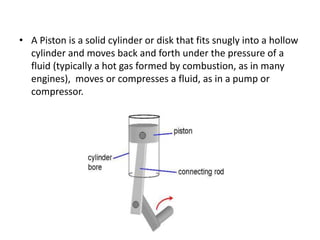
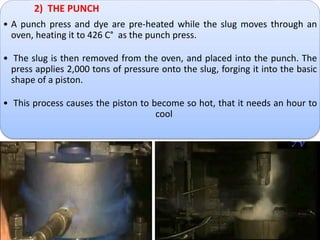
This document discusses the manufacturing process of pistons. It is divided into two main sections on casting and forging pistons. In the casting process, aluminum ingots are melted and poured into molds to form the basic piston shape. Additional machining steps such as dehorning, hardening, CNC lathe machining and grinding are used to finalize the piston dimensions and features. The forging process starts with heating and pressing aluminum slugs to shape them. Further steps like drilling holes, milling surfaces and finishing grinding are used to complete forged pistons. Cast pistons are lighter and cheaper while forged pistons are more expensive but suitable for high speeds.





















































































![Attack surfaces and attack tress[inform]](https://cdn.slidesharecdn.com/ss_thumbnails/lecture03-260108015941-a4dee53b-thumbnail.jpg?width=640&height=640&fit=bounds)




