a common return may be tested simultaneously, provided the minimum allowable resistance value is based on the number of circuits in parallel. • Five basic isolation test configurations exist:[1] 1. Single Unreferenced End-Circuit - isolation between one input signal and circuit chassis/common ground. 2. Multiple Unreferenced End-Circuits with a single return - isolation between several input signals and circuit chassis/common ground. 3. Subsystem with Isolated Common - isolation between signal input and common ground. 4. Common Chassis Ground - isolation between circuit common and chassis (chassis grounded). 5. Isolated Circuit Common - isolation between circuit common and chassis (chassis floating). Isolation measurements are made with the assembly or subsystem unpowered and disconnected from any support equipment.