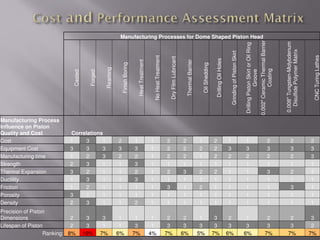
The document discusses the design and manufacturing process of a dome shaped piston head. It provides details on the components of a piston, how the shape changes during operation, piston rings and their purpose. It also describes the various manufacturing steps including casting, forging, heat treatment, machining processes like CNC turning, drilling and grinding. Additional steps discussed are deburring, coating and final inspection. Performance and cost matrices are presented comparing forging, casting types and coatings. Recommendations to improve casting and forging processes are provided. The conclusion is that forging produces the strongest piston with greatest lifespan and is the best manufacturing technique.

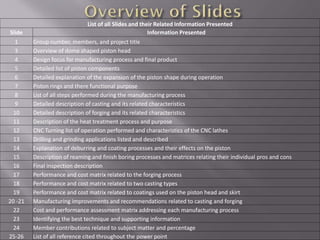
![• Increase in volume from
the dome shape
increases compression
ratio. [15] CR= (.25πb2 s+Vc )/Vc
Where: b=cylinder bore, s= piston
stroke, Vc =clearance volume
• Dome shape deflects the
inlet charge up toward
the spark plug. [15]
• Flat portion decreases
quenching effects. [15]](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-3-320.jpg)
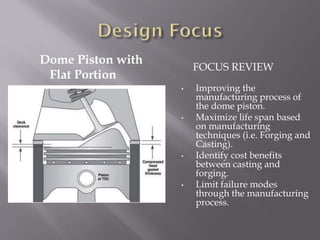
![ Crown
Top of piston
Combustion gases exert pressure on the
piston crown
Ring Land
Sealing surface and support piston rings [8]
Relief cut into side profile where the
piston rings sit [8]
Ring Grooves
Grooves used to retain piston rings [8]
Recessed area located around perimeter of the piston
[8]
Skirt
Portion of the piston closest to the crankshaft that
helps align the piston as it moves inside cylinder bore
[8]
Wrist Pin boss
Connects the small end of the connecting rod to the
piston by a wrist pin [10]](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-5-320.jpg)
![ Aluminum expands so there must be an
allowance between the piston diameter and the
cylinder to account for the expansion, allowing
the piston to move freely [13]
Top of piston (crown) experiences more heat than
the bottom (skirt) so the crown will expand
more[13]
Top diameter needs to be smaller than diameter
of bottom of skirt, providing tapered shape[13]
The partial skirt lightens piston, thus increases
the speed range of the engine and reduces the
contact area between the cylinder wall, which
decreases friction [14]
The skirt is also elliptical shape at room
temperature
As the piston heats up, the pin bore area expands
more than thinner areas of the piston making the
piston shape become circular[ 13]
This circular shape matches the cylinder bore and
improves sealing and efficiency[13]](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-6-320.jpg)
![ Compression ring
Piston ring located in ring groove closest to the
piston head [8]
Prevents oil from reaching combustion chamber
[10]
Seals the combustion chamber from any leakage
[10]
Wiper ring
Middle ring
Provides a consistent film of oil to lubricate the
running of the compression ring [8]
Wipes away excess oil from cylinder wall
Combustion gasses which pass the compression
ring are stopped by the wiper ring [8]
Oil ring
Piston ring located in the ring groove closest to
the crankshaft [8]
Thin slots cut in ring to allow flow of excess oil
back to oil basin [8]](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-7-320.jpg)

![ Cast pistons are made from an
aluminum/silicon alloy (Hypereutectic )
Hypereutectic pistons have a lower coefficient
of thermal expansion than pure aluminum, so
tighter tolerances can be set.[2]
Hypereutectic pistons are more brittle than
pure aluminum.
Alloy is heated to 700°C , collected with a ladle
and poured into mold, and cooled.[5]
Permanent molds are used and are
typically made of cast iron.
The mold itself is expensive, but it is very
durable so it can be reused for a long
period of time.
Once the mold is made the cost per piston
is very low.
High production rate](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-9-320.jpg)
![ Forged pistons are mechanically shaped.[3]
A aluminum bar stock is cut into slugs that are then heated in an
oven to about 425 °C
A mechanical or hydraulic press and die are preheated to the
same temperature.[9]
The press applies 2,000 lbs of force to the heated slug shaping it
to the desired shape.[9]
The forged piston then air cools slowly for roughly an hour.[9]
Forged pistons are more ductile and dense than cast pistons. [2]
Forging eliminates porosity.
Tools used are expensive, develop wear more quickly, and are
slower compared to casting tools.
More expensive final product
Tend to go into plastic deformation when overloaded
Engines > 500 hp will always have forged pistons
Diesel engines and race cars](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-10-320.jpg)
![ Piston is placed into an oven twice
First time is at a higher temperature to
strengthen the material [10]
Second is at a lower temperature to
stabilize the material [10]
Controlled heating and cooling to
change physical and mechanical
properties of the piston, but
maintain the same shape.
Increases strength and hardness
Simplifies machining processes](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-11-320.jpg)
![ Deburring tool is used to remove any
unwanted material on piston surface
Piston is cleaned to remove oil, dirt,
residue, etc.
Coating is typically sprayed on
Dry film lubricants
Reduce friction, reduces scuffing, extends bore
life[4]
Good safety margin[4]
Applied to piston skirts[4]
Thermal barriers
Transfer heat and prevent hot spots on piston
face[4]
Results in less fuel needed for desired power[4]
Applied to piston crowns[4]
Oil shedding
Increase cooling efficiency by not allowing oil
to coat certain surfaces[4]
Applied to piston bottoms[4]](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-14-320.jpg)
![ Final process
Reaming or finish boring makes existing
holes dimensionally more accurate and
improves surface finish. [5]
Piston is placed in bath of oil and reamed
at different size to reach desired size. [5]
A typical tolerance is about 0.4Ra. [5]
Pros Cons
Multiple cutting
edges, so tool life
is longer
Requires coolant
Can hold tighter
tolerances
Time consuming
Pros Cons
More flexible and
forgiving
Can’t hold tight
tolerances
Precise hole location
is less critical
One cutting tooth,
so tool life is lower](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-15-320.jpg)
![ Piston is cleaned of any residues left over from the manufacturing
process [5]
Fitted with appropriate wrist pin [5]
Stamped with the piston’s overall size and any other manufacturer’s
markings [5]](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-16-320.jpg)
![Manufacturing
Process
Pros Cons Cost
Average
Lifespan
Forging
•Stronger than
cast pistons [3]
•Less porosity
and closer alloy
grains due to not
using a cast.[3]
•Greater
dimension
stability [3]
•Dissipates heat
better and can
with stand greater
operating
temperatures [3]
•The dense, stretched,
and strained material
makeup of a forged
piston doesn't heat up
to the operating
temperature as quickly
as a cast piston. [2]
•They are more likely
to cold seize.
•The high pressures
required for the
operation increase
wear on the dies per
run, which are costly to
replace.
Higher
than
cast
pistons.
2X Lifespan of
Cast Pistons](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-17-320.jpg)
![Manufacturing
Process
Pros Cons Cost
Average
Lifespan
Casting Types
Cast Aluminum
Piston with
Steel Struts
•Help control flow of heat
from combustion process
•Lightweight reduces
force required to initiate
and maintain
acceleration. [9]
•Can be embedded into
the piston assembly to
help control piston
expansion
•Lower strength than forged
pistons
•Contains neither grain flow
or directional strength[10]
•Fractures easier under
detonation and has few
options for compression and
rod length [2]
Less costly
than forged
pistons.[3]
1/2 Lifespan of
Forged Pistons
Hypereutectic
Piston
•Stronger than 100%
aluminum piston [3]
•Hypereutectic pistons
expand less than ordinary
cast aluminum alloys, and
CNC machining of the
piston profile allows
piston-to-bore clearances
to be reduced. [3]
•Reduces heat transfer. [3]
•Require close control of
melting and cooling process
because alloy separation may
occur. [1]
•Not easily modified.
Less costly
than forged
pistons.
1/2 Lifespan of
Forged Pistons.
Greater lifespan
than cast
aluminum with
struts.](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-18-320.jpg)
![Coatings Pros Cons
Life-
span
0.002"
Ceramic
Thermal Barrier
Coating
•Holds heat inside
combustion
chamber reducing
dissipation
through the piston
that can weaken or
burn the metal.
• Thin coating
does not effect
clearance. [6]
Increases the
cost
Increases
0.008"
Tungsten-
Molybdenum
Disulfide Polymer
Matrix
•Reduces friction
between piston
skirt and cylinder
wall.[6]
Increases the
cost
Increases](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-19-320.jpg)
![Forging
■ Increase material resistance to
cracking by properly aligning the
grain flow with the crack
propagation direction during the
extrusion process. [12]
■ Heat the press and die to the same
temperature as the slug (425 C) so
the slug is not cooled when put
into the press.[9]
■ Allow roughly formed piston to
air cool after it has been heat
treated in an oven after pressed.
This will allow for the molecular
structure of the piston to reach a
lower energy state and be
therefore more uniform
molecular.[11]
Result: Increases the strength of the
forged piston
Casting
■ As the ratio of silicon to
aluminum is increased the more
brittle they become, as well as the
coefficient of thermal expansion
reduces and the piston expands
less. A ratio of 16%- 19% is
recommended.[3]
• Less than 12% Piston will
expand too much.
• 25% and on Piston will be
excessively brittle and loose
strength. [ 3]
Result: Reduces piston expansion
under during operation and
increased strength without
sacrificing too much ductility.](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-20-320.jpg)
![Forging
■ Apply adequate force (2000 tons)
to the heated slug of aluminum in
the press
Result: Decrease porosity, and
compact grain flows.
■ Heat treat the pressed piston
twice.
• First time at higher
temperature to ensure the
entire volume is heated to the
same temperature.
• Second time to a lower
temperature to allow for the
molecular structure to
stabilize. [11]
Casting
■ Repeatedly measure the
dimensions of the cast for
accuracy after a specific number
of casting cycles.
Results: Dimensionally consistent
casts
■ Reduce the amount of hydrogen
gas in the molten aluminum prior
to injecting the cast. Use high
quality aluminum.
■ Use a vacuum while pouring the
molten Al alloy to limit the
porosity of the cast due to gas
bubbles. [10]
Result: Decreases the porosity of the
casted piston, thus increasing
strength.](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-21-320.jpg)

![[1] “Aluminum Piston Manufacturing Process.” Cast and Alloys. 05 May 2015
<http://www.cast-alloys.com/products/aluminium_piston_manu_process.htm>
[2] “Cast and Forged Pistons.” Tech Speak. 05 May 2015
http://www.hoon.tk/tech_tips/pistons.html
[3] “Cast, Hypereutectic or Forged Pistons.” Probe Industries. 05 May 2015
<http://www.probeindustries.com/Articles.asp?ID=144>
[4] “Coating Pistons.” Tech Line Coatings, Inc. 05 May 2015
<http://techlinecoatings.com/articles/Coating_Pistons_Article.htm>
[5] “How Pistons are Made” JP Pistons. 05 May 2015 http://www.jp.com.au/Made.html
[6] “Piston Selection Guidelines.” Federal Mogul Technical Education Center. 05 May 2015
<http://fme-cat.com/docs/1104.pdf>
[7] “Ultimate Ford FE Engine Piston Guide.” DIY Ford. 05 May 2015
<http://diyford.com/ultimate-ford-fe-engine-piston-guide/>
[8] “Piston and Piston Rings.” Univsersity of Windsor. 03 May 2015
<http://courses.washington.edu/engr100/Section_Wei/engine/UofWindsorManual/P
iston%20and%20Piston%20Rings.htm>
[9] “Piston Manufacturing Process.” Thomas McNish. 03 May 2015
<http://www.ehow.com/how-does_5502005_piston-manufacturing-process.html>
[10] “Casting Defects and Design Issures.” Prof. J.S. Colton. 03 May 2015 <http://www-
old.me.gatech.edu/jonathan.colton/me4210/castdefect.pdf>
[11] “Heat Treatment of Ferrous Metals.” 03 May 2015
<http://avstop.com/ac/apgeneral/heattreatmentofferrousmetals.html>](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-24-320.jpg)
![[12] “Failures Related to Metal Working.” Fudan University. 04 May 2015
<http://jpkc.fudan.edu.cn/picture/article/348/1b/ee/6dce0ae740cf8673b53e4e96abb8/
7aa78636-dda1-46b9-859b-95db3cb616f8.pdf>
[13] “Piston Design.” University of Windsor. 05 May 2015
<http://courses.washington.edu/engr100/Section_Wei/engine/UofWindsorManual/P
iston%20Design.htm>
[14] “Piston Assembly” SweetHaven Publishing Services. 05 May 2015
<http://www.waybuilder.net/sweethaven/MechTech/Automotive01/?unNum=2&les
Num=3&modNum=1>
[15] “Piston Dome.”Performance Trends Inc. 02 May 2015
<http://performancetrends.com/Definitions/Piston-Dome.htm>](https://image.slidesharecdn.com/8cda53d3-05ff-4d83-8824-9a97a6d36558-161215220154/85/Dome-Shaped-Piston-25-320.jpg)