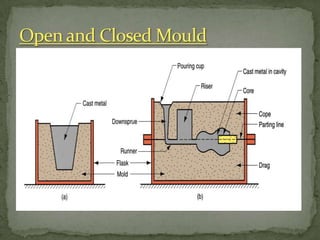
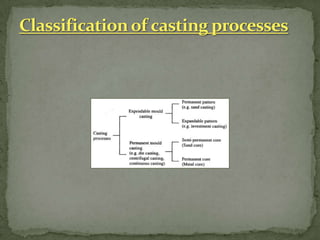
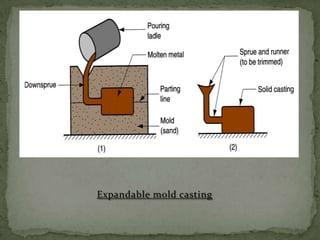
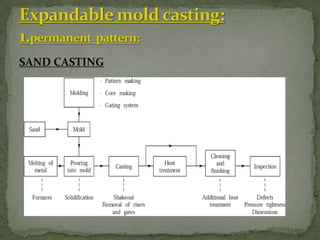
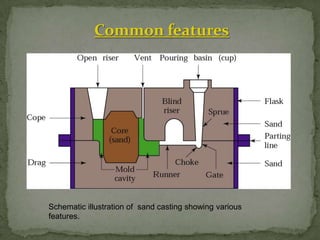
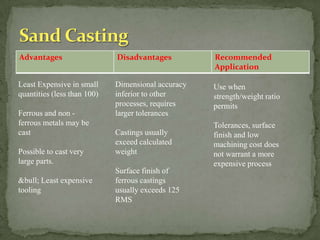
This document provides information on various metal casting processes. It discusses the history of casting and defines the basic casting process as pouring liquid metal into a mold to solidify. It describes the main features of casting like molds, risers, gates, and cores. It categorizes casting processes as open mold or closed mold casting. It further classifies casting into expandable mold casting like sand casting and investment casting, and permanent mold casting like die casting and centrifugal casting. For each process, it provides details on the mold material, advantages, disadvantages and recommended applications. It emphasizes the importance of selecting the right casting process based on the alloy, shape, tolerance and cost requirements of the final part.