Merchant's circle
•Download as PPSX, PDF•
149 likes•138,899 views

Graphical method of Cutting Force analysis in Orthogonal Cutting of Metal cutting proposed by scientists "Ernst and Merchant"

Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (9)
Similar to Merchant's circle
Similar to Merchant's circle (20)
Recently uploaded
Recently uploaded (20)
Merchant's circle
- 2. Brief introduction to Merchant’s Circle. Assumptions for Merchant’s Circle Diagram. Construction of Merchant’s Circle. Solutions of Merchant’s Circle. Advantages of Merchant’s Circle. Need for the analysis of cutting forces. Limitations of Merchant’s Circle. Conclusion
- 3. Merchant’s Circle Diagram is constructed to ease the analysis of cutting forces acting during orthogonal (Two Dimensional) cutting of work piece. Ernst and Merchant do this scientific analysis for the first time in 1941 and gives the following relation in 1944 It is convenient to determine various force and angles.
- 4. Metal Cutting is the process of removing unwanted material from the workpiece in the form of chips Cutting Edge is normal to tool feed. Here only two force components are considered i.e. cutting force and thrust force. Hence known as two dimensional cutting. Shear force acts on smaller area. Cutting Edge is inclined at an acute angle to tool feed. Here only three force components are considered i.e. cutting force, radial force and thrust force. Hence known as three dimensional cutting. Shear force acts on larger area.
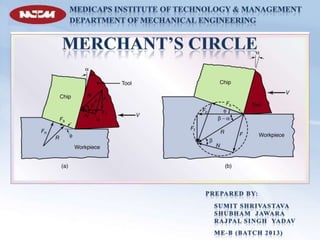
- 5. α : Rack angle Fc: Cutting Force λ : Frictional angle Fs: Shear Force ϕ : Shear angle F: Frictional Force Ft : Thrust Force N: Normal Frictional Force Fn: Normal Shear Force V: Feed velocity Back Rake Angle Side Rake Angle Fs Fn Fc N φ Ft λ V R Front View F P N F Normal FrictionForce Normal Shear Force FrictionalForce FrictionForce RAKE ANGLE Shear Angle CuttingForce ThrustAngle Resisting the alongnormal metal in Force on angle madebetweenshear It is force Angle: provided to tool act acted angle chip theby at chip is at angle Thisis Rake theshear thetheinterface Backthethe toactsactedbyvelocitythe ResistanceforcetoolItof the the of normal force chip. the to and workpiece face Frictionalalong workpiece. the of It face ofForce & resultanttheActsdirectiontoresistshear cutting tool plane withthethe normal oftheof the betweento,ofinterface velocitythe tool tool cutting forming the or the acts the and is motion plane.plane. Normalof in a by the tool. Normal Force, and travel.provided measured tool. plane perpendicular tool. shear Reaction. force edge to the side cuttingincreases as speed Cutting Side Rake Angle: It is the as rake increases and decreases angle -1 λ = decreases tan μ between the face of the tool and angle μ: coefficient of friction measured in a plane perpendicular to the base
- 6. Tool edge is sharp. The work material undergoes deformation across a thin shear plane. There is uniform distribution of normal and shear stress on shear plane. The work material is rigid and perfectly plastic. The shear angle ϕ adjusts itself to minimum work. The friction angle λ remains constant and is independent of ϕ. The chip width remains constant. The chip does not flow to side, or there is no side spread.
- 8. Fs , Resistance to shear of the metal in forming the chip. It acts along the shear plane. Fn , ‘Backing up’ force on the chip provided by the workpiece. Acts normal to the shear plane. N, It at the tool chip interface normal to the cutting face of the tool and is provided by the tool. F, It is the frictional resistance of the tool acting on the chip. It acts downward against the motion of the chip as it glides upwards along the tool face.
- 9. Knowing Fc , Ft , α and ϕ, all other component forces can be calculated as: The coefficient of friction will be then given as : Fs α Fn On Shear plane, Fc Ft φ λ Now, λ-α α R F N V φ
- 10. Let ϕ be the shear angle Where, Fs Now shear plane angle α Fn Fc The average stresses on the shear plane area are: Ft φ λ-α α R λ F N V φ
- 11. Now the shear force can be written as: Fs and α Fn Fc Ft φ λ Assuming that λ is independent of ϕ , for max. shear stress λ-α α R F N V φ
- 12. Analysis of cutting forces is helpful as:- Design of stiffness etc. for the machine tolerance. Whether work piece can withstand the cutting force can be predicted. In study of behavior and machinability characterization of the work piece. Estimation of cutting power consumption, which also enables selection of the power source(s) during design of the machine tool. Condition monitoring of the cutting tools and machine tool.
- 13. Proper use of MCD enables the followings :- Easy, quick and reasonably accurate determination of several other forces from a few forces involved in machining. Friction at chip-tool interface and dynamic yield shear strength can be easily determined. Equations relating the different forces are easily developed.
- 14. Some limitations of use of MCD are :- Merchant’s Circle Diagram (MCD) is valid only for orthogonal cutting. By the ratio, F/N, the MCD gives apparent (not actual) coefficient of friction. It is based on single shear plane theory.
- 15. Following conclusions/results are drawn from MCD :- Shear angle is given by For practical purpose, the following values of ϕ has been suggested: ϕ = α for α>15o ϕ = 15o for α<15o