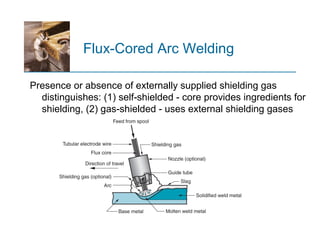
This document summarizes various welding processes. It divides welding into two categories: fusion welding where metals are melted together, and solid state welding where heat and pressure are used without melting. Some key fusion welding processes discussed include shielded metal arc welding, gas metal arc welding, flux-cored arc welding, submerged arc welding, gas tungsten arc welding and plasma arc welding. Resistance spot welding is also summarized as the main resistance welding process used to join sheet metals. Safety considerations for oxyacetylene welding are also briefly covered.










































































































![Types%20of%20 Welding[1]](https://cdn.slidesharecdn.com/ss_thumbnails/types20of20welding1-091203225849-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)

































